
Se recomandă menținerea metalului în cazan timp de 10-15 minute după lansare. În timpul timpului de menținere, conținutul de incluziuni nemetalice din metal scade cu 50-80%. Rata de scădere a temperaturii metalului în timpul de menținere depinde în primul rând de greutatea metalului și este de 2-2,5 ° C / min la o căldare de 30 de tone și de aproximativ 1 ° C / min la o căldare de 100 de tone.
Turnarea cu sifon . Temperatura metalului și viteza de turnare sunt factori care determină în mare măsură calitatea suprafeței și macrostructura lingourilor. Limita superioară a temperaturii metalului în combinație cu viteza de turnare ar trebui să prevină apariția nu numai a fisurilor pe lingouri, ci și a altor defecte ale oțelului, în special, contaminarea crescută cu incluziuni nemetalice, bule de gaz și fire de păr. Limitele superioare de temperatură sunt selectate în funcție de clasa de oțel și de cerințele impuse acesteia, precum și de condițiile locale de turnare, cum ar fi raportul H / D calitatea lubrifierii, la care macrostructura cea mai omogenă și densă a metalului laminat la cel mai mic rebut.
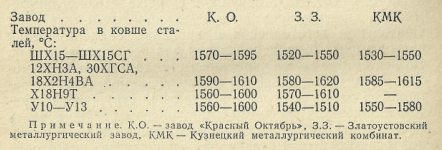
Mai jos este temperatura recomandată a metalului în căldare pentru unele clase de oțel la diferite fabrici.
Electrosteel este de obicei turnat astfel încât cu 1/3 — 1/2 din înălțimea sivolului a apărut rant metal lichid lățime de 10-20 mm; aceasta corespunde unei rate liniare de creștere a metalului în sivol 0,2-0,6 m / min.
Oțelurile care conțin impurități care se oxidează ușor, de exemplu titan, aluminiu etc., nu pot fi turnate cu o oglindă curată a metalului, indiferent cât de ridicată este temperatura acestuia și indiferent cât de repede este umplută căptușeala. Prezența impurităților care se oxidează rapid duce la formarea de cruste din oxizii acestor impurități în primul moment al contactului dintre metal și aer. Pentru a combate cu succes formarea crustelor la turnarea acestor oțeluri, pe lângă creșterea temperaturii metalului și a vitezei de turnare, sunt necesare și alte măsuri, cum ar fi utilizarea de petrolatum pentru lubrifierea garniturilor etc.
Primele porțiuni de metal care intră în căptușeală sunt caracterizate de o temperatură mai scăzută și de o contaminare nemetalică crescută, deoarece au trecut printr-o linie de sifon rece, fără zăbrele. În plus, primele porțiuni de metal intră în căptușeală cu vârtejuri mari. Prin urmare, fundul turnătorului trebuie umplut cât mai repede posibil, pentru aceasta dopul fiind deschis rapid, dar lin, obținându-se în același timp un jet cât mai compact. Un astfel de început de turnare este mai ușor de asigurat cu controlul de la distanță al dopului.
Pentru a îmbunătăți formarea chiuvetelor de contracție și a obține o macrostructură densă a lingoului, viteza de turnare trebuie redusă după ce metalul intră în suprastructura profitabilă la o înălțime de 90-100 mm. În funcție de compoziția oțelului și de greutatea lingoului, durata de umplere a suprastructurii profitabile este de 50-75% din durata de umplere a corpului lingoului.
Turnarea de sus . Incidența foliilor, a stropirii și a bulelor subcrustale în lingourile turnate de sus depinde de natura fluxului de jet, de lubrifierea căptușelii, de viteza de turnare și de temperatura metalului.
La turnarea lingourilor cu o greutate de până la 4-8 tone, de sus, direct din cazan și prin dispozitivul intermediar, se utilizează cupe cu un diametru al orificiului de 30-60 mm. Pentru turnarea lingourilor cu greutate mai mică prin pâlnia intermediară, se utilizează cupe cu diametrul orificiului de 10-25 mm. La turnarea oțelului direct din polonicul de turnare a oțelului este necesar să se realizeze o bună aliniere a axelor dopului și polonicul. Distanța dintre cazan și garnitură trebuie să fie minimă (≤150 mm). La începutul turnării, jetul de metal este încetinit pentru a forma o pernă tampon de metal lichid pe fundul cuvei. Umplerea ulterioară a turnătorului se efectuează cu un jet plin până când suprafața metalică din turnător poate fi observată de pe platforma de turnare sau de pe partea laterală a șanțului. După aceea, viteza de turnare este reglată în funcție de aspectul suprafeței metalului care se ridică în caster, evitându-se formarea abundentă de stropi. Viteza liniară de umplere a turnătorului cu metal este de 0,8-2 m/min.
În cazul turnării prin cazanul intermediar, dopurile pot fi deschise numai după ce cazanul a fost umplut cu metal din cazanul mare până la 3/4 din înălțimea acestuia. În momentul umplerii cazanelor, nivelul metalului din cazanul intermediar nu trebuie să scadă cu mai puțin de 1/3 din cazan pentru a nu reduce presiunea jetului și pentru a preveni pătrunderea zgurii formate în cazan. Extensia profitabilă este umplută lent, nu mai puțin de 50% din timpul de umplere a corpului lingoului.





