Nu se utilizează agenți de dezoxidare la topirea oțelului fiert, deoarece metalul se autodezoxidează în timpul turnării și cristalizării în garnituri. Dacă se introduc agenți de dezoxidare, aceștia se introduc în cantități limitate pentru a nu inhiba autodezoxidarea, degazarea și structura normală a lingourilor de oțel fiert. De obicei, în cuptor se introduce ferromanganese.
Oțelul în fierbere este turnat în căptușeli care se extind în jos.
Turnarea se poate face fie de sus, fie de jos — prin sifon. Cea din urmă metodă permite un control mai bun al ratei de umplere a căptușelii cu metal. Rata de umplere este crucială pentru structura lingoului. La turnarea cu o viteză de creștere a metalului în căptușeală de 12-25 cm/min se formează cruste de 25-35 mm grosime și se înjumătățesc la o viteză de 50-60 cm/min. La prima limită de viteză, metalul fierbe de îndată ce nivelul crește cu 125-150 mm deasupra fundului căptușelii și fierbe în timpul perioadei de turnare.
Fierberea metalului în căptușeală înseamnă eliberarea de bule de gaz de la suprafața topiturii ca urmare a reacției dintre carbonul și oxigenul dizolvat în metal
Conform acestei reacții, gazele eliberate în timpul solidificării constau în 85-95% monoxid de carbon. Reacția începe și se dezvoltă datorită faptului că conținutul de oxigen dizolvat este ridicat în metalul nedizolvat (sau slab deoxidat). La turnarea metalului după contactul cu peretele căptușelii, se formează imediat o crustă exterioară densă de cristale mici echiaxate. În plus, odată cu disiparea de căldură stabilită prin crusta lingoului, cresc cristale dendritice. Deoarece cristalizarea este selectivă și cristalele mai pure cad primele, topitura mamă se îmbogățește cu carbon și oxigen, echilibrul fiind astfel perturbat și mai mult, ceea ce favorizează începutul reacției cu formarea monoxidului de carbon. Dezvoltarea reacției este favorizată de scăderea temperaturii metalului și promovată de cristalele formate și în formare, creându-se interfața dintre topitură și faza solidă, ceea ce facilitează energetic apariția și creșterea bulelor de monoxid de carbon. Toate aceste condiții favorizează reacția carbonului dizolvat și a oxigenului și, odată inițiată, reacția continuă până la sfârșitul solidificării. Ca urmare a reacției, concentrația de oxigen în metalul lingoului solidificat este mult mai mică decât în metalul inițial, iar produsul m = [%C] × × [%O] este la un nivel scăzut, se încadrează în intervalul 0,0015-0,0025, atingând aparent echilibrul.
Concentrația de oxigen de câteva ori mai mică decât echilibrul cu carbonul este observată în zona bulelor alveolare, ceea ce se explică prin dezvoltarea lichefierii care se desfășoară cu o viteză ridicată, favorizată de eliberarea gazelor în spațiile dintre cristale. După formarea crustei, începe creșterea cristalelor columnare, care este similară cu formarea unei zone de cristale columnare în solidificarea oțelului liniștit. Cu toate acestea, în timpul solidificării oțelului în fierbere, licoarea-mamă este îmbogățită cu oxigen și se dezvoltă o reacție cu eliberare de monoxid de carbon.
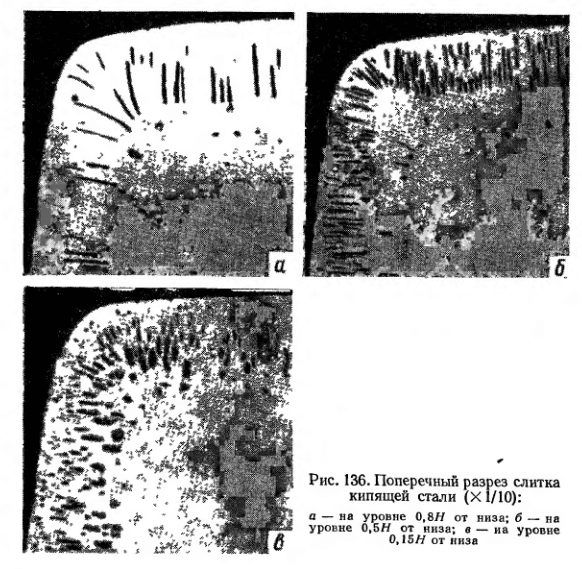
Monoxidul de carbon eliberat formează bule de gaz. Deoarece formarea acestor bule are loc între cristalele dendritice în creștere, bula dobândește o formă alungită, caracteristică bulelor în formă de fagure de miere (figura 136). Creșterea bulelor în formă de fagure de miere are loc atâta timp cât rata de creștere a bulei este mai mare decât rata de creștere a dendritelor. Odată ce rata de creștere a dendritelor este mai mare, cristalele columnare închid frontul de creștere a bulei alveolare. Unele dintre bule plutesc în topitură, deplasându-se spre centru și în sus. Aceste bule și bulele care se formează în afara cristalelor columnare creează o zonă de bule secundare. Acestea au o formă rotunjită. În timpul fierberii viguroase, adică al eliberării de gaze, metalul lichid circulă intens, bulele sunt mai bine transportate spre centrul și vârful lingoului și mai puține dintre ele rămân în metal. În acest caz, crusta metalică de la marginea lingoului până la bulele alveolare este mai groasă.
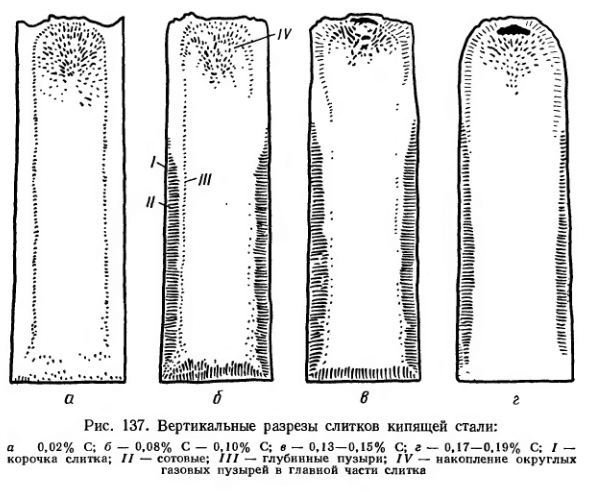
În partea superioară a unui lingou normal de oțel în fierbere se acumulează de obicei bule rotunjite care nu au avut timp să fie îndepărtate. Pot apărea goluri de contracție, cojile de contracție sunt absente. Contracția într-un lingou de oțel în fierbere este compensată de suma tuturor bulelor de gaz și a eventualelor goluri de contracție. Structura lingourilor tipice de oțel în fierbere este prezentată în Fig. 137.
Solidificarea părții superioare a unui lingou de oțel în fierbere poate produce trei tipuri de lingouri: înalt, micșorat și plat. Un lingou înalt este produs prin fierbere lentă, în urma căreia oțelul este subdezoxidat și insuficient degazat. După atingerea nivelului, metalul, susținut de gaze, începe să se ridice, formând un cap de lingou înalt (până la 400-450 mm).
Capul înalt este îmbogățit cu bule de gaz și impurități nocive.
Oțelul supraoxidat și supraîncălzit fierbe foarte violent, se ridică în sus și se așează brusc, formând un șanț la pereții căptușelii. Suprafața interioară a tijei este oxidată, nu se poate suda cu metalul și atunci când este laminată se va despica. Lingourile sunt utilizate în scopuri neresponsabile sau pentru retopire.
La fierberea oțelului în cămașă, bulele de gaz împing lichidele spre partea axială a lingoului și le transportă spre partea capului. Ca urmare, un lingou de oțel care fierbe prezintă o dezvoltare mai mare a lichidului decât un lingou de oțel liniștit. Se observă o lichefiere deosebit de mare în bulele secundare, datorită faptului că acestea realizează îndepărtarea metalului îmbogățit cu impurități nocive și elemente de lichefiere și adsorbția acestora la limita metal-gaz.
Spre deosebire de un lingou de oțel liniștit, într-un lingou de oțel în fierbere nu se observă whisker sau lichefiere Λ, iar lichefiere V este observată în mod clar.
Dezvoltarea lichidării în lingourile de oțel în fierbere poate fi estimată aproximativ prin următoarele valori ale neregularității compoziției lingoului de 6-8 m: până la 200-250% C, 400-500% P și până la 600-650% S.
Lichiditatea în oțelul în fierbere crește odată cu creșterea greutății lingoului, a temperaturii și vitezei de turnare, a intensității și duratei fierberii.
Este imposibil să se elimine fenomenul de lichidare într-un lingou de oțel în fierbere, dar reducerea concentrației de impurități nocive, precum sulful și fosforul din metal, atenuează manifestarea fenomenului de lichidare.
Deoarece lichidarea crește odată cu durata fierberii, este recomandabil să se regleze prin oprirea fierberii metalului în căptușeală. În acest scop, căptușeala se închide de sus cu un capac, sub care se creează o presiune crescută a gazelor eliberate, iar reacția de autodecolorare a oțelului este încheiată.
Avantajul oțelului de fierbere este absența chiuvetelor de contracție concentrate în lingouri, precum și absența incluziunilor nemetalice de produse de dezoxidare. Un dezavantaj serios al oțelului în fierbere este neuniformitatea extrem de puternică (lichidare) a compoziției chimice a gazelor de-a lungul secțiunii longitudinale și transversale a lingoului.
Pentru a păstra avantajele oțelului liniștit și ale celui fiert și pentru a reduce dezavantajele ambelor, se produce oțelul semiliniștit. Deoxidarea oțelului semi-calm este intermediară între oțelul liniștit și oțelul fiert. Dezoxidarea se realizează în așa măsură încât oțelul este moderat clocotit în depunere.
Ca urmare, un lingou de oțel semidescris are o structură similară cu cea a unui lingou de oțel liniștit (lingou supradezoxidat d ) și a unui lingou de oțel în fierbere (lingou subdezoxidat a ) (fig. 138, b , c ).
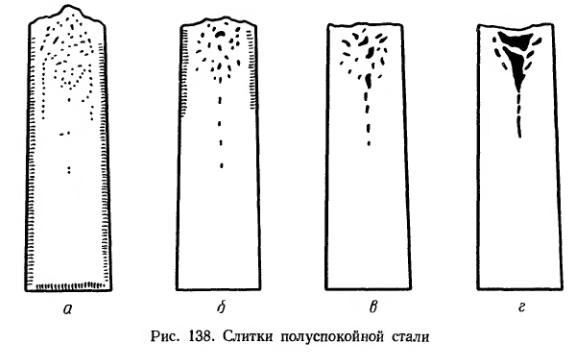
În lingourile de oțel semiliniștit, alături de bulele în formă de fagure de albine, se formează de obicei mici cavități de contracție sub forma mai multor învelișuri de gaz. De regulă, în oțelul semichiniștit, bulele alveolare se formează de obicei în partea superioară a lingoului, bulele secundare sunt absente. Gradul de lichidare în lingourile de oțel semichiescent este mult mai scăzut decât în oțelul în fierbere. Absența chiuvetelor de contracție concentrate reduce tăierea capului la 5%, astfel încât randamentul bragelor bune crește la 90-95%. Consumul redus de agenți de dezoxidare face ca producția de oțel semichivalent să fie mai ieftină decât cea de oțel chivalent. În legătură cu aceste avantaje, în ultimul timp a existat o tendință de creștere a producției de metal semichiniet.