În procesul de producție industrială a aliajelor apar adesea diferite tipuri de defecte, printre care sunt deosebit de frecvente cele de origine gazoasă. Printre acestea se numără porozitatea gazelor și chiuvetele.
Ce sunt acestea?
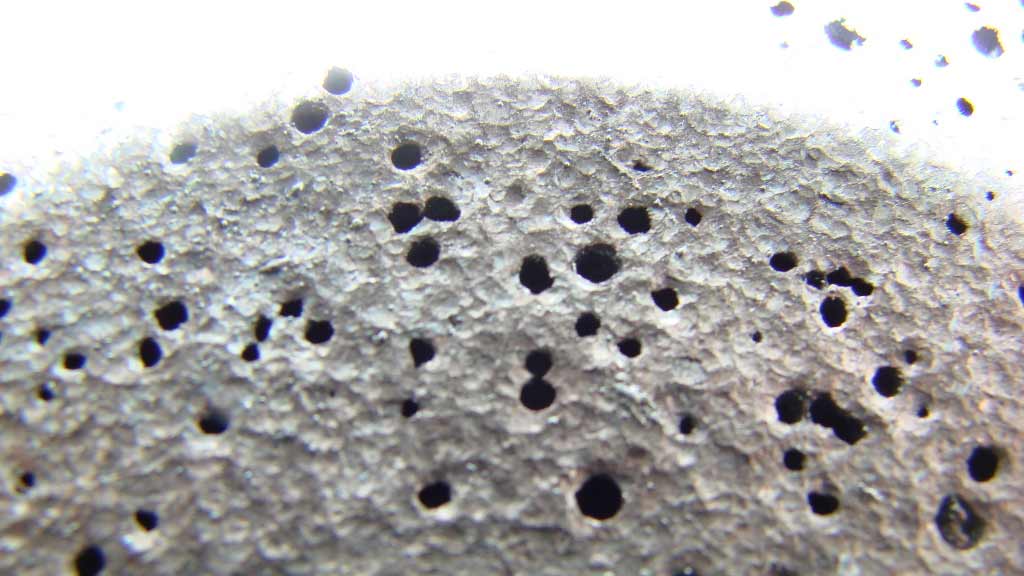
Porozitatea gazoasă este un defect reprezentat de porii mici formați în turnare din cauza particulelor „blocate” de gaze care nu au avut timp să fie eliberate din aliajul care se solidifică. Esența constă în faptul că la începutul răcirii, cristalizării și înainte de solidificare, gazele sunt eliberate din topitura lichidă, acesta fiind un fenomen normal, dar se poate întâmpla ca acestea să rămână în cavitatea metalului.
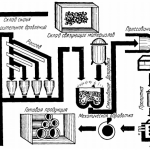
Acest tip de defect apare în general din cauza eliberării mecanice a bulelor de gaz în metalul lichid topit din mediul extern, care are loc în timpul umplerii matriței de turnare cu topitură și apoi în timpul procesului de răcire a aliajului din aceasta.
Defectul afectează negativ proprietățile operaționale ale diferitelor piese produse prin turnare, precum și reduce proprietățile de rezistență ale aliajului.
De ce apare defectul și cum poate fi redusă posibilitatea formării sale?

Apariția unui astfel de defect ca bulele de gaz (porozitate) este direct legată de o încălcare grosolană a procesului tehnologic de turnare (norme pentru topire, reguli pentru prelucrarea topiturii). Prin cercetare și practică au fost derivate unele măsuri care pot preveni formarea defectelor.
- Este cunoscut faptul că creșterea porozității gazelor poate apărea ca urmare a
- utilizarea încărcăturii oxidate;
- utilizarea de aditivi umezi;
- supraîncălzirea excesivă a topiturii;
- calcinarea insuficientă, slabă a căptușelilor de stivă sau a căptușelilor cuptoarelor metalurgice.
Pentru a preveni problema negativă sub forma formării porozităților, trebuie respectate o serie de recomandări:
- Pregătirea corespunzătoare a încărcăturii, fără a ignora procesele de purificare a oxizilor;
- uscați bine aditivii, respectând durata de expunere a acestora în unitățile de uscare;
- Acordați o atenție deosebită respectării regimurilor de temperatură, evitând supraîncălzirea metalului;
- este obligatorie uscarea și calcinarea cazanelor după lucrările de căptușire în cuptor sau în cazane.
- Deseori, porozitatea gazelor este rezultatul unei dezoxidări de slabă calitate. De asemenea, nu uitați că există o serie de metale caracterizate printr-o tendință crescută de absorbție activă a gazelor. În aceste cazuri, pentru a preveni formarea acestui defect în piesele turnate, se recomandă efectuarea de tratamente separate în cuptor și în afara cuptorului ale metalului topit, și anume
- rafinarea (purificarea) aliajului;
- deoxidarea metalului (aceasta se face atât în timpul procesului de topire, cât și înainte de turnarea în matrițe);
- în unele cazuri, realizarea topirii într-un mediu inert (în gaze inerte).