Oțelul este turnat din cuvă în butoaie de fontă. Lingourile turnate de diferite greutăți și secțiuni transversale sunt supuse ulterior unui tratament plastic la cald prin presiune. În funcție de tipul de prelucrare la cald, lingourile sunt împărțite în lingouri de laminare și lingouri de forjare.
Cele mai comune lingouri de laminare sunt, la rândul lor, subdivizate în funcție de destinație în bare, foi, lingouri tari și lingouri cu benzi. Destinația lingoului predetermină forma secțiunii transversale a acestuia și, în consecință, conturul interior al turnătoriei (figura 1).
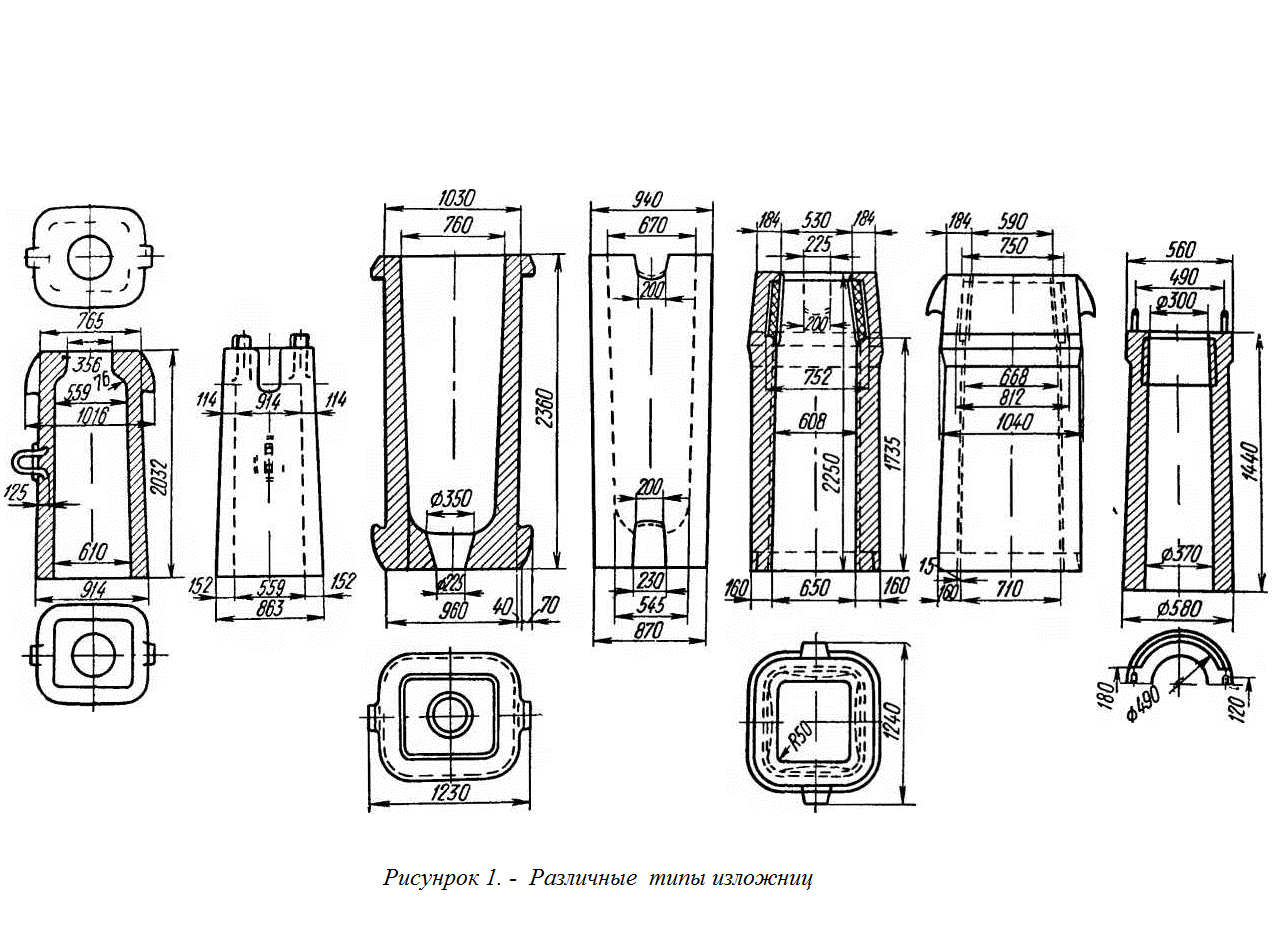
Lingourile destinate laminării în produse lungi au, de obicei, o secțiune pătrată; lingourile de tablă au o secțiune dreptunghiulară; lingourile de tub și de bandă au o secțiune rotundă, respectiv poliedrică.
Lingourile de forjare destinate pieselor forjate au adesea o secțiune hexagonală sau octogonală, în funcție de utilizarea prevăzută. Greutatea lingourilor este determinată în principal de capacitatea laminorului, de compoziția chimică a oțelurilor și de cerințele privind calitatea metalelor. Din punctul de vedere al reducerii costurilor de turnare, este de dorit să se toarne lingouri cu o greutate cât mai mare, limitată de capacitatea laminorului și a echipamentelor. Cu toate acestea, o creștere a greutății lingourilor este adesea însoțită de o scădere a calității metalului. Prin urmare, greutatea și, respectiv, forma lingoului, precum și designul căptușelii trebuie să fie optime, asigurând costuri minime de turnare și o calitate ridicată a metalului.
Oțelurile înalt aliate (pentru scule, rezistente la căldură și altele) sunt turnate de obicei în lingouri mici de 200-500 kg, cele mediu aliate sunt turnate în lingouri de până la 1,5 tone, iar cele mai comune, așa-numitele structurale, sunt turnate în lingouri de la 2,5 la 8 tone. Lingourile de tablă ajung la 18-20 de tone, lingourile de forjare — câteva zeci și chiar sute de tone.
Proiectarea căptușelilor depinde de calitatea oțelului care urmează să fie topit și este determinată de greutatea lingoților, secțiunea transversală, conicitatea, raportul lungime/diametru al lingoților și de alți factori. Colțurile dintre fețe sunt rotunjite pentru a evita fisurarea lingourilor. Forma ondulată accelerează disiparea căldurii de către căptușeală și favorizează formarea unei cruste mai groase și mai rezistente.
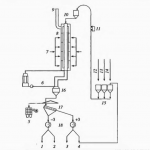
Raportul optim între înălțimea H și diametrul mediu D sau secțiunea transversală B a lingoului, din punctul de vedere al obținerii unui lingou de oțel în fierbere de calitate, este de 3-3,5. Conicitatea lingoului, adică creșterea grosimii lingoului pentru un metru liniar de înălțime a lingoului de oțel în fierbere, este de 1,0-1,5%. Conicitatea lingoului are o mare influență asupra localizării chiuvetelor de contracție, asupra formării macrostructurii lingoului, asupra densității acestuia și determină prinderea lingoului de cilindri și numărul de sărituri în timpul laminării. Pentru turnarea oțelului liniștit se utilizează în principal garnituri cu fundul adânc, lărgit la partea superioară cu extensii profitabile. În fundul acestor butoaie există o gaură în care se instalează sau o cupă refractară (la turnarea sifonului) sau un dop de oțel (la turnarea de sus). Secțiunea transversală a butoaielor pentru turnarea oțelului liniștit este pătrată, dreptunghiulară, rotundă sau poliedrică. Pentru lingouri mari se folosesc butoaie cu pereți ondulați (vezi fig. 1). Pentru lingourile de oțel fiert, se folosesc butoaie fără fund, trecătoare, lărgite în jos, cu secțiune pătrată sau dreptunghiulară. Pentru lingourile de oțel semitimpuriu se utilizează aceleași garnituri ca pentru oțelul în fierbere, uneori pentru oțelul semitimpuriu se utilizează garnituri de tip sticlă Fig. 1. Deschiderea superioară a unei astfel de turnătorii la sfârșitul umplerii este închisă cu un dop din fontă sau oțel. Acest lucru oprește fierberea oțelului, ceea ce contribuie la obținerea unui lingou cu o eterogenitate chimică mai redusă.