Pentru desfășurarea cu succes a procesului de laminare, este foarte important să existe intrarea și ieșirea corectă a benzii de pe role. Acest lucru este asigurat de armătura rolelor. Acest lucru este asigurat de fitingurile pentru role. Acestea includ toate tipurile de dispozitive și accesorii care sunt necesare pentru ghidarea și menținerea benzii laminate atât atunci când este introdusă în role, cât și atunci când iese din role. În acest sens, armătura laminoarelor poate fi împărțită în trei tipuri principale:
- Armătura introductivă, care asigură alimentarea corectă a benzii în cilindri și menținerea acesteia în poziția corectă în timpul laminării. Aceste piese și dispozitive includ rigle, pâlnii, cutii, rafturi etc.
- Dispozitive de ieșire, care asigură ieșirea corectă a benzii din role și direcția corespunzătoare în timpul deplasării ulterioare. Acestea includ rigle, care mențin poziția necesară a benzii în plan orizontal, și ghidaje în plan vertical, care evită ca rolele să se agațe (să se inelizeze) cu metal.
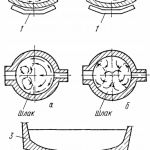
- Dispozitive de transfer care transferă banda de la un stand la altul sau în interiorul unui stand, cu sau fără rularea benzii. Acest tip de dispozitive include diverse tuburi, dispozitive pentru tivirea benzii care iese din cilindri (sârme elicoidale, cilindri de tivire); fitinguri de bypass, care asigură transferul automat al benzii de la un stand la altul și sunt utilizate în laminoarele de sârmă de linie, în laminoarele de secțiune mică și, în unele cazuri, în laminoarele de secțiune medie.
Selectarea și instalarea armăturilor afectează semnificativ productivitatea laminorului, pentru a obține dimensiuni exacte și o suprafață de calitate a produselor laminate. Prin urmare, proiectarea, pregătirea și instalarea armăturilor în laminoare acordă o atenție deosebită.
Părțile de armare a cilindrilor în procesul de funcționare se confruntă cu efecte dinamice semnificative din partea benzii. Prin urmare, acestea sunt făcute suficient de puternice și bine fixate. În același timp, fixarea nu trebuie să îngreuneze ajustarea cu succes și înlocuirea lor rapidă, dacă este necesar. În laminoarele secționale, armătura este montată pe bare de susținere fixate în caneluri speciale de ambele părți ale cilindrilor, paralel cu axa acestora.
Laminoarele de suflat, laminoarele de plăci și alte câteva laminoare nu au adesea accesorii speciale, deoarece alimentarea cu metal a cilindrilor și ieșirea acestuia din cilindri sunt asigurate de relgane și de manevrarea riglelor, iar dimensiunile transversale ale benzilor laminate în aceste laminoare exclud practic un fenomen precum blocarea cilindrilor.
Echipamentele pentru rulouri instalate în partea din față a standului includ, în special, linii de ghidare, care sunt extensii fixe ale mănunchiurilor de rulouri. Acestea asigură alimentarea direcțională a benzii în role. În cazul în care nu este necesară menținerea continuă a benzii în timpul alimentării și laminării, de exemplu în cazul calibrelor dreptunghiulare sau rombice, riglele individuale sunt înlocuite cu o masă turnată cu rigle permanente, care sunt dispuse în mod corespunzător pentru fiecare calibru. Pe partea de ieșire, la laminarea, de exemplu, a unui oval într-un calibru rotund, banda trebuie să fie ținută în permanență pentru a evita îngrămădirea și răsucirea. Riglele sunt produse cu o profilare corespunzătoare și sunt poziționate foarte atent în calibrul din cutia de recepție. Astfel de rigle profilate se numesc skips. În acest caz, condițiile de funcționare ale armăturii de ghidare sunt deosebit de dificile, deoarece rolele vin în contact cu metalul fierbinte în timpul funcționării și sunt supuse unor viteze mari de alunecare. Toate acestea conduc la o uzură intensă a suprafețelor de lucru ale patinelor, iar la laminarea oțelului (în special a oțelului inoxidabil, a oțelului termorezistent etc.) se poate observa o sudură (lipire) semnificativă a metalului pe suprafața de contact a patinelor, ceea ce duce la formarea pe metalul laminat a unor scobituri și zgârieturi și, în cele din urmă, la rebuturi.
Pentru o lungă perioadă de timp, containerele au fost fabricate din fontă albită sau cenușie. Cu toate că, de atunci, containerele au fost fabricate din oțel aliat cu tratament termic ulterior, rezistența lor la abraziune și la lipirea metalului de suprafața de lucru nu poate fi considerată satisfăcătoare. Problema a fost rezolvată cu succes prin înlocuirea frecării prin alunecare cu frecarea prin rostogolire, adică prin înlocuirea basculantelor convenționale cu basculante cu role.
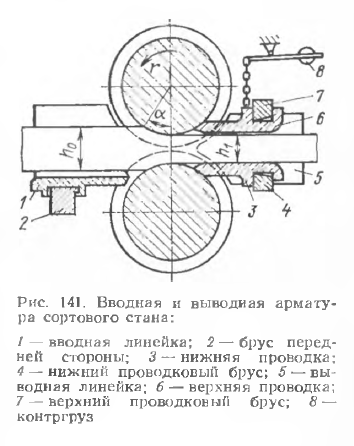
O influență foarte mare asupra bunei funcționări a standului de laminare este exercitată de armătura de ieșire (fig. 141.5, 5, 6). Diferența dintre diametrele cilindrilor de lucru și vitezele lor circumferențiale (în cazul în care vitezele lor sunt egale) face ca banda să se îndoaie la ieșire spre cilindrul cu diametrul mai mic. În plus, instalarea necorespunzătoare a cilindrilor, încălzirea neuniformă a metalului înainte de laminare, deformarea neuniformă cauzată de forma calibrului sau de forma butucului, alimentarea necorespunzătoare a benzii în cilindri pot duce la apariția îndoirii benzii în plan vertical sau orizontal sau la răsucirea acesteia în jurul axei sale la ieșirea metalului din cilindri. Pentru a preveni acest lucru, ieșirea benzii din role este prevăzută cu accesorii de plumb — rigle, precum și ghidaje inferioare și, dacă este necesar, superioare, care mențin banda în planul vertical corect. Ghidajele protejează rolele împotriva blocării benzii laminate în timpul ieșirii din partea frontală. În cazul secțiunilor transversale mari ale benzii, ghidajele suportă sarcini mari. Prin urmare, acestea sunt de obicei fabricate din oțel forjat.
Firele, după cum se poate vedea din Fig. 141, 3, 6, sunt instalate cu capătul ascuțit pe rolă și călcâiul pe bara de sârmă. Vârful ghidajului trebuie să fie întotdeauna strâns apăsat pe rolă, altfel banda care iese va lovi ghidajul, ceea ce poate duce la un accident la moară. Ghidajul inferior este presat de rolă prin masa sa, în timp ce strângerea ghidajului superior pe rolă este asigurată de arcuri sau contragreutăți (a se vedea figura 141,5).
Armătura cu role glisante este cea mai utilizată, datorită construcției sale simple și fiabilității în funcționare. Armătura rolei culisante constă din căptușeli de intrare și de ieșire sau din sârme profilate, care sunt fixate pe bara de cablare. Pentru a crește rigiditatea armăturii glisante a rolelor, conductoarele profilate sunt instalate într-o cutie rigidă închisă. În funcție de amplasarea lor, firele profilate sunt împărțite în fire inferioare și superioare. Acestea sunt susținute pe rolă și prinse de cutie cu șuruburi de legătură. Ghidajele de profil sunt realizate din oțel pentru laminoarele la cald și din bronz pentru laminoarele la rece.
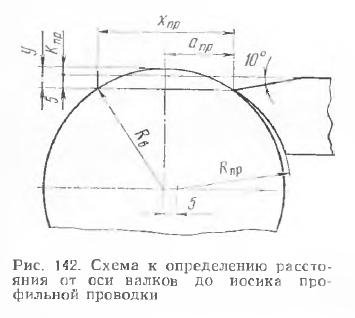
Potrivirea atentă a fitingurilor pentru conducte este foarte importantă pentru a preveni blocarea rulourilor. Vârful conductelor profilate trebuie să se potrivească perfect cu canalul de calibrare de-a lungul întregului contur (fig. 142). Dimensiunile conductelor profilate sunt determinate de următoarele relații:

unde Rв — razele cilindrului și ale ghidajului; aпр — distanța de la axa cilindrului la gura de ghidare; Xпр— coarda (luată în funcție de diametrul cilindrului); Kпр — distanța de la partea inferioară a sârmei la partea inferioară a calibrului (valoare mai mică pentru laminarea la rece și mai mare pentru laminarea la cald).
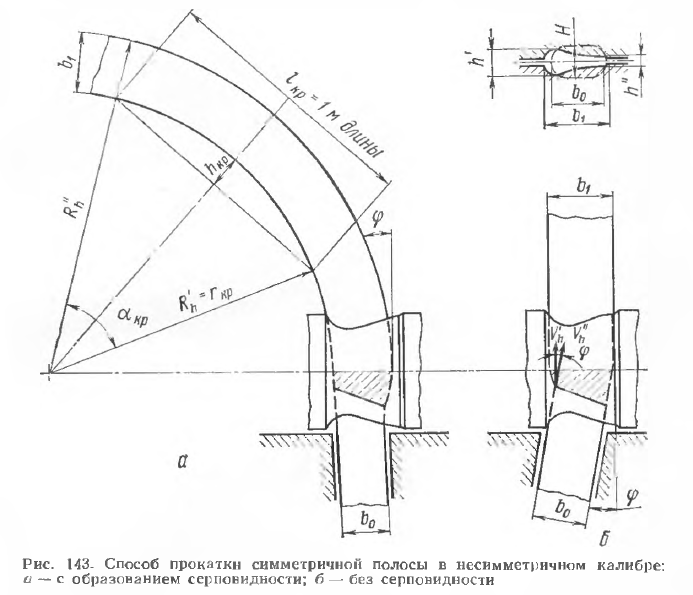
Pentru prima dată, problemele legate de îndoirea benzilor în plan orizontal au fost luate în considerare de I. M. Pavlov. Folosind conceptul de întindere naturală, acesta a stabilit că lungimile marginilor benzilor după laminare sunt invers proporționale cu grosimea lor. Ulterior, V. I. Vydrin a demonstrat că îndoirea benzii în plan orizontal la ieșirea din cilindri este rezultatul diferenței de întindere a marginilor benzii nu în întregul centru de deformare, ci numai în zona de avans. Acest lucru se explică prin faptul că, în planul ieșirii benzii din centrul de deformare, vitezele muchiei stângi (groase) V’h și dreapta (subțire) V”h sunt diferite (fig. 143). Pe baza acestor idei, se poate scrie
unde l’h, h’, R’h, S’h , ε’ — respectiv lungimea, grosimea, raza de curbură, viteza de avans și compresia relativă pe partea marginii stângi (groase) a benzii; l”h, h”, R”h, S»h , ε” — la fel din partea marginii drepte (subțiri) a benzii; b1 — lățimea benzii după laminare.
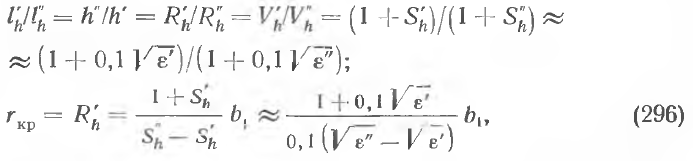
De obicei, avansul este mult mai mic decât unitatea; în astfel de cazuri este posibil să se utilizeze dependența simplificată obținută de V. I. Vybrin:

Astfel, alungirea diferită a fibrelor benzii, care determină o distribuție diferită a factorilor de forță internă (tensiuni de-a lungul secțiunii transversale, denumite încovoiere), duce la formarea secării. Fâșia va părăsi rolele drept dacă vitezele punctelor sale pe lățime sunt egale.
Pentru a determina valoarea secționării (fig. 143) avem

unde αкр — este unghiul de secționare între două puncte de pe un cerc de rază rкр la o distanță l крegală cu 1 m, determinat prin formula αкр=57,3 l кр/rкр=57300/rкр.
Pentru a elimina profilul elicoidal în VNIImetmash, a fost dezvoltată o nouă metodă de laminare, care include două operațiuni într-un singur proces continuu; alimentarea benzii în role la unghiul necesar față de axa de laminare și îndoirea în centrul de deformare la valoarea necesară.
Procesul actual de laminare longitudinală a profilelor de formă complexă necesită respectarea strictă a regimului tehnologic și o cultură de producție ridicată. Modificări minore ale cel puțin unuia sau mai multor parametri tehnologici, cum ar fi încălzirea neuniformă pe lățimea benzii și uzura cilindrilor, conduc la formarea de falduri și, în consecință, la laminarea în spirală. Fenomenul de mai sus în timpul laminării poate fi evitat prin supunerea unei benzi date la o pre-curbare, adică prin forțarea unor straturi să se alungească mai mult decât altele. În acest caz, curbarea prealabilă a unei benzi date compensează diferența de alungire dintre marginile groase și cele subțiri la deformarea pe înălțime inegală. Pentru a realiza curbarea prealabilă a unei benzi date, firele de intrare sunt așezate la un unghi dorit φ față de axa de rulare. Diferența de alungire a marginilor groase și subțiri ale benzii este cu atât mai mare cu cât este mai mare diferența de compresie și, prin urmare, diferența de tracțiune și de viteză de deplasare. Cu toate acestea, armătura de alunecare este inferioară armăturii de rulare în ceea ce privește rezistența. Uzura rapidă a armăturii de alunecare are un impact negativ asupra productivității laminoarelor, deoarece înlocuirea armăturii și ajustarea ulterioară necesită mult timp.
Cea mai radicală modalitate de creștere a rezistenței armăturii este înlocuirea alunecării benzii cu laminarea pe suprafețele sale de lucru. În acest caz, utilizarea chiar și a oțelului structural obișnuit pentru elementele de rulare face posibilă obținerea unei rezistențe mult mai mari a armăturii în comparație cu rezistența armăturii de alunecare realizate din oțel înalt aliat.
Aspectele pozitive ale aplicării armăturii prin laminare sunt absența aproape completă a alunecării între role și bandă; absența lipirii particulelor metalice fierbinți pe suprafața rolelor; îmbunătățirea calității produselor finite; reducerea timpului de oprire a laminorului datorită durabilității ridicate a armăturii cu role; reducerea consumului de energie în timpul laminării, deoarece nu există frecare prin alunecare între bandă și armătură, care necesită un efort considerabil pentru a fi depășită.
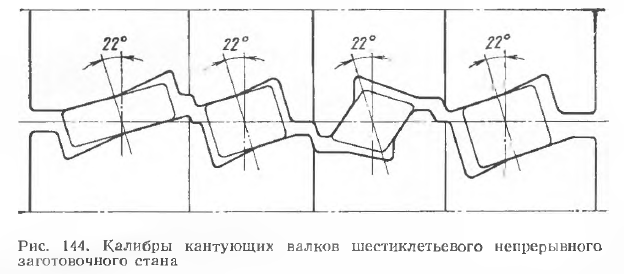
Diametrul și lungimea cilindrului cilindrilor de cant sunt aproximativ aceleași cu cele ale cilindrilor de lucru. Butucii cilindrilor de margine sunt instalați în tampoane fixate în patul standului de lucru. Calibrele cilindrilor de înclinare (fig. 144) corespund benzii care trebuie înclinată. Unghiul de torsiune al benzii este determinat de ecuația

unde aк — este distanța de la axa cilindrilor de lucru la axa cilindrilor înclinați; xξ — distanța dintre axele standurilor de lucru; αξ — este unghiul muchiei (de obicei 90 sau 45°).
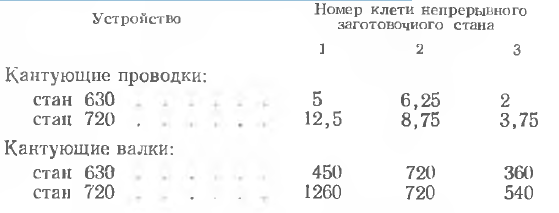
Lățimea benzilor de tăiere trebuie să fie de 0,3-0,4 din lățimea benzii. Unghiul de degajare este reglat prin modificarea distanței dintre rolele de degajare sau prin deplasarea unuia dintre acestea în direcție axială. Rezistența cilindrilor de cant este de câteva sute de ori mai mare decât rezistența sârmelor de cant și se caracterizează prin următoarele:
Principalul element de lucru inerent oricărui tip de armătură a cilindrilor de laminare este cilindrul pe care rulează banda în timpul deplasării sale prin armătură.
Designul rolelor și modul în care acestea sunt instalate în armătură determină în mare măsură performanța acesteia. Pentru o mai bună retenție a benzilor înalte, rolele armăturii introductive trebuie să fie cât mai aproape de role. Creșterea diametrului rolelor duce la o creștere a distanței dintre acestea și role. La laminarea secțiunilor rotunde (pătrate), diametrul rolelor poate fi determinat prin formula empirică

unde dmax, dmin — sunt diametrele cel mai mare și cel mai mic ale rotundelor laminate.
Înălțimea cilindrului este de obicei aleasă egală cu

unde hк — este lățimea calibrului tăiat în cilindru.
Rolele sunt fabricate din materiale care rezistă bine la uzura la temperaturi ridicate (fontă cu aditivi de crom, nichel, tungsten și alte elemente, precum și oțeluri SHX15, 40X, X10C2M etc.). Cele mai bune rezultate se obțin la fabricarea rolelor din oțel clasa X10C2M. Ca înlocuitori ai acestui oțel relativ scump pot fi utilizate oțelurile 35G2S și 38KhMOA, dar durabilitatea rolelor fabricate din acestea este ceva mai scăzută.
Pentru a prelucra suprafața rolelor calibrate, se utilizează mașini de șlefuit copii și mașini de șlefuit. Suprafața rolelor calibrate trebuie să fie curată; acest lucru împiedică particulele de metal să se lipească de role.