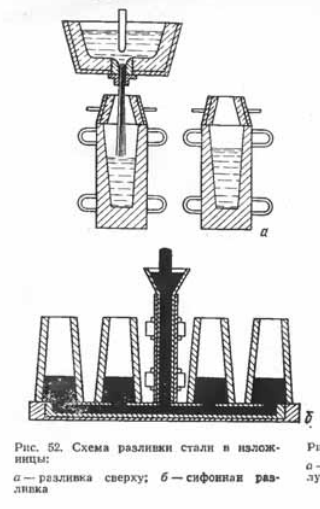
Cea mai comună turnare a oțelului în butoaie, care sunt din fontă, mai rar din oțel cu fund sau fără fund, lărgite în sus sau în jos pentru o extragere mai comodă a lingourilor. Înainte de turnare, butoaiele sunt curățate, încălzite și unse din interior pentru a obține o suprafață curată a lingoului. Turnarea se realizează în două moduri: de sus sau de jos. La turnarea de sus, oțelul este turnat în fiecare lingotieră separat (fig. 52, a) direct din lingotieră sau cu ajutorul pâlnilor, toboganelor și lingotierelor intermediare. Această metodă este utilizată atunci când este necesar un număr mic de lingouri mari. Avantajul său este că permite turnarea oțelului nu foarte fierbinte: se obține un lingou mai sănătos, cu o chiuvetă de contracție mai mică. Calitatea suprafeței lingoului este slabă din cauza stropirii în timpul turnării, dar există mai puține incluziuni nemetalice în lingou.
Turnarea inferioară (turnarea prin sifon) este utilizată atunci când este necesar să se toarne oțel într-un număr mare de roți (2-6 buc.). Schema de turnare prin sifon este prezentată în Fig. 52, б.
Oțelul produs în unitățile siderurgice conține o cantitate semnificativă de oxigen dizolvat sub formă de oxid de fier. Acesta reduce duritatea la impact a oțelului, îi conferă un comportament fragil la roșu și fragil la rece. Pentru a elibera oțelul de oxigen, acesta este dezoxidat cu substanțe numite agenți dezoxidanți. Aluminiul, calciul, siliciul, manganul, titanul, care sunt introduse sub formă de feroaliaje, sunt utilizate ca deoxidanți.
În funcție de gradul de oxidare, există oțel calm, semicalm și fiert.
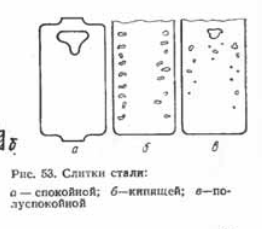
Oțelul liniștit este produs complet dezoxidat. Lingoul unui astfel de oțel se caracterizează printr-o densitate ridicată și nu are bule de gaz. Chiuveta de contracție este situată în partea rentabilă (fig. 53, a).
Oțelul de fierbere se obține prin reducerea parțială a oxidului de fier cu un consum redus de agenți de cracare. În procesul de solidificare a lingoului, oțelul reacționează cu eliberarea de monoxid de carbon, ceea ce determină formarea unui număr mare de bule de gaz în oțel (Fig. 53, b).
Oțelul semi-silențios se dezoxidează într-o măsură mai mică decât oțelul liniștit, ceea ce duce la formarea de bule de gaz în lingou (fig. 53, c). Din punct de vedere al proprietăților și al structurii, oțelul semiliniștit ocupă o poziție intermediară între oțelul în fierbere și oțelul liniștit.
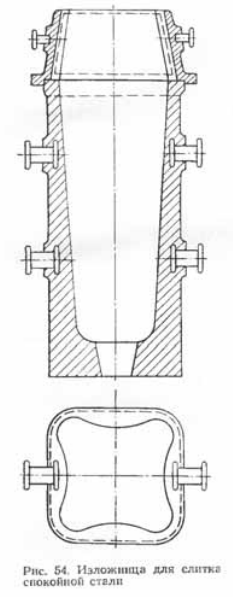
Forma secțiunii transversale longitudinale distinge lingourile cu o lărgire în sus sau în jos. Oțelul în fierbere se toarnă în butoaie lărgite până la fund, iar oțelul calm se toarnă în butoaie lărgite până la vârf cu prelungiri izolate (fig. 54). Lărgirea butoaielor în partea superioară și utilizarea extensiilor izolate reduc distribuția chiuvetelor de contracție la înălțimea lingoului. Randamentul produselor laminate bune din lingouri de oțel liniștit lărgite la partea superioară este mai mare decât cel al lingourilor lărgite la partea inferioară. Raportul dintre înălțime și grosimea medie în lingourile de oțel liniștit este de obicei cuprins între 2,5-3,0, în lingourile de oțel fiert acest raport ajungând uneori la mai mult de 4. Turnarea în vid este utilizată pentru a produce oțel de înaltă calitate. În această metodă, metalul lichid este supus expunerii (vacuumării) într-o cameră închisă din care aerul și gazul sunt eliminate continuu. Astfel, se asigură că metalul este produs cu un minim de gaze și incluziuni nemetalice. Vacuarea se realizează de obicei în cuvă înainte de turnarea oțelului în garnituri.
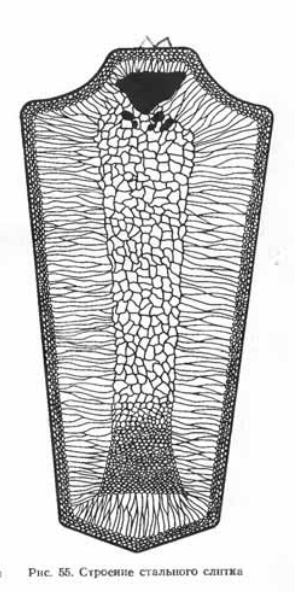
Atunci când oțelul se solidifică, acesta este supus unui proces de cristalizare. Dacă un lingou rece este tăiat transversal sau longitudinal, rindeluit, șlefuit și gravat, structura sa sau, cum se spune, macrostructura poate fi observată cu ochiul liber (spre deosebire de microstructură, care poate fi observată la microscop, sub mărire). Macrostructura lingourilor este foarte diversă și depinde de compoziția oțelului, de temperatura de turnare, de viteza de solidificare; aceasta din urmă, la rândul său, depinde de viteza de umplere a turnătoriei cu metal lichid, de temperatura și materialul turnătoriei, de grosimea pereților acesteia și de alți factori. Lingourile se solidifică în turnătorie în mod neuniform, iar structura lor nu este uniformă (fig. 55). Cristalele mici se formează în apropierea pereților căptușelii, deoarece aici răcirea este mai rapidă. Mai departe de pereți, răcirea încetinește și cristalele cresc mai liber. Creșterea are loc în direcția de disipare a căldurii și, ca urmare, se formează cristale columnare care sunt alungite spre centru și ocupă cea mai mare parte a lingoului. În centru, metalul se solidifică și mai lent și se formează o nouă zonă de cristale. Noi centre de cristalizare apar în metalul lichid și cresc liber. Cristalele sunt mai mari și orientate aleatoriu.