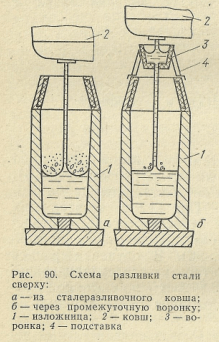
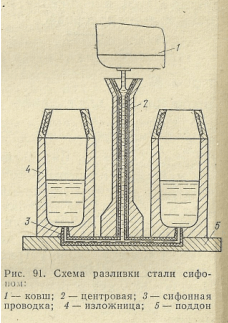
Oțelul lichid este turnat fie în butoaie, fie pe mașini de turnare continuă (CCM). Oțelul este turnat în garnituri în două moduri: de sus sau prin sifon. În cazul turnării de sus, metalul intră în cuvă direct din cuva de turnare a oțelului sau prin intermediul unui dispozitiv intermediar (pâlnie, cuvă) (fig. 90). În cazul turnării prin sifon (fig. 91), oțelul lichid din poligonul de turnare a oțelului intră în poligonul central și apoi curge prin intermediul unei linii de sifon de jos în garniturile instalate pe palet.
După cum au arătat rezultatele multor studii comparative, indicatorii de calitate ai metalului (proprietăți mecanice, macrostructură, conținut de incluziuni nemetalice etc.), precum și numărul de rebuturi cauzate de calitatea slabă a metalului, în atelierele de laminare și în fabricile de construcții de mașini nu depind de metoda de turnare.
Turnarea cu sifon prezintă următoarele avantaje față de turnarea de top:
- Patru până la șase lingouri cu o greutate de 3-7 tone și un număr mare de lingouri mici pot fi turnate simultan pe un palet, ceea ce face posibilă turnarea unor cantități mai mari cu o durată totală mai scurtă.
- Observarea comodă a suprafeței metalului care se ridică în căptușeală și posibilitatea de a regla viteza de turnare într-un interval relativ mare, în funcție de temperatura și compoziția metalului.
- O suprafață mai bună a lingourilor, costuri mai mici cu forța de muncă pentru curățarea lingourilor și a bilelor laminate de 2,5-4 ori.
Dezavantajele turnării cu sifon includ:
- scăderea cu 0,9 — 1,5 % (în funcție de greutatea lingourilor) a randamentului metalului finit din cauza pierderilor cu turnătorii;
- creșterea consumului de produse refractare pentru firele centrale și de sifon, întreținerea echipamentelor suplimentare și creșterea costurilor cu forța de muncă pentru pregătirea paletelor și asamblarea firelor centrale;
- costurile totale cu forța de muncă pentru pregătirea butoaielor și decaparea metalului în timpul turnării prin sifon sunt de 1,5-2,5 ori mai mari decât costurile cu forța de muncă pentru operațiuni similare în timpul turnării prin top.
În general, evaluând diferitele metode de turnare a oțelului, ar trebui să se recunoască faptul că turnarea oțelului de sus, în condițiile oțelăriilor moderne cu productivitate ridicată, are avantaje incontestabile, în special atunci când primește lingouri mari, iar această metodă de turnare este cel mai adesea concepută la uzinele nou construite de metalurgie de calitate și la uzinele care toarnă metal în lingouri mici și medii, ar trebui să se recunoască oportunitatea de a păstra metoda de turnare prin sifon. Cu toate acestea, turnarea oțelurilor și aliajelor puternic aliate, care necesită decaparea obligatorie a lingourilor înainte de următoarea prelucrare, se realizează de sus, ceea ce permite eliminarea pierderilor de metal sub formă de sprues.