
Convertizoarele verticale de oxigen sunt utilizate în principal pentru fabricarea oțelului. Oțelul pentru convertizoare de oxigen reprezintă mai mult de 50% din producția mondială de oțel. Convertizoarele verticale mici (30 de tone) sunt utilizate la Severonickel pentru conversia mată în cupru blister și pentru rafinarea ferronichelului prin purjare oxidativă.
Topirea oțelului într-un convertor cu oxigen (fig. 1) constă în aceea că, după turnarea în acesta a fontei brute lichide, cu adaos preliminar de deșeuri de oțel, oxigenul este suflat printr-un tuyere metalic vertical răcit cu apă. În acest caz, carbonul în exces oxidat, precum și siliciul și manganul și un pic de fontă și din produsele de oxidare și adăugat var (CaO) au format zgura principală, care este parțial eliminată impuritățile nocive — fosfor și sulf. Când carbonul este oxidat până la conținutul necesar în oțel, metalul, înclinând convertorul, este descărcat prin ecluză în cuvă, unde se introduc antioxidanți și aditivi de aliere. Apoi, înclinând convertorul, zgura este evacuată prin gât.
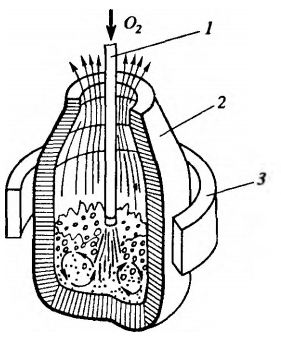
1 — tuyere de oxigen, 2 — convertor; 3 — inel de susținere a convertorului.
Figura 1 — Schema procesului de conversie a oxigenului
Convertorul de oxigen este un recipient în formă de pară care se rotește pe trunchiuri (fig. 2 și 3), căptușit din interior și echipat cu un zbor pentru eliberarea oțelului și o deschidere de sus pentru intrarea tuyerei de oxigen în cavitatea convertorului, extragerea gazului, turnarea fontei brute, încărcarea deșeurilor și a materialelor care formează zgură și drenarea zgurii. Capacitatea convertoarelor existente este de 50-400 tone. Partea superioară conică a convertorului se numește gât.
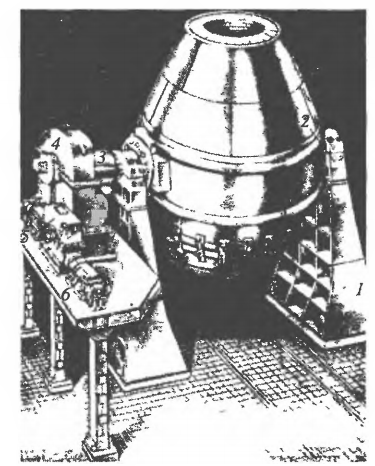
1 — pat suport; 2 — rulmenți suport; 3 — ambreiaj dințat;
4 — cutie de viteze; 5 — cutie de viteze cu șurub cu două fețe; 6 — motoare electrice
Figura 2 — Vedere generală a convertorului de oxigen cu mecanism de rotire staționar unilateral
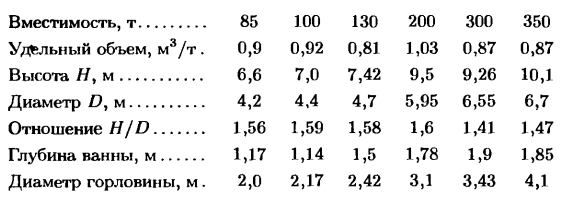
Dimensiunea volumului intern de lucru al convertorului trebuie să fie astfel încât să se asigure purjarea fără emisii de metal și zgură prin deschiderea gâtului. Ideea este că în timpul topirii (suflării) bulele de CO formate ca urmare a oxidării carbonului spumează metalul și zgura, iar nivelul băii se apropie de partea superioară a gâtului. Prin urmare, volumul specific intern ar trebui să fie de 0,85-1,0m 3 /t de oțel lichid și convertorul ar trebui să fie extins vertical (raportul dintre înălțimea volumului de lucru și diametru 1,45-1,6). Unghiul de înclinare a gâtului de turnare față de verticală se face în intervalul 26-30°.
Dimensiunile volumului intern al unor convertoare sunt prezentate mai jos:
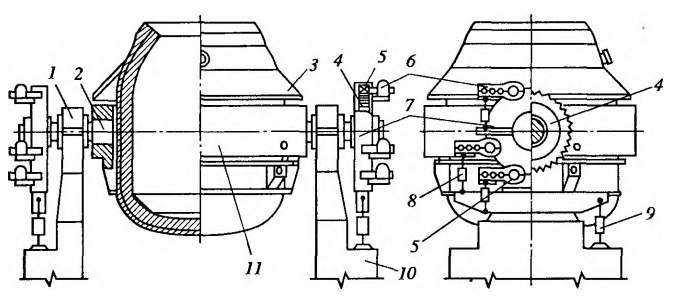
1 — rulment de sprijin; 2 — butuc; 3 — carcasă de protecție: 4 — angrenaj condus;
5 — arborele pinionului; 6 — motor electric montat cu reductor; 7 — carcasa roții dințate;
8, 9 — amortizor; 10 — pat de susținere; 11 — inel de susținere.
Figura 3 — Convertor de oxigen cu mecanism de rotire cu mai multe motoare articulate pe două fețe
Conținut
Corp și fund.
Corpul convertorului este fabricat din tablă de oțel sudată 09G2S cu o grosime de la 20 la 100 mm și este fie complet sudat, fie cu un fund detașabil, care se fixează prin șuruburi sau prin conexiuni cu pene.
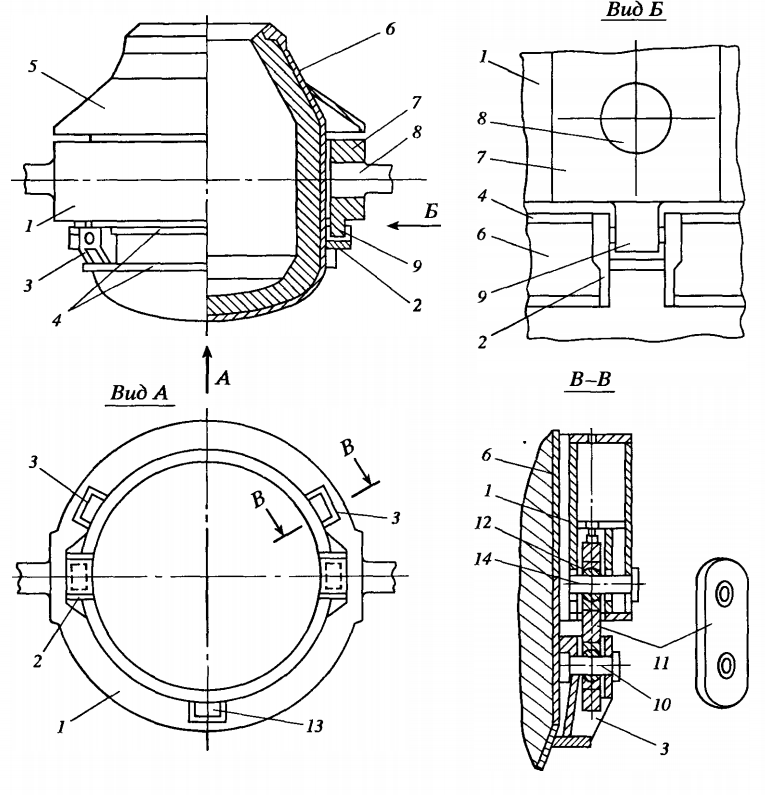
Gâtul este mai expus temperaturilor ridicate și deformării decât alte părți ale carapacei și poate fi deteriorat la îndepărtarea spărturilor metalice solidificate. Din acest motiv, partea superioară a gâtului este protejată cu o cască solidă. Designul căștii prezentat în figura 4 este bine dovedit.
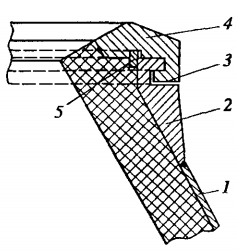
Figura 4 — Cască convertor pentru gât
La corpul 1 al gâtului este sudat cu o canelură inelară 3 coaja îngroșată 2, pe care cu ajutorul benzilor încorporate 5 sunt fixate mai multe segmente turnate 4. Aceste segmente sunt de obicei realizate din fontă rezistentă la căldură, la care mai puțin decât la oțel se sudează deversări de metal (turnare). Segmentele deteriorate (unul sau mai multe) pot fi înlocuite relativ ușor.
Fundurile convertoarelor sunt mai des realizate sferice, ceea ce facilitează circulația metalului și contribuie la reducerea uzurii căptușelii. Sunt utilizate atât funduri integrale (a se vedea figura 3), cât și detașabile. Fondurile detașabile pot fi atașate (fig. 5, a) și introduse (fig. 5, b).
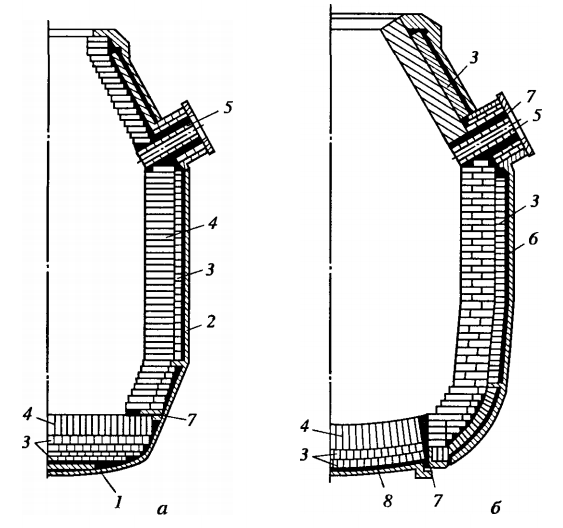
1 — fund detașabil; 2 — înveliș convertor; 3 — strat de armare al căptușelii; 4 — strat de lucru al căptușelii;
5 — blocuri de magnezită topită; 6 — strat de prearmare (masă refractară, azbest); 7 — masă refractară; 8 — fund introdus.
Figura 5.- Căptușeala convertoarelor de oxigen cu funduri atașate (a), și inserate (b)
Căptușeala convertoarelor de oxigen
Căptușeala convertoarelor de oxigen constă din două straturi — stratul de armare adiacent corpului și stratul de lucru. Stratul de armare cu grosimea de 110-250 mm este realizat din cărămizi de magneziu-cromit, care nu necesită înlocuire pentru o perioadă lungă de timp (ani). Stratul de lucru cu grosimea de 500-800 mm, care este în contact cu metalul și zgura, este realizat în principal din cărămizi mai mari nearse pe bază de dolomită (35-50% MgO, 45-60% CaO) și mai rar magnezită (> 85% MgO) cu liant de rășină sau smoală. Materiile refractare zdrobite sunt amestecate la 80-140°C cu 5-7% gudron de cărbune sau smoală și presate în kirpichi. Apoi, căptușeala stratului de lucru este așezată și arsă, încălzind-o la 1100°C. În acest caz, rășina (smoala) este cocsificată, adică substanțele volatile sunt eliminate și rămâne o peliculă subțire de cocs (carbonat), care leagă granulele refractare și le protejează de interacțiunea cu zgura. La convertizoarele mici, căptușeala este realizată din cărămizi pe un rând (Fig. 5, a), iar la cele de mare capacitate — pe două rânduri (Fig. 5, b). Durabilitatea unei astfel de căptușeli este de 500-700 de topituri.
În ultimii ani, cărămizile de magneziu-carbon (MgC cu un adaos de 10-20% C) au fost utilizate pe scară largă în combinație cu scorojirea periodică a căptușelii. Aceasta din urmă constă în faptul că, după 3-5 topiri, zgura este îngroșată și apoi suflată (cu ajutorul gazului furnizat prin tuyere), în urma cărora un strat subțire de zgură aderă la căptușeală, care se dizolvă treptat în topirile ulterioare, iar căptușeala însăși a stratului de lucru nu este aproape distrusă. Astfel, durabilitatea căptușelii este ridicată la 3000-5000 de topituri și mai mult.
Deoarece conductivitatea termică a materialelor refractare magneziu-carbon este mult mai mare decât conductivitatea termică a materialelor refractare legate cu rășină utilizate în mod obișnuit, trecerea la căptușeala magneziu-carbon duce la supraîncălzirea vizibilă a corpului convertorului. Prin urmare, convertorul este echipat cu un sistem de țevi și duze care răcesc carcasa convertorului cu ajutorul ceții de apă (apă împrăștiată).
Căptușeala zburătoare are un strat de armare realizat din cărămizi de magneziu-cromit, apoi un strat de masă refractară pe bază de MgO și, la mijloc, blocuri din magneziu topit cu găuri de trecere care formează canalul zburător. Aceste blocuri sunt înlocuite după 60-120 de topituri.
Trunnioni și inel de susținere.
Convertorul este susținut de trunchiuri pe rulmenți de susținere cu role fixați în paturile de susținere. Rulmenții permit convertorului să se rotească în jurul axei trunchiului; un rulment este fix, iar celălalt este „flotant”, ceea ce face posibilă deplasarea de-a lungul axei trunchiului cu 15-30 mm.
La primele convertoare de oxigen, butucii erau fixați direct pe carcasa convertorului (a se vedea fig. 2). În acest caz, după cum a demonstrat practica, din cauza încălzirii învelișului și a deformării acestuia, a existat o aliniere greșită a trunchiurilor (abaterea lor de la poziția inițială), ceea ce a cauzat impacturi asupra rulmenților de susținere și a angrenajelor mecanismului de rotație al convertorului și uzura lor crescută.
În prezent, convertoarele (a se vedea figura 3) sunt echipate cu un inel de susținere separat, pe care sunt fixate butucii și în care carcasa este fixată cu o distanță de 150-200 mm. Datorită spațiului care rezultă din dilatarea termică a carcasei, deformările nu sunt transferate către inelul de susținere și nu apare alinierea greșită a butucilor. strat subțire de zgură, care se dizolvă treptat în timpul topirii ulterioare, iar căptușeala stratului de lucru este aproape nedistrusă. Astfel, durabilitatea căptușelii este ridicată la 3000-5000 de topituri și mai mult.
Inelul de susținere.
O vedere generală simplificată a inelului de susținere este prezentată în Fig. 6.
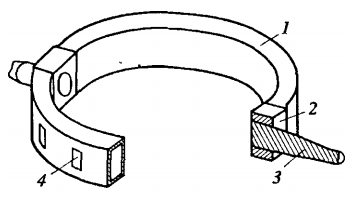
1 — jumătatea inelului; 2 — placa trunchiului; 3 — trunchiul; 4 — fereastra pentru circulația aerului.
Figura 6 — Vedere generală a inelului de suport al convertorului
Este o structură formată din două jumătăți de inele 1 și două plăci pivotante 2 fixate între ele; jumătățile de inele și plăcile sunt fixate cu știfturi. Semiannele sunt realizate din secțiuni transversale rectangulare goale (în formă de cutie) sudate. Pentru a proteja inelul de susținere de supraîncălzire și de picăturile de metal și zgură de deasupra acestuia, se sudează la corpul convertorului carcasa de protecție 3 (a se vedea figura 3).
Figura 7 prezintă inelul de susținere al convertorului suspendat de trunchi pe trei tije (meridionale).
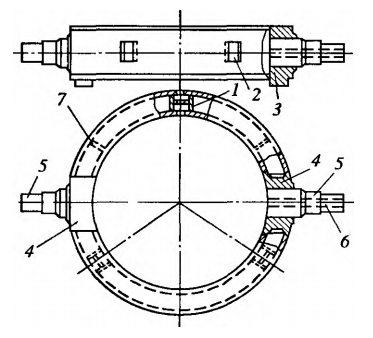
1 — unitate de fixare a verigii meridionale; 2 — fereastră; 3 — opritor; 4 — placă trunnion;
5 — trunnion; 6 — canal în trunnion; 7 — nervură de rigidizare.
Figura 7 — Inelul de susținere a convertorului
Semiannele sunt realizate prin sudare din tablă de oțel nealterată 09G2S. De obicei, flanșele superioară și inferioară ale semianulurilor sunt realizate din tablă cu grosimea de 100 mm, iar pereții verticali au grosimea de 50-60 mm. Pentru a consolida structura, în interior sunt amplasate nervuri de rigidizare transversală. În pereții inelului, precum și în rigidizări, există orificii pentru circulația aerului, contribuind la răcirea semianelelor.
Tronsoanele sunt forjate din oțel aliat 40XN. Acestea sunt fixate pe inelul de susținere prin presarea lor în placa de trunnion. Trunchiurile convertoarelor de mare putere sunt răcite cu apă; în trunchi este prevăzut un canal axial pentru alimentarea cu apă.
Fixarea carcasei în inelul de susținere.
Sistemul de astfel de fixare trebuie să asigure fixarea (constanța poziției) corpului în inelul de suport la diferite unghiuri de înclinare a convertorului și, în același timp, să nu permită, independent de inelul de suport, deformarea corpului în timpul încălzirii sau răcirii acestuia. Proiectarea primelor convertoare de oxigen nu prevedea acest lucru. În cele ce urmează vom analiza două sisteme de fixare utilizate în ultimii ani la convertoarele de uz casnic, care se bazează pe suspendarea liberă a corpului convertorului de inelul de susținere.
Convertizoarele casnice construite de mulți ani au corpul convertorului suspendat de inel cu trei tije meridionale, iar cele mai recente convertizoare sunt echipate cu o suspensie cu patru grupuri de tije cu câte trei tije în fiecare grup. Schema primului sistem de suspendare este prezentată în figura 8.
1 — inel de susținere; 2 — suport pentru opritor; 3 — suport pentru tija meridională; 4 — nervuri de rigidizare; 5 — capac de protecție; 6 — corpul convertorului; 7 — placă pivotantă; 8 — pivot; 9 — opritor; 10,14 — știft; 11 — tijă meridională; 12 — articulație sferică; 13 — suport pentru fixarea tijei
Figura 8. — Convertor cu corpul suspendat la inelul de susținere pe trei tije meridionale
Corpul convertorului este suspendat de inelul de susținere prin intermediul a trei tije meridionale 11 situate la un unghi de 120° una față de cealaltă. Carcasa este fixată de o centură masivă de susținere sudată pe carcasă sub inelul de susținere, în zona temperaturilor și deformărilor minime ale carcasei. Centura este formată din două nervuri inelare plate 4 de rigiditate și trei suporturi 3-13 plasate între ele pentru fixarea tijelor de tracțiune și două suporturi 2 pentru opritori.
Legătura meridională are două orificii în care sunt presate articulațiile sferice 12. Prin orificiul superior trece știftul 14, fixând tija în inelul de susținere, iar prin orificiul inferior trece știftul 10, fixând tija în suportul centurii de susținere. Articulațiile sferice 12 asigură autoalinierea liberă a corpului în inelul de susținere.
Pentru a preveni deplasarea corpului de-a lungul axei butucului și transmiterea cuplului către corp, se utilizează două opriri 9, și anume proeminențe ale plăcii butucului care intră în canelurile suporturilor 2 ale centurii de susținere. Pentru a împiedica deplasarea corpului de-a lungul axei trunchiului, se fixează o verigă meridională (situată în suportul 13), partea inferioară prelungită a acesteia intrând în canelura unui suport suplimentar sudat pe corp (neprezentat în figura 8).
Al doilea sistem de montare, considerat a fi mai avansat, este utilizat pentru cele mai recente convertoare. Prezența a douăsprezece tije în loc de trei asigură o distribuție mai uniformă a sarcinilor pe inelul de susținere.
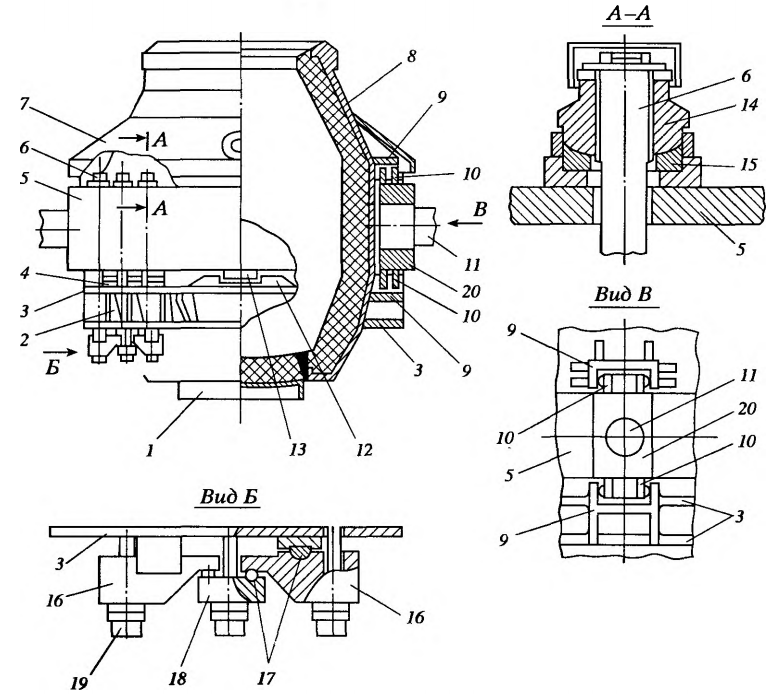
După cum se poate observa din figura 9, douăsprezece tije verticale, trecute prin orificiile inelului de susținere, sunt așezate în patru grupuri la periferia convertorului, iar capetele lor superioare sunt fixate pe inelul de susținere, iar cele inferioare — pe centura de susținere sudată pe corpul convertorului și formată din rigidizatori orizontali 3, întăriți de rigidizatori verticali 2. Fiecare tijă este sprijinită prin partea sa superioară pe flanșa superioară a inelului de susținere prin piulița sferică 14 și șaiba 15, în mod similar, se realizează ansamblul 19. Fixarea tijelor prin suprafețe sferice permite compensarea eventualelor nealinieri ale tijelor, adică asigură o autoaliniere liberă a convertorului. În plus, între nodurile 19 și raftul 3 al centurii de susținere este prevăzut un dispozitiv de echilibrare — două dispozitive de echilibrare laterale 16, care acționează cu dispozitivul de echilibrare central 18 prin inserții sferice 17, permit o distribuție relativ uniformă a sarcinii pe toate tijele, care ar putea fi inegală în cazul unei extensii diferite a tijelor. 1 — fund inserat; 2 , 3 — nervuri transversale și longitudinale ale centurii de susținere; 4 — inserție de susținere; 5 — inel de susținere; 6 — tirant; 7 — carcasă de protecție; 8 — corp convertor; 9 — suport; 10 — opritor; 11 — butuc; 12 — suport; 13 — opritor; 14 — piuliță; 15 — șaibă sferică; 16 — piesă de echilibrare laterală; 17 — inserție sferică; 18 — piesă de echilibrare centrală; 19 — unitate de fixare a tirantului inferior; 20 — placă butuc.
Figura 9. — Convertor de oxigen cu corpul suspendat de inelul de susținere pe douăsprezece tije
Cuplul de la inelul de susținere este transmis corpului prin intermediul opritorilor 10 fixate în partea superioară și inferioară a fiecărei plăci cu butuci 20. Stopurile 10 intră în canelurile suporturilor 9 sudate pe corp și împiedică deplasarea corpului în direcția perpendiculară pe axa plăcilor trunion. Glisarea corpului de-a lungul axei tronsonului este împiedicată de două opriri 13 amplasate pe laturile opuse ale corpului. Fiecare opritor 13 este fixat pe inelul de susținere și intră în fanta suportului 12 fixat pe nervura orizontală de rigidizare a centurii de susținere a convertorului. Atunci când convertorul este poziționat cu gâtul în jos, corpul se sprijină pe inelul de susținere prin douăsprezece inserții de susținere 4 amplasate în patru grupuri (câte trei pe grup) lângă tijele de suspensie.
Mecanismul de rotație
Mecanismul de rotire asigură rotirea convertorului în jurul axei butucului cu 360° la o viteză (frecvență) de la 0,1 la 1mi n-1 . Mecanismul de rotație poate fi unilateral sau bilateral. Pentru convertoarele cu o capacitate mai mică sau egală cu 130 de tone, se realizează un mecanism de rotire unilateral, în care unul dintre butuci este conectat la acționare (a se vedea figura 2). În cazul convertoarelor de mare capacitate, inelul de susținere este supus unor forțe mari în timpul rotației. Prin urmare, pentru a le distribui mai uniform, mecanismul de rotire al convertoarelor pentru sarcini grele este realizat pe două fețe (a se vedea Fig. 3). Acest mecanism are două acționări cu funcționare sincronă, fiecare dintre acestea fiind conectată la un pivot.
Mecanismele de strunjire sunt staționare și montate. Primele convertoare aveau un mecanism de rotire staționar montat rigid pe un suport separat. Un astfel de mecanism are (a se vedea figura 2) două motoare electrice 6 (dintre care unul este de rezervă), o cutie de viteze cu șurub cu două fețe 5 și o cutie de viteze cu turație redusă 4 conectată la trunchiul convertorului printr-un ambreiaj dințat 3. Dezavantajul mecanismului este uzura sa rapidă din cauza faptului că, fiind fix, suportă șocurile trunchiurilor rotative în caz de nealiniere a acestora, precum și sarcinile de șoc atunci când acționarea este pornită.
Convertizoarele moderne au o transmisie montată mai avansată (montată pe butuc) (a se vedea figura 3). Roata dințată condusă 4 este fixată rigid pe trunchi și acoperită de carcasa 7; această carcasă este susținută pe trunchi prin rulmenți și este împiedicată să se rotească de amortizorul 9. Astfel, atunci când roata dințată 4 se rotește împreună cu butucul, carcasa 7 rămâne fixă. Roata dințată este rotită de mai multe (de la 4 la 6) motoare electrice cu cutii de viteze 6, ale căror arbori pinion de ieșire 5 intră în angrenaj cu roata; acești arbori pinion sunt fixați prin rulmenți în orificiile peretelui carcasei 7. Motoarele electrice cu cutie de viteze sunt menținute (agățate) pe arborii pinionului 5; prin rotirea arborilor, motoarele rămân staționare, deoarece sunt împiedicate să se rotească de amortizoarele 8.
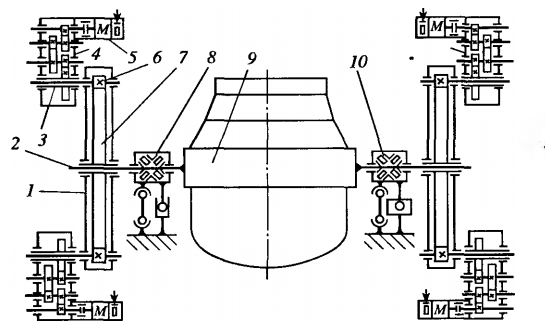
Figura 10. — Diagrama cinematică a acționării multimotoare montate a convertorului
Figura 10 prezintă diagrama cinematică a unei transmisii bilaterale montate similar. Aceasta distinge motoarele electrice 5 (patru dintre ele) cu frâne, reductorii de mare viteză cu trei trepte 4-, reductorii de mică viteză 1 (roata dințată 7, arborele pinionului 6). În fiecare dintre cele patru transmisii, motorul electric rotește arborele pinionului prin intermediul reductorului de mare viteză și, astfel, roata dințată și butucul 2 cu inelul de sprijin 9. Butucii sunt montați în suporturi de rulmenți; suportul 10 este fix, iar suportul 8 este flotant.
Transmisia multimotor articulată prezintă următoarele avantaje în comparație cu cea staționară: înclinarea butucilor nu afectează operabilitatea acesteia, deoarece, fiind fixată pe butuc, transmisia se deplasează împreună cu acesta; în caz de defectare a unui motor, transmisia rămâne operabilă; amortizoarele compensează parțial sarcinile dinamice la pornire și la frânare, ceea ce reduce uzura angrenajelor de transmisie; greutatea transmisiei este redusă de 2-3 ori; suprafața necesară pentru instalarea acesteia este redusă semnificativ.




