Încălzirea prin inducție este utilizată pentru încălzirea metalelor neferoase înainte de tratarea lor prin presiune. Aceasta permite creșterea reproductibilității încălzirii de la lingou la lingou, reducerea monoxidului de carbon din metal și automatizarea procesului de încălzire. Unitățile de încălzire prin inducție au dimensiuni reduse și pot fi amplasate direct la mașina de prelucrare. Încălzirea prin inducție este lipsită de inerție, astfel încât nu este necesar timp pentru încălzirea cuptorului și nu există consum de energie în timpul opririi echipamentului.
Încălzirea prin curent indus a lingourilor metalice are loc numai în stratul superficial până la adâncimea de pătrundere a curentului în metal. Partea centrală a lingoului este încălzită datorită conductivității termice a metalului. Prin urmare, încălzirea prin inducție distinge două perioade: în prima perioadă, cantitatea maximă de energie este furnizată pentru încălzirea rapidă a stratului superficial al metalului; în a doua perioadă, puterea furnizată trebuie să asigure doar menținerea temperaturii de suprafață atinse și egalizarea temperaturii în întreaga secțiune transversală. Acest lucru face recomandabilă existența unui inductor cu două zone, cu puteri de zonă diferite, pentru încălzirea metodică a lingourilor.
Unitatea de încălzire prin inducție este formată dintr-un inductor amplasat orizontal și căptușit în interior cu material refractar, un dispozitiv de încărcare care asigură alimentarea lingoului următor în inductor și un dispozitiv de împingere pentru avansarea lingoului prin inductor.
În funcție de materialul și diametrul lingourilor care urmează să fie încălzite, unitățile pot fi alimentate cu curent industrial sau de înaltă frecvență.
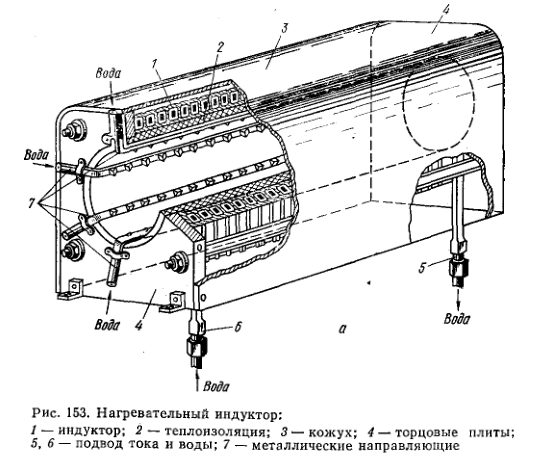
Unul dintre modelele de inductoare de încălzire este prezentat în Fig. 153. Inductorul răcit cu apă este strâns longitudinal de tije pentru a preveni vibrațiile bobinelor individuale. Bobinele sunt izolate, ca în cazul cuptoarelor cu creuzet, cu pânză din fibră de sticlă impregnată cu lac organosiliconic și apoi sinterizate. Căptușeala refractară este realizată din materiale refractare cu conținut ridicat de alumină sub formă de segmente cu grosimea de 20-30 mm. Segmentele sunt plasate între pneurile glisante răcite cu apă pe care se deplasează lingoul. În plus față de metoda de mai sus, inductorul poate fi căptușit cu tuburi refractare rotunde de 300 mm lungime, așezate în interiorul inductorului cu sau fără etanșare cu strat refractar pe sticlă lichidă. În acest caz, se folosesc ca ghidaje tăvi metalice tăvi din oțel inoxidabil cu grosimea de 5-7 mm, care acoperă lingoul la un unghi de cel puțin 90°. Durata de viață a acestor ghidaje este de 10-20 de zile. În timpul funcționării, acestea sunt scoase și rupte la o distanță de aproximativ o lungime de lingou de la începutul inductorului.
Unitățile de inducție de încălzire sunt disponibile în lungimi de 2,3 m în cazul funcționării la frecvență industrială și de 1,8 m în cazul utilizării frecvenței crescute. Puterea acestor unități ajunge la câteva mii de kW.