Mașini de turnare continuă (CCM) . Ideea de turnare continuă a oțelului își are originea în secolul al XIX-lea. Cu toate acestea, aplicarea practică a acestei metode a apărut abia în ultimii 30-35 de ani. În prezent, în funcție de metoda de formare a lingourilor, CCM-urile sunt împărțite în trei tipuri: verticale — cu îndoirea lingourilor și radiale (Fig. 100, a-c-c). În toate tipurile de CCM, metalul din poligonul de turnare a oțelului intră în poligonul intermediar, de unde intră în cristalizatorul de cupru răcit cu apă. Se utilizează, de asemenea, cristalizatoare de cupru, a căror suprafață interioară este acoperită electrolitic cu nichel.
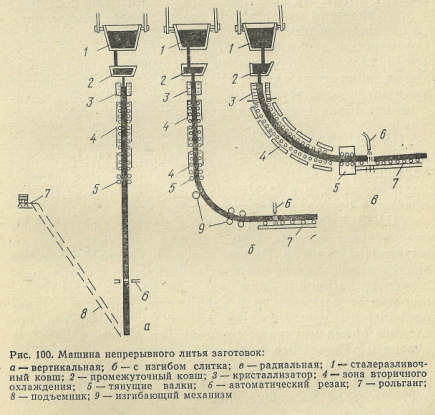
Într-o turnătorie verticală, matrița vibrează în mișcare alternativă. Mișcarea descendentă se face la aceeași viteză cu viteza de turnare liniară, ceea ce asigură formarea unei cruste suficient de groase, fără rupturi. Mișcarea ascendentă se face la viteză mare. Până în acest moment, crusta din zonele inferioare ale lingourii este suficient de puternică, iar în zona superioară, dacă se rupe, este umplută cu metal lichid. Înainte de începerea turnării, se introduce în matriță o sămânță cu aceeași secțiune transversală și aceleași dimensiuni ca și secțiunea transversală a matriței. Capătul superior al acestei semințe este fundul matriței în primul moment al turnării. Din matriță, lingoul intră în zona de răcire cu apă, unde apa este aplicată pe rolele adiacente suprafeței lingoului pentru o răcire mai uniformă. Bucata este trasă de rolele de tracțiune. Într-o unitate radială, matrița și zona de răcire sunt curbate pentru a reduce înălțimea totală a unității. Într-o turnătorie de îndoire, lingoul este îndoit de role după rolele de tragere.
În toate tipurile de turnătorie, țeava este tăiată la o lungime specificată de un tăietor automat. În CCM de tip vertical, țaglele sunt livrate la nivelul atelierului cu ajutorul unor trolii, iar în celelalte două tipuri de CCM, țaglele sunt livrate direct la transportoare cu role.
CCM de tip vertical oferă cele mai bune condiții pentru cristalizarea și tragerea lingourilor. Cu toate acestea, o astfel de instalație necesită o înălțime semnificativă a structurilor de susținere atunci când este amplasată la nivelul podelei atelierului sau o adâncime mare atunci când este amplasată în spațiul de turnare al atelierului siderurgic (adâncime de 15-20 m). De aceea, în ultimul timp, au început să fie utilizate CCM de îndoire a lingourilor și CCM radiale, lipsite de acest dezavantaj.
În cazul în care CCM de tip vertical nu prevede tăierea lingourilor, este posibil să se toarne doar o parte din metal din cuvă. O astfel de instalație se numește semicontinuă.
Tehnologia de turnare continuă a oțelului . Turnarea oțelului la CCM începe cu umplerea cu metal a cuvei intermediare până la 2/3 din înălțimea acesteia. Temperatura metalului la turnarea continuă trebuie să fie cu 30 ° C mai mare decât la turnarea cu sifon. Viteza de tragere a lingoului și, prin urmare, viteza de turnare scade odată cu creșterea temperaturii metalului, de exemplu, de la 0,8 m/min la o temperatură de 1540-1560 ° C la 0,6 m/min la o temperatură >1580 ° C la turnarea unui lingou de oțel cu carbon mediu de dimensiuni 175 × 420 mm. În același timp, viteza de tragere scade odată cu creșterea dimensiunii lingourilor (conform Novolipetsk Plant):
| Secțiunea transversală a tablei, mm | 150×640 | 150×800 | 170×1030 |
| Viteza de tragere, m/min | 0,8-0,9 | 0,7-0,8 | 0,5-0,6 |
Pentru a obține un lingou de bună calitate, este important să se mențină un nivel constant de metal în matriță, de obicei la o distanță de 100-150 mm de capătul superior al matriței. Izotopii radioactivi sunt utilizați pe scară largă pentru a controla nivelul de metal.
Din momentul începerii turnării pe pereții matriței se furnizează automat lubrifiant: parafină, surepnoe și alte uleiuri. Pentru a reduce oxidarea metalului în procesul de turnare, se folosesc diferite metode de protecție a acestuia împotriva interacțiunii cu oxigenul din aer: suflarea jetului de metal și a oglinzii din cristalizator cu gaz inert (argon), utilizarea de amestecuri formatoare de zgură pentru acoperirea metalului în cazanul intermediar și în cristalizator, a căror compoziție este apropiată de compoziția amestecurilor utilizate la turnarea oțelului în garnituri, turnarea prin duze cu imersie sub nivelul metalului etc.
Indicatorii tehnico-economici ai procesului de turnare continuă a țaglelor . Introducerea procedeului de turnare continuă pentru producerea lingourilor lungi și a tablelor prezintă următoarele avantaje tehnice și economice față de producerea lingourilor din lingouri:
- Consumul de metal pe 1 tonă de lingouri este redus semnificativ: de la 1,1-1,2 la 1,03-1,05 tone/t, ca urmare a reducerii deșeurilor din partea de jos și de sus a lingourilor.
- Condițiile de muncă în culoarul de turnare sunt îmbunătățite, deoarece se elimină munca grea de pregătire a butoaielor pentru turnare, decojirea lingourilor etc. Procesul de pregătire și turnare a metalelor la CCM este mecanizat și în mare parte automatizat până la tăierea și curățarea lingourilor.
- Costurile de capital și de exploatare sunt reduse datorită eliminării laminoarelor de sertizare.
- Mecanizarea și automatizarea procesului la CCM asigură consecvența condițiilor de producție și creșterea productivității muncii cu 20-25% în comparație cu atelierele în care oțelul este turnat în butoaie.