Gama de produse a laminoarelor la rece este formată din benzi subțiri în bobine și tablă cu o grosime mai mică de 1,5 mm, tablă subțire cu dimensiuni precise ale grosimii și lățimii și, în cele din urmă, tablă subțire cu proprietăți mecanice specificate. În laminoarele la rece, bobinele laminate la cald cu o grosime de până la 6,0 mm, provenind de la un laminor de benzi late la cald, sunt utilizate ca țagle. Pe suprafața bobinei laminate la cald în timpul încălzirii se formează calcar, care perturbă fluxul stabil de laminare și distruge cilindrii. Acesta este motivul pentru care prima operațiune înainte de laminarea benzilor este decaparea în soluții acide speciale.
Pentru a crește productivitatea laminoarelor, capetele bobinelor de țagle laminate la cald sunt sudate continuu între ele, ceea ce asigură continuitatea decapării în unitățile de decapare și în timpul prelucrării ulterioare în laminoare, curățare, recoacere, mașini de tăiat etc. Pentru a elimina tensiunile interne și a obține structura necesară după laminarea la rece, se utilizează recoacerea. Preliminar, pentru a obține o suprafață de calitate, banda este supusă curățării electrolitice în soluții alcaline. De asemenea, se utilizează laminarea cu compresiuni mici — dressing -, care crește nivelul proprietăților mecanice și capacitatea de ștanțare a benzii.
Laminarea la rece a benzilor spiralate se realizează în laminoare continue cu trei, patru, cinci și șase standuri și în laminoare reversibile cu patru și mai multe role.
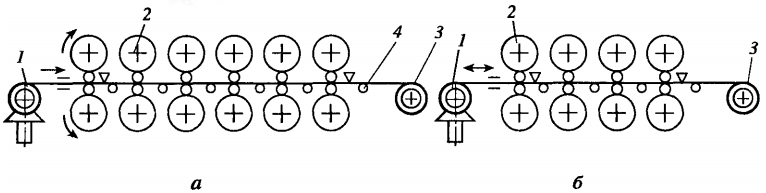
Figura 1, a prezintă schema unui laminor continuu de laminare la rece cu sens de laminare nereversibil. Fâșia provenită de la derulatorul 1 trece prin mai multe standuri 2 și este înfășurată pe derulatorul 3. Un tensiometru 4 monitorizează tensiunea benzii. În cazul unui laminor reversibil (figura 1, b ), direcția de laminare este schimbată prin schimbarea sensului de rotație al derulatorului 1, al cilindrilor 2 și al bobinei 3. În aceste laminoare, fiecare stand este acționat individual.
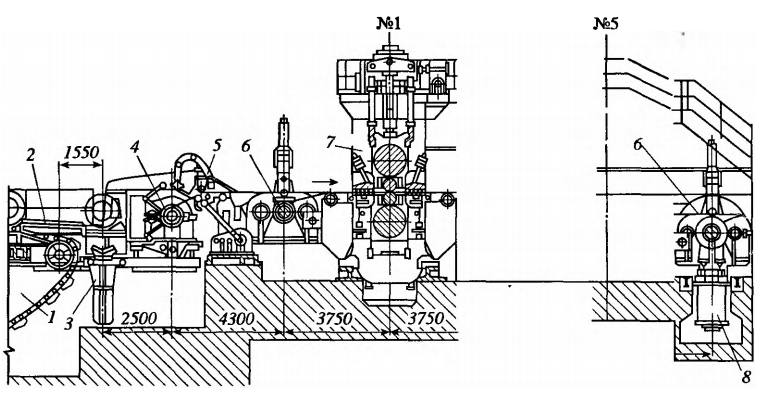
Atelierul de laminare la rece cu un laminor reversibil cu patru role și cinci stative 1700 (figura 2) este proiectat pentru laminarea de foi și benzi în bobine cu grosimea de 0,4-2,0 mm și lățimea de până la 1550 mm din oțel cu o rezistență la tracțiune de până la 650 MPa (benzi laminate la cald cu grosimea de până la 6,0 mm și lățimea de până la 1550 mm). Benzile laminate la cald sunt livrate la unitatea de decapare continuă în bobine care cântăresc până la 23 de tone. La uzină, bobina este transportată de un transportor cu lanț 1 la masa înclinată 2, unde este rulată pe masa de ridicare cu ajutorul căruciorului de ridicare 3. Masa de ridicare se deplasează spre dreapta și fixează balotul de-a lungul axei de derulare. După ce balotul este fixat în dispozitivul de derulare, capătul său este îndoit de dispozitivul de îndoire cu racletă 5. Trecând pe lângă înfășurătorul stâng 6, capătul bobinei este adus în primul stativ 7, iar după ieșirea din ultimul stativ este adus în dispozitivul de prindere al înfășurătorului 6. Rularea bobinei începe. Pentru continuarea laminării, rotația rolelor standului este inversată; bobinele sunt înlocuite cu uncoilers. După terminarea laminării, bobina finită este cântărită, etichetată și legată. Apoi, bobina este transferată în depozitul de produse finite (raft) cu un stivuitor cu furcă, cu ajutorul dispozitivului de ridicare a bobinei 8.
Laminorul continuu 2000 este format din cinci standuri 630/1600 x 2000. Dispozitivul de încărcare al laminorului constă într-un transportor pas cu pas pentru cinci bobine, din care un cărucior de ridicare se deplasează vertical și alimentează bobina către axa de derulare. Tot aici sunt amplasate rolele de tracțiune și de îndreptare pentru a centra banda și a crea o tensiune inversă. După ce balotul este fixat în derulator, capătul benzii este introdus în primul stand și apoi deplasat până când iese din ultimul stand. Capătul fâșiei este apoi prins în înfășurătorul de preluare. Toate standurile de lucru sunt de aceeași concepție. Rolele de lucru sunt montate pe rulmenți conici cu patru rânduri, iar rolele de sprijin sunt montate pe FST în combinație cu rulmenți cu role conice cu două rânduri. Diametrul șurubului de presiune este de 560 mm. Toate standurile sunt echipate cu un mecanism anti îndoire pentru a regla precizia grosimii benzii. Standul este acționat de două motoare și o cutie de viteze.
Diametrul și designul tamburului de bobinare depind de grosimea benzii. Pentru benzi cu grosimi mai mari de 1,5 mm, se utilizează un tambur de bobinare cu o fantă de prindere și o clemă la capătul benzii. Continuitatea procesului de laminare este asigurată de un dispozitiv de sudare cap la cap, care sudează continuu o nouă bobină cu bobina aflată în procesul de laminare. În momentul sudării cu tamburi staționare, laminorul este „alimentat” prin selectarea benzii din acumulatorul de buclă.
Laminorul este dotat cu mezodoze pentru măsurarea forței de laminare, a forței asupra șuruburilor de presiune, a temperaturii și a presiunii uleiului. Bobinele finite sunt legate, cântărite, recoapte și trimise la depozitul de produse finite și la mașina de îndreptat sau la departamentul de recoacere. În departamentul de finisare, foarfecele sunt utilizate pentru a tăia marginile laterale ale foilor. După tăiere, balotul este trecut printr-o mașină de îndreptat cu 13 sau 17 role. Pentru îndreptare se pot utiliza mașini de îndreptat întindere. Foile sunt apoi etichetate, unse și transportate la depozitul de produse finite.
Dacă este necesar, produsele laminate sunt introduse într-o unitate de tratament termic, după care sunt îmbrăcate pe un laminor cu două role 900 x 2800, îndreptate pe mașini de întindere și îndreptare cu role.