În plus față de secțiunile lungi laminate, secțiunile curbate sunt utilizate pe scară largă. Acestea sunt produse prin profilarea la rece a benzii inițiale sau a butucului de tablă în laminoare de îndoire continuă sau, mai rar, în prese.
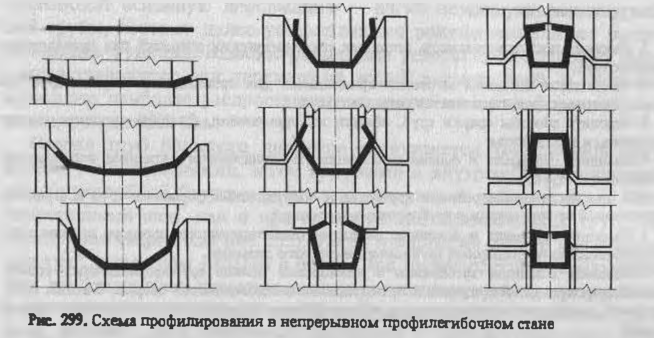
Profilarea în laminoarele continue (fig. 299) constă în curbarea plastică treptată, de la un stativ la altul, și modificarea formei secțiunilor transversale ale butucului, aproape fără modificarea suprafeței acestora. Acest procedeu este în esență același cu laminarea benzii într-un țol tubular, diferind doar prin forma profilelor produse. Proiectarea laminoarelor de îndoire a profilelor este similară cu cea a laminoarelor de formare continuă a tuburilor. Acestea conțin un număr de standuri cu role orizontale de antrenare, a căror calibrare asigură obținerea unui anumit profil, și role verticale fără antrenare instalate între acestea, care împiedică elasticizarea secțiunilor înclinate ale profilului sau realizează o îndoire plastică suplimentară la unghiuri mari de înclinare a acestor secțiuni.
Profilarea în prese de dimensiuni mari este utilizată în principal pentru producția de foi ondulate cu lățimi mari și lungimi limitate; se deosebește de profilarea în moară prin faptul că deformarea se realizează simultan pe întreaga lungime a piesei de prelucrat și nu provoacă o întindere longitudinală suplimentară a marginilor.
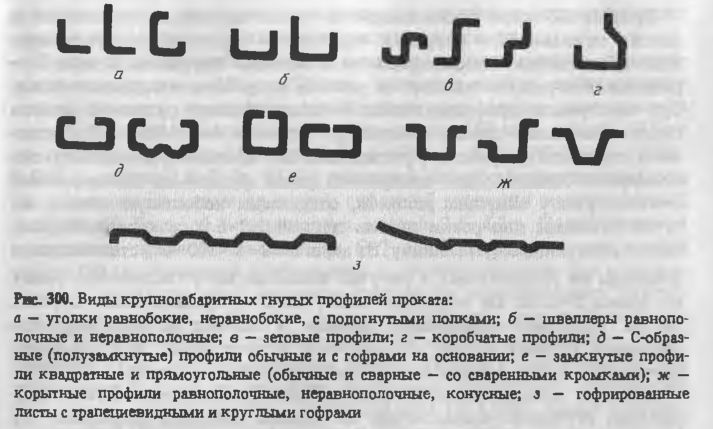
Secțiunile îndoite sunt produse din oțeluri carbon, aliate și înalt aliate, metale neferoase și aliaje (aluminiu, cupru, titan, zinc etc.), precum și placate și bimetalice. Taloanele inițiale laminate la cald și la rece sunt profilate cu grosimea de 0,3-12 mm, lățimea de 7-2000 mm. Gama de profile curbate este vastă atât în ceea ce privește forma secțiunii transversale, cât și numărul de dimensiuni standard (figura 300); ea se caracterizează prin configurații complexe ale secțiunilor transversale sau prin rapoarte ale dimensiunilor individuale ale profilelor simple (de exemplu, subțirimea relativă, lățimea relativă a flanșelor canalelor etc.), care nu pot fi obținute sau sunt iraționale la laminare. Ca material structural, profilele curbate prezintă următoarele avantaje în comparație cu profilele lungi: rezistență și rigiditate crescute datorită posibilității de distribuire optimă a metalului în perimetrul profilului și, în consecință, caracteristici crescute ale profilelor — moment de inerție, moment de rezistență; caracteristici crescute de rezistență a metalului datorită nituirii în procesul de profilare la rece; manufacturabilitate mai mare în instalarea structurilor, asociată, în special, cu grosimea egală a profilelor Aceste avantaje în condiții de interschimbabilitate a profilelor lungi laminate și a profilelor curbate și la utilizarea acestora din urmă permit reducerea greutății structurilor și economisirea a 6-30 % din metal.

Instalațiile de îndoire a profilelor se clasifică în funcție de dimensiunea lingourilor utilizate (instalații de tip ușor, mediu și greu) și în funcție de modul de funcționare (instalații de profilare la bucată și continuă). Tipul de moară este determinat de grosimea minimă și maximă s și lățimea b ale benzii sau foii. Morile de tip ușor utilizează benzi s×b = (0,3 ÷ 4) × (7 ÷ 450) mm, de tip mediu — (0,3 ÷ × (50 ÷ 800) mm, de tip greu — (0,3 ÷ 12) × (300 ÷ 2000) mm. De obicei, mori de tip ușor, mai rar — de tip mediu sunt instalate la întreprinderile de construcții de mașini. Pentru producția în masă de profile curbate din oțel de dimensiuni mari se utilizează laminoare de tip mediu și greu, instalate în uzinele metalurgice. Dimensiunile tipice ale acestor laminoare sunt 2-8×100-600, 1-4×400-1500, 0,6-3×600-2000 (laminoare cu 14, 20 și 17 stative de profilare pe bucăți), 1-4×50-300 (laminoare cu 17 stative de profilare continuă).
Morile de îndoire a profilelor fac parte din unitățile în care operațiunile de pregătire a lingourilor pentru profilare, profilare și finisare a profilelor sunt efectuate în flux. Componența echipamentului unităților depinde de modul de funcționare al acestora și de tipul piesei de prelucrat. La profilarea și utilizarea bucată cu bucată a benzii bobinate, linia de pregătire, de exemplu, unitatea 1-4×400-1500, include: dispozitiv de recepție, derulator, mașină de îndreptat, foarfece fixe pentru tăierea transversală a bobinei în foi de 6-12 m lungime, un grup de role de tracțiune care creează o buclă mică, foarfece zburătoare pentru tăierea foilor de 1,5-6 m lungime, transportor accelerat cu role, mașină de uns. La unitatea 2-8×100-600, foarfecele staționare nu sunt instalate, iar foarfecele volante pot tăia lungimi de 3-12 m. În unitățile de profilare bucată cu bucată a foilor măsurate, mașina de îndreptat și foarfecele nu sunt instalate. Partea de ieșire a laminoarelor este echipată cu dispozitive pentru îndepărtarea emulsiei, inspecție, ungere și împachetare a profilelor.
Unitățile de profilare continuă sunt în mare măsură similare cu mașinile de sudură electrică a țevilor cu laminoare. Linia lor de pregătire include foarfece staționare pentru pre-tăierea capetelor de bobină, o mașină de sudură cap la cap cu foarfece integrate și un răzuitor, un formator de bucle; pe partea de ieșire a instalației există foarfece volante pentru tăierea profilelor deschise și un ferăstrău zburător pentru tăierea profilelor închise. Unitățile, al căror sortiment include profiluri închise, pot fi echipate suplimentar cu echipamente pentru sudarea marginilor (cușcă de ghidare a cusăturii, inductor de înaltă frecvență, miez feromagnetic, cușcă de strângere a cusăturii, dezizolator de grătare externe, cușcă de calibrare corectă), asigurând producția de profiluri închise sudate.
Viteza de profilare la laminoarele moderne este de 0,5-3 m/s. Productivitatea unităților mari este de 100-300 mii tone pe an. Coeficientul consumului de metal la acestea este de 1,01-1,02 (mai puțin la profilarea continuă); consumul specific de energie este de 50-60 MJ/t. Volumul producției de profile curbate în diferite țări atinge 3-5 % din producția de tablă.