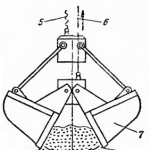
Metalul lichid este turnat într-o matriță pentru a produce o piesă turnată. Conturul interior al matriței se potrivește cu conturul exterior al piesei turnate. Pentru a crea matrița, aceasta este ambalată din amestecul de turnare în jurul modelului. Ca urmare, amestecul de turnare este imprimat în amestecul de turnare după ce modelul este îndepărtat pentru a corespunde configurației exterioare a produsului. Găurile sau cavitățile din piesă sunt formate cu ajutorul tijelor. Figura 142 prezintă o schemă a unei forme de turnare.
În funcție de configurația piesei turnate, modelul poate fi monobloc sau divizat. Modelul are părți proeminente speciale — mărci, care formează în matriță nișe pentru instalarea tijelor. Dimensiunile modelului trebuie să aibă toleranțe pentru piesele prelucrate și pentru contracția metalului în timpul cristalizării, care pentru oțel este de aproximativ 2%. Modelul trebuie să fie ușor și rigid.
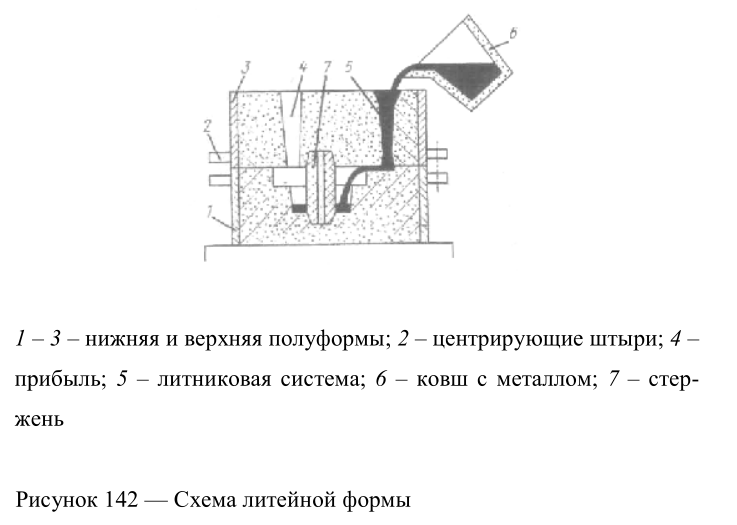
Pentru turnarea unică și a loturilor mici, modelele sunt realizate din lemn. Lemnul este un material ieftin, suficient de ușor și rezistent, ușor de lucrat. Modelele din lemn vopsite au o suprafață netedă și curată. Dezavantajul lemnului este higroscopicitatea sa și rigiditatea insuficientă. Pentru realizarea modelelor se folosesc pin, tei, frasin, stejar. Modelele mari sunt realizate din pin, medii și mici — din arin, fag și frasin sunt utilizate pentru producerea de modele cu rezistență sporită. Modelele detașabile sunt realizate din mai multe părți separate, care sunt lipite împreună și conectate cu îmbinări de tip „tongue and groove” sau „stud”. Modelul finit este vopsit cu vopsea în ulei și lăcuit. Pentru modelele turnate din fontă se vopsește în roșu, pentru oțel — în gri, pentru cele colorate — în galben. În fig. 143 este prezentat un model din lemn despicat.
Modelele metalice sunt utilizate pentru producția în masă a pieselor turnate. În comparație cu modelele din lemn, modelele metalice sunt mai durabile, mai precise, au o suprafață de lucru netedă. Modelele sunt realizate din fontă, oțel, bronz, mai rar aluminiu. Modelele din fontă sunt durabile, au o suprafață netedă bună. Modelele din bronz și alamă sunt utilizate pentru realizarea de piese turnate mici și complexe, cu o calitate ridicată a suprafeței.
Modelele din plastic sunt extrem de precise, netede și rezistente la coroziune. Pentru a realiza un model din plastic, se face mai întâi o matriță din ipsos, în care este turnat modelul din plastic. Pentru fabricarea modelelor se folosesc rășini epoxidice și de formaldehidă, spumă de polistiren. Modelele mari se fac goale pentru a fi mai ușoare.
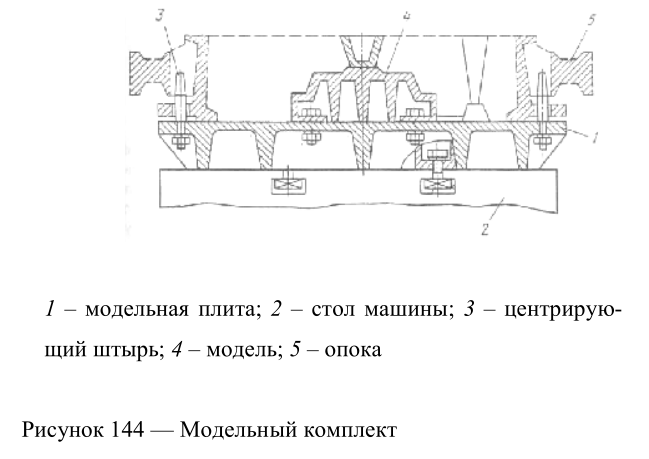
Pentru turnarea la mașină, se folosesc plăci pentru modele cu unul sau mai multe modele pe o singură placă. Plăcile pot avea o singură față pentru turnarea separată a semimodelelor superioare și inferioare sau două fețe, atunci când părți ale modelului sunt situate pe ambele părți ale plăcii. Figura 144 prezintă o placă de model cu o singură față, cu inserții de model atașate.
Tije
Dacă piesa turnată are găuri sau cavități interne care nu pot fi formate cu modelul, în aceste locuri se instalează tije. Figura 145 prezintă o piesă turnată cu o gaură internă. Această gaură va fi formată de o tijă 7, care este introdusă în matrița formată după ce modelul a fost îndepărtat. Tija este menținută în matriță cu ajutorul unor marcaje. Tijele se realizează separat și se introduc în matriță în momentul asamblării acesteia. Pentru fabricarea tijelor se utilizează amestecuri de nisip și materiale de legare.
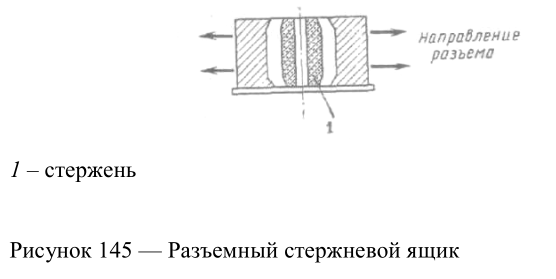
Tijele sunt ambalate în cutii speciale pentru tije. Cutiile pot fi din lemn și pot fi fie neseparabile, în care tija umplută este scuturată, fie separabile, care pot fi demontate pentru a scoate tija. Figura 145 prezintă o cutie separată din lemn. Baghetele sunt umplute manual, pe mașini de scuturat sau prin metoda aruncării cu nisip.
Mandrinele
Matrița este căptușită în jurul modelului într-un cadru sau pilon metalic. Mandrinele sunt realizate din oțel, fontă sau aliaje de aluminiu. Pentru a menține pământul de turnare în interior, un balon mare are nervuri. De regulă, turnarea se realizează în două borcane perechi. Partea inferioară a formei este umplută într-unul, iar jumătatea superioară a formei în celălalt.
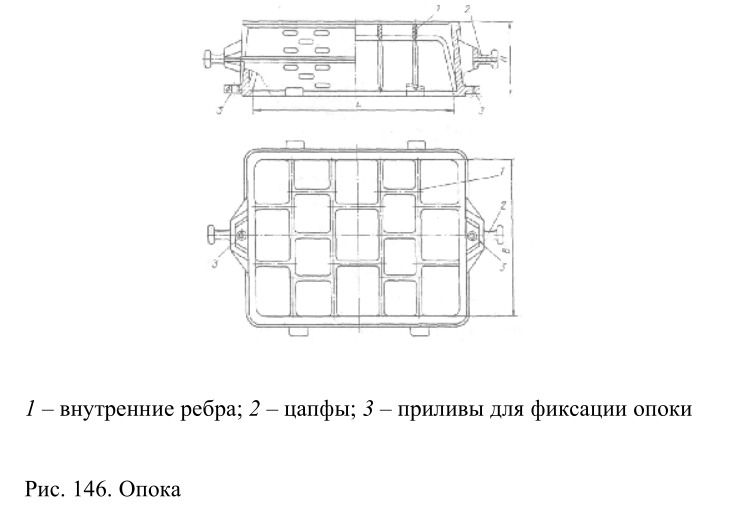
Pentru a facilita evacuarea gazelor atunci când se toarnă metalul în matriță, se fac găuri de ventilație în pereții pilonului. Muchiile sunt conectate între ele cu știfturi de centrare și fixate cu suporturi, sau se plasează o greutate deasupra muchiilor pentru a preveni o eventuală ridicare a muchiilor de către metalul turnat. Deoarece amestecul de turnare este turnat în pilon la presiune ridicată, pilonii trebuie să fie rezistenți. Fig. 146 prezintă un stâlp metalic turnat.