Profilele cu o secțiune transversală variabilă pe lungime pot fi produse prin laminare, ștanțare, sudare, turnare sau tăiere. Laminarea este cea mai potrivită pentru producția de masă mecanizată și automatizată, deoarece asigură o productivitate ridicată cu un minim de deșeuri tehnologice de metal (sub formă de resturi, așchii, așchii). Prin laminare se obțin atât profile de produse finite, cât și piese brute pentru ștanțare ulterioară, apropiate ca formă și dimensiuni de produsele finite, ceea ce reduce numărul de tranziții și consumul de scule scumpe în timpul ștanțării. Utilizarea unor astfel de profile permite obținerea unor economii de metal de până la 20 % și chiar mai mult.
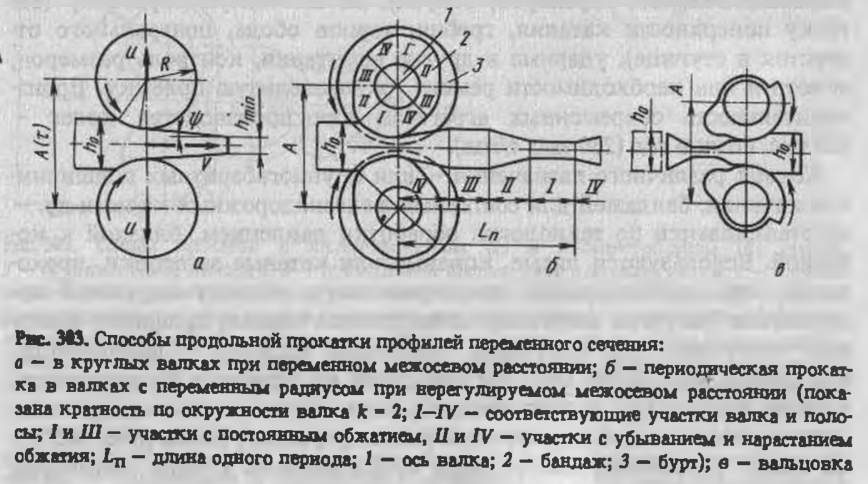
Metodele de fabricare a profilelor cu secțiune variabilă prin laminare longitudinală sunt prezentate în fig. 303. 303. Prima metodă, realizată în cilindri cu o rază perimetrală R constantă, dar cu o distanță reglabilă (variabilă) între axele cilindrilor A (τ), permite laminarea profilelor cu o schimbare lină a dimensiunilor pe lungime. Forma de cuțit a profilului tgψ = u/v depinde de rata de variație a distanței dintre role u și de viteza de laminare v . Această metodă este utilizată, de exemplu, pentru laminarea tablelor cu grosime variabilă; o lege dată de variație a grosimii este realizată pe lungimea tablei, de regulă, o singură dată, adică o astfel de table este un profil unic.
A doua metodă, realizată în rulouri cu o rază R (θ) variabilă în jurul perimetrului și cu o distanță inter-axială A nereglabilă în procesul de laminare (aproximativ constantă), permite obținerea unor tranziții netede și precise ale dimensiunilor, care sunt determinate de calibrarea rulourilor. Lungimea profilului obținut și diametrul (perimetrul) cilindrului la această metodă au o interdependență strictă, deoarece pentru o revoluție a cilindrului trebuie laminat 1 profil de lungime maximă sau, la o lungime mică, un număr întreg de m profile. La multiplicitatea k = 1 … m pe circumferința cilindrului și numărul de rotații n ale cilindrului în timpul laminării unei benzi date pe lungimea sa se vor potrivi kn multiplicități (perioade) ale profilului; în acest caz, banda laminată se numește profil periodic , iar procesul de obținere a acestuia — laminare periodică . Laminarea periodică se realizează de obicei într-o singură trecere în ultima stație (de finisare) a unui laminor secțional. Toate standurile anterioare efectuează laminarea longitudinală convențională a unui lingou cu o secțiune transversală de lungime constantă, care este cât mai apropiată posibil de secțiunile transversale ale unui profil periodic.
A treia metodă de fabricare a profilelor cu secțiune variabilă este deformarea în cilindri de forjare (laminare). Aceasta se realizează în cilindri pe care sunt fixate calibre de deformare sub formă de benzi sau sectoare cu o rază variabilă R(θ) la o distanță între centre A nereglabilă. Laminarea este, în esență, un procedeu de laminare, care prezintă totuși unele diferențe față de metoda descrisă de laminare în role cu rază variabilă într-o moară de construcție convențională. Cilindrii cilindrilor de forjare sunt supuși unei rotații intermitente cu opriri în momentul în care partea liberă a cilindrilor ajunge la linia mediană. În acest moment, spațiul dintre cilindri depășește înălțimea butucului; introducerea butucului în cilindri se realizează în direcția opusă direcției de laminare. La rotația ulterioară a cilindrilor, cu unghiul central al părții de lucru de 180-270°, metalul se încrețește și se dă afară în direcția teascului (prin natura mișcării metalului și a cilindrilor, procesul de laminare este similar laminării pelerine a țevilor). Laminarea produce profile de lungime limitată, care este determinată de diametrul cilindrilor din partea de lucru, care este de obicei de 200-500 mm. Avantajul laminării constă în faptul că poate fi efectuată în mai multe treceri în role cu mai multe fire fără a provoca dificultăți, ceea ce face posibilă maximizarea apropierii formei profilului de piesa finită. Rolele sunt utilizate în principal în fața preselor de ștanțare în ingineria mecanică, în timp ce în metalurgie se utilizează laminoare pentru producerea în masă a secțiunilor laminate periodic.
Secțiunile laminate periodice sunt clasificate în funcție de mai multe caracteristici:
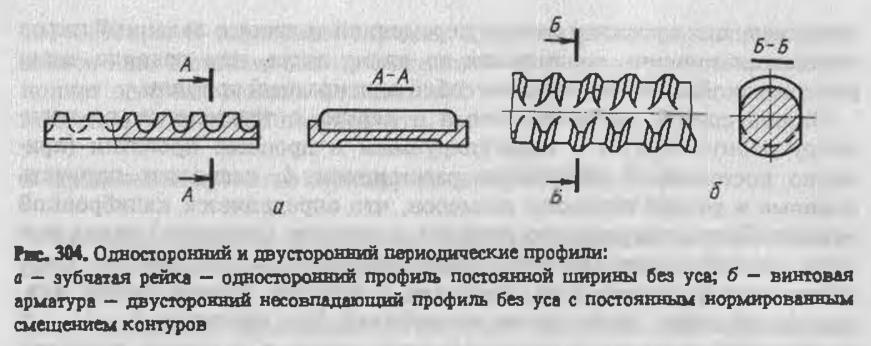
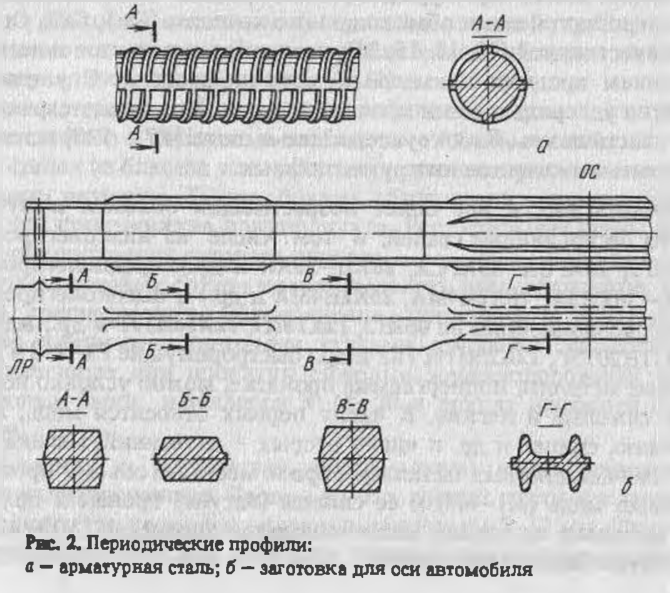
- după formă — cu o singură față (fig. 304, a) și cu două fețe (fig. 2, 304, b), cu două fețe cu contururi superioare și inferioare coincidente (fig. 2, b) și necoincidente (fig. 2, a; 304, b);
- după complexitate — simple (cu lățime constantă; cu raportul suprafețelor secțiunilor transversale ale profilului Fmax/Fmin< 2) и сложные (с переменной шириной; с Fmax/Fmin > 2);
- după caracteristicile tehnologice — laminate în calibre deschise sau închise (respectiv cu mustăți locale, pe toată lungimea sau fără ele) etc.
Diferitele caracteristici pot fi interconectate, iar în unele cazuri îndeplinirea lor poate depinde de proiectarea liniei principale a laminorului. De exemplu, laminarea cu mustăți permite creșterea raportului de tragere până la 3,4-3,8 fără a încălca condițiile de captare a metalului de către cilindri (în timp ce în cazul laminării fără mustăți acesta nu depășește 2,1-2,3), ceea ce permite obținerea unor profile mai complexe. Cu toate acestea, dacă este necesar să se obțină un profil finit fără mustăți, tăierea ulterioară a acestora duce la creșterea risipei de metal. Profilele unilaterale, precum și cele bilaterale cu amplasarea relativă nenormalizată a contururilor inferioare și superioare (profile de armare, cu excepția profilelor cu șuruburi, și alte profile care permit deplasarea contururilor inferioare și superioare) pot fi laminate pe orice laminor. Profilele bilaterale cu dispunere regulată a contururilor superioare și inferioare (cu coincidență de contururi, de armare cu șuruburi și alte profile cu deplasarea normalizată a contururilor) pot fi laminate numai pe laminoare speciale, care dispun de dispozitive pentru sincronizarea unghiulară a cilindrilor în antrenarea cilindrilor standurilor de finisare — cuplaje de reglare cu semicuplaje fără trepte rotite unul față de celălalt, precum și de mecanisme pentru deplasarea relativă în spațiu a cilindrilor standului de angrenare.
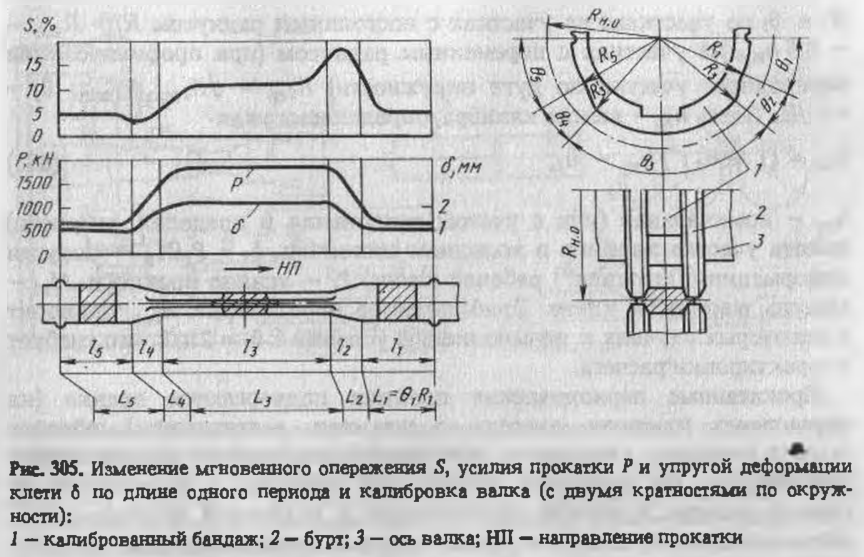
Obținerea unui profil de laminare dat este asigurată prin calcularea corectă a diametrului și calibrarea cilindrilor. Calculul este complicat de faptul că laminarea periodică, spre deosebire de laminarea convențională, este un proces nestaționar, în care există modificări regulate ale compresiei, ceea ce duce, la rândul său, la modificări ale parametrilor geometrici ai centrului de deformare, avans, lărgire, forță de laminare. Secțiunile de profil li cu h constanti sau cu modificarea himax ⇔ himin (fig. 305) trebuie să corespundă secțiunilor circumferinței cilindrului care au un anumit unghi central θiR constanti sau variabil Rmin ⇔ Rmin raze și lungimi de arc Li . Prezența avansului conduce la dependența diferențialelor de lungime dL = dl/(1 + S) , lungimile complete ale secțiunilor cilindrice corespunzătoare fiind

unde S și Sср — sunt avansul instantaneu și valoarea integrală medie a avansului pe secțiune li ; lнi — lungimea nominală a secțiunii în stare rece; αt — este coeficientul de dilatare liniară, t° este temperatura de laminare a profilului.
Suma lungimilor secțiunii ∑ L i la multiplicitatea profilului k de-a lungul perimetrului cilindrului determină raza de rulare condiționată a cilindrului Rrola = k ∑ L i /2π și raza circumferinței inițiale a cilindrului Rн.о ≈ Rrola + 0,5 hср unde hср = ∑ hicrli/∑li — este înălțimea medie a profilului.
Raza găsită a fâșiei Rн.оpermite determinarea tuturor valorilor lui Ri și θi prin secțiuni: pe secțiuni cu raza constantă Ri = Rн.о — 0,5 hki pe secțiuni cu rază variabilă (la profilarea secțiunii de tranziție de-a lungul unui arc de cerc) Ricr = √RimaxRimin ; θi = Li/Ri . Aici hki — înălțimea calibrului, definită ca

hнi — înălțimea nominală (sau luând în considerare abaterea în cadrul toleranțelor) a secțiunii de profil în stare rece, δi = Pi/Mк — deformarea elastică („arc”) a standului de lucru, Pi — forța de rulare, Mк — modulul de rigiditate al standului. Determinarea aproximativă a Rн.о conduce în unele cazuri la neîndeplinirea condiției ∑ θi = 2π/k, ceea ce necesită corectarea calculului.
Profilele periodice laminate sunt supuse îndreptării (pe mașini de îndreptat, prese, în matrițe, întindere), tăierii mustăților (în matrițe, foarfece cu disc), tăierii în lungimi sau perioade măsurate (pe foarfece, ferăstraie). Aceste operațiuni, în funcție de tipul și dimensiunea profilelor, se efectuează în diferite secvențe, selectiv, precum și la cald sau la rece.