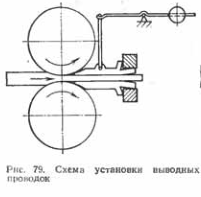
Pentru a obține o productivitate ridicată și o funcționare sigură a laminorului, este foarte important să se asigure că banda părăsește cilindrii în linie dreaptă. Cu toate acestea, rolele de laminare tind să antreneze banda, făcând-o să se îndoaie și uneori să blocheze rola. Aceasta din urmă perturbă reglajul laminorului și duce adesea la ruperea rolelor, a cuplajelor, a fusurilor etc. Pentru a preveni acest fenomen, se utilizează sârme de plumb care, în funcție de condițiile de laminare, sunt instalate pe cilindrii inferiori sau superiori, iar uneori simultan pe ambele cilindri (fig. 79). Pentru a asigura o ieșire dreaptă a benzii de pe role, ar părea normal ca acestea să aibă același diametru. Cu toate acestea, practica arată că pot apărea întotdeauna cauze aleatorii (încălzire sau răcire neuniformă, dezvoltare neuniformă a fluxurilor, condiții de frecare diferite etc.), care într-un caz vor îndoi banda pe cilindrul inferior, iar în altul — pe cilindrul superior. Este dificil de spus în avans în ce direcție se va îndoi banda. Pentru a preveni devierea accidentală a benzii, se mărește diametrul unuia dintre cilindri și se creează astfel condițiile în care banda se deviază întotdeauna în aceeași direcție — spre cilindrul cu diametrul mai mic. Diferența dintre diametrele cilindrilor, exprimată în milimetri, se numește presiunea cilindrilor.
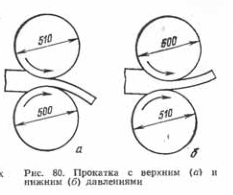
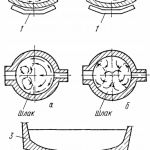
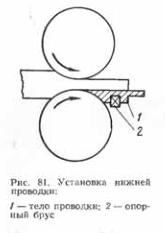
Se face o distincție între laminarea cu presiune inferioară, atunci când diametrul cilindrului inferior este mai mare decât diametrul cilindrului superior, și cea cu presiune superioară, atunci când diametrul cilindrului superior este mai mare decât diametrul cilindrului inferior (fig. 80). Presiunea inferioară este utilizată în principal la laminoarele de tip blooming și slabbing pentru a preveni lovirea benzii ieșite de rolele transportorului cu role. În acest caz, nu există teama de a bloca rola superioară, deoarece secțiunea benzii este mare. Presiunea superioară este utilizată în laminoarele cu secțiuni și cu secțiuni mici. În acest caz, banda este presată împotriva ghidajului inferior (fig. 81). Acest lucru elimină necesitatea ghidajului superior, care este mult mai dificil de instalat decât cel inferior.
Laminarea în cilindri cu diametre inegale este legată de fenomenul așa-numitului „al doilea întindere a metalului”, adică de diferența de viteză dată benzii de cilindrii cu diametru mai mare și mai mic. Datorită continuității, banda părăsește cilindrii cu o anumită viteză medie. Ca urmare a egalizării vitezei, în metal apar tensiuni interne suplimentare.
Diferența dintre diametrele cilindrilor duce la impacturi în stand. Cilindrul cu diametrul mai mare tinde să mărească viteza cilindrului cu diametrul mai mic prin banda laminată. Din cauza spațiilor libere din cuplaje și fusuri, cilindrul mai mic depășește cilindrul pinion asociat. Atunci când banda părăsește standul, cilindrul mai mic se oprește. Apoi începe să se rotească departe de rola cu pinion, după ce se rotește cu valoarea jocului. În acest moment, are loc un șoc, care poate duce la rupere. În plus, rola cu diametrul mai mic, care este antrenată de rola mai mare, este o frână. Acest lucru duce la creșterea consumului de energie și a tensiunilor în componentele standului morii.
Prin urmare, nu trebuie permisă nicio diferență semnificativă între diametrele cilindrilor. Diferența dintre diametre trebuie să fie astfel încât să se asigure o ieșire direcțională a benzii. În practică, se recomandă următoarele valori ale presiunii: inferioară pentru blooming și slabbing 10-15 mm, superioară pentru laminoarele cu secțiuni mari, medii și mici (sârmă), respectiv mai mică de 10; 8; 3 mm.
La laminarea secțiunilor profilate, alegerea presiunii superioare sau inferioare depinde de cilindrul în care va fi tăiată partea închisă a calibrului — acest cilindru este de diametru mai mare.