
Particularitatea acestei metode de turnare este că matrița este utilizată în mod repetat. Pentru formarea cavităților interne, se folosesc tije unice de mase de turnare.
Înainte de turnarea metalului, cazanul din interior este vopsit cu o vopsea specială, a cărei compoziție este determinată de tipul de aliaj. În acest mod sunt turnate piese din fontă, din oțel și din aliaje de cupru, aluminiu și magneziu. Într-o singură matriță pot fi produse câteva sute de piese turnate. Aproape toate operațiunile sunt mecanizate și automatizate. Datorită solidificării rapide, piesele turnate au o structură cu granulație fină, o precizie dimensională ridicată și o suprafață curată care nu necesită prelucrare ulterioară. Greutatea pieselor turnate din oțel poate fi de până la 5 tone.
Matrițele pot fi divizate sau nedivizate. Turnarea în cocs prezintă avantaje economice semnificative față de turnarea în nisip: costurile cu forța de muncă pentru realizarea matrițelor, scoaterea pieselor turnate și curățarea acestora sunt reduse. Matrițele pot fi realizate prin turnare, pentru producția de piese complexe și precise — prin prelucrarea pieselor brute.
Turnare prin injecție
În această metodă, o matriță metalică este umplută cu topitură sub presiune. Această metodă produce piese turnate complexe cu pereți subțiri din aliaje de aluminiu, zinc și cupru. Turnarea se realizează pe mașini sub o presiune de până la 1 MPa, cu alimentare cu metal la o viteză de până la 160 s m/ . Este posibil să se producă piese foarte complexe cu pereți de 1 — 7 mm grosime, dimensiuni precise (clasa de precizie 1 — 3), cu suprafață curată și găuri finisate cu diametrul de până la 1 mm sau cu filet. Cea mai mare parte a produselor sunt piese fabricate din aliaje de zinc, aluminiu și cupru pentru instrumentație de precizie, automobile, aparate electrice și de uz casnic. De exemplu, carcasele carburatoarelor, carterul pompelor de apă și ulei și alte piese de motor sunt turnate în acest mod. Turnarea se realizează pe mașini speciale. Matrița metalică este formată din două părți presate împreună. Înainte de turnare, suprafața matriței și camera de presare sunt lubrifiate. O parte din aliaj este turnată în camera de presare.
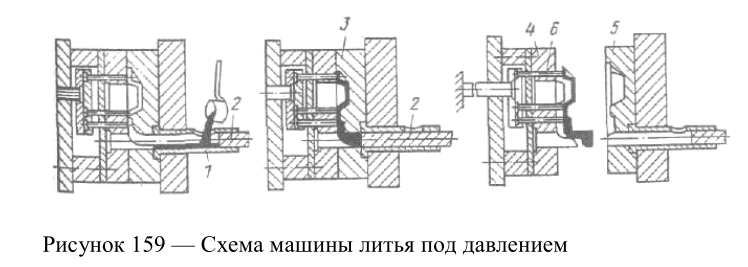
Fig. 159 prezintă o schemă a unei mașini de turnare prin injecție cu o cameră orizontală de presare la rece. Metalul lichid este turnat în camera de presare 1 cu o lingură de măsurat sau cu ajutorul unui dozator automat și este presat în matriță 3 cu un piston metalic 2. Matrița este formată dintr-o jumătate mobilă 4 și o jumătate fixă 5. Piesele turnate sunt extrase de un împingător 6. Piesele turnate sunt împinse afară din matriță, cad într-o cutie și sunt transportate cu ajutorul unui transportor către departamentul de finisare și tăiere. În prezent, complexele automatizate funcționează pe baza tehnologiei fără personal.





