La fabricile de blooming și slabbing, laminarea se realizează din lingouri de diferite dimensiuni și greutăți, ceea ce este determinat de gradele de oțel produse la uzină. Timpul de livrare a trenurilor de lingouri la gropile de încălzire este de obicei reglementat. În fabricile moderne, mai mult de 90 % din lingouri sunt livrate în puțurile de încălzire ale instalațiilor de înflorire și tăiere la cald, la temperaturi de până la 870-900 °C.
Utilizarea lingourilor fierbinți, pe lângă economisirea semnificativă a combustibilului, mărește brusc capacitatea de producție a puțurilor de încălzire. Lingourile sunt emise și plantate în loturi (cuști). Lingourile încălzite sunt scoase din fiecare puț unul după altul; ele sunt plantate până când puțurile sunt complet umplute. Lingourile sunt plantate cu ajutorul unei macarale speciale cu clește, iar în puțuri sunt instalate cu partea profitabilă în sus. Lingourile încălzite sunt livrate la moara de înflorit cu ajutorul unui cărucior basculant (camion de lingouri).
Numărul de treceri pentru care sunt laminate lingourile este stipulat în instrucțiunile tehnologice. Compresia pentru fiecare trecere poate fi reglată în funcție de săgețile cadranului situat deasupra standului de lucru, pe partea stației de comandă. Viteza de laminare la mașinile de blooming este reglată manual sau automat de către operator.
Mașinile de înflorit din țara noastră au înregistrat un mare succes în creșterea productivității prin reducerea numărului de treceri datorită creșterii compresiei. Pentru a crește rezistența și rezistența la uzură, multe piese ale mașinilor de suflat sunt fabricate din oțel aliat și supuse unui tratament termic.
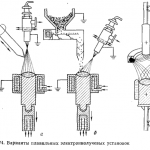
Calcarul care cade de pe lingou în timpul laminării sale este spălat cu apă sub moară, apoi ajunge în gropile de decantare, de unde este îndepărtat de o macara cu grapă și încărcat în vagoane. Așchiile de forfecare sunt transportate cu ajutorul unui transportor la raionul de deșeuri, de unde, după răcire, sunt încărcate în vagoane cu ajutorul unor macarale cu electromagnet.
La laminarea oțelului aliat, unde resturile de oțel de diferite clase trebuie să fie sortate în grupuri, se utilizează, de exemplu, un dispozitiv format dintr-o placă turnantă pe care sunt montate cinci cutii. Atunci când se rotește roata, oricare dintre cutii se apropie de un jgheab prin care sunt evacuate garniturile. Cutiile pline cu garnituri sunt îndepărtate cu ajutorul unei macarale, iar în locul lor sunt puse cutii goale.
După tăierea la foarfecă, florile sunt marcate la cald de la capăt cu ajutorul unui dispozitiv special de marcare. Bloomurile și țaglele tăiate pe foarfece sunt îndepărtate de macarale cu dispozitive de prindere.
În cazul exploatării unei laminoare de blooming cu o laminoare de lingouri continuă, capetele cilindrului de blooming sunt tăiate cu foarfecele din partea profitului și din partea inferioară a lingourilor. Blocurile de lungimea necesară sunt stivuite în culoarul de răcire. Blocurile din oțel care necesită răcire întârziată sunt încărcate în puțuri neîncălzite și cuptoare speciale. Blumurile răcite sunt curățate și, după acceptarea de către controlori, sunt transferate în depozitul de lingouri.