Metalul din cupolă este eliberat periodic sau continuu, în funcție de condițiile de producție. În turnătoriile cu producție pe bandă rulantă, eliberarea continuă a metalului este mai des utilizată. Indiferent de metoda de producție, se recomandă ca eliberarea metalului din cuptor să se efectueze în puțuri de porci, care sunt staționare și rotative. Alimentarea cu metal a porcilor se poate realiza de sus (turnare liberă) sau prin intermediul unui sifon. Din punct de vedere structural, prima schemă este mai ușor de operat, dar este necesar un consum suplimentar de gaz pentru a menține temperatura. Principalul scop al gropii de porci este de a acumula metal pentru turnarea matrițelor mari. În plus, compoziția chimică și temperatura fontei brute sunt egalizate în piggy bank, conținutul de carbon și sulf din metal este redus prin reducerea înălțimii cuptorului, fluxul continuu de fonta brută și zgură din cuptor în piggy bank asigură un flux mai uniform al încărcăturii, reduce probabilitatea de zgură a tuyerei; consumul de cocs pentru spița în gol este redus; există posibilitatea de a modifica fonta brută direct în piggy bank și de a sufla fonta brută din piggy bank cu oxigen pentru a crește temperatura metalului sau a schimba compoziția chimică etc.
Pe de altă parte, instalarea de piggy banks duce la o creștere a costurilor de capital și de exploatare și, cel mai important, 70-80° din temperatura metalului se pierde în piggy bank. Prin urmare, decizia de a instala un piggy bank atât la proiectarea cuptoarelor noi, cât și la modernizarea celor existente ar trebui să fie suficient justificată.
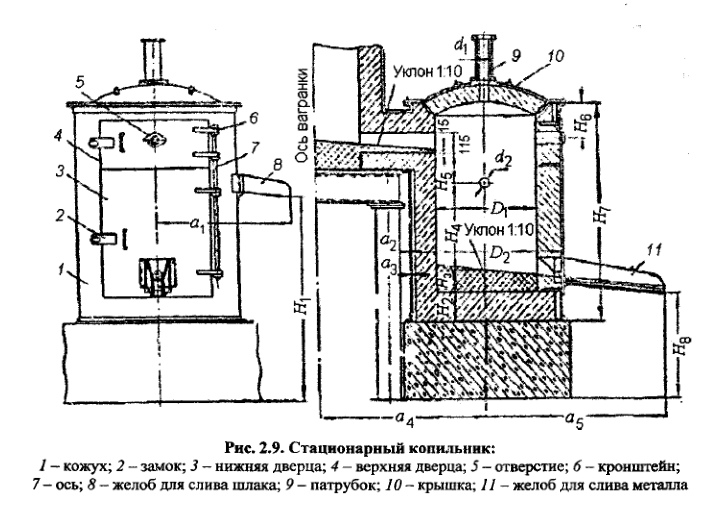
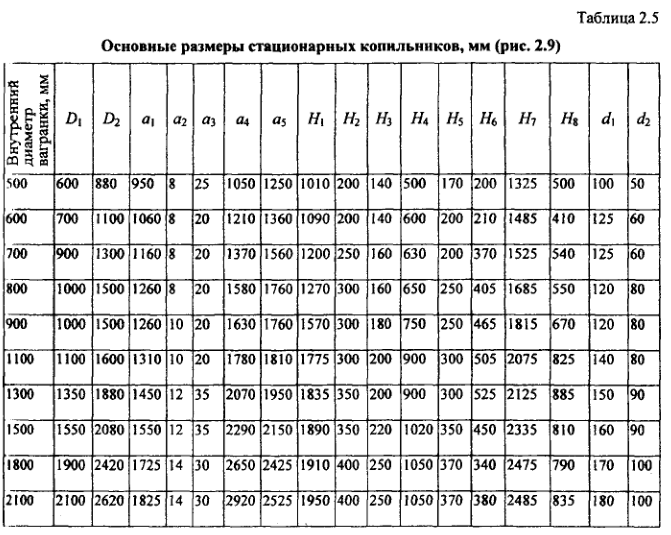
În porcăria staționară (fig. 2.9), carcasa 1 este conectată la cuptor printr-un zbor de tranziție. Ușile superioară 4 și inferioară 3 sunt fixate pe suporturi 6 și axe 7 și blocate cu încuietori 2. În ușa superioară se face o deschidere 5 pentru observarea zborului de tranziție. Pe jumătatea inferioară a ușii se montează un tobogan 11 pentru scurgerea metalului și se face un orificiu pentru un zbor metalic. Capacul 10 este detașabil, este turnat din fontă sau oțel sau sudat. Interiorul capacului și al ușii kopitelnikului se căptușesc cu cărămidă de argilă refractară. În centrul capacului se taie o gaură, la care sunt fixate spițele 9 cu flanșe, care leagă pușculița cu o țeavă pentru evacuarea unei părți din gazele vagranochnogo în timpul topirii și a fumului la încălzirea pușculiței. Țeava din interior este căptușită cu dopuri sau tuburi de sifon. Există un jgheab 8 pentru zgură în lancea de porci. Dimensiunile lagărului de porci staționar sunt indicate în tabelul 2.5.
Dimensiunile canalului de tranziție nu afectează funcționarea cuptorului și, de obicei, acesta este realizat cu o secțiune dreptunghiulară de 115×65 mm (dimensiunea unei cărămizi standard).
Diametrul zburătorului din fontă (tabelul 2.6) se calculează în funcție de înălțimea metalului și de timpul de curgere a acestuia:
unde dм — este diametrul părții cilindrice a deflectorului, cm; D este diametrul cuptorului, mm; Gч — este cantitatea de fontă acumulată în cuptor sau în porc, kg; τ este durata de degajare, s.
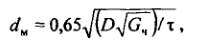
Se presupune că diametrul cenușarului inferior este de 30-50 mm. În cazul producerii continue de zgură, căldura jgheabului de zgură este foarte mare, astfel încât este rațional să îl răcim cu apă. Un tub de oțel în formă de spirală este plasat în matrița cuvei de zgură și apoi matrița este umplută cu fontă. Flyerul se instalează în interiorul carcasei cuptorului sau a porțelanului cu capătul îngust al orificiului spre exterior (Fig. 2.10).
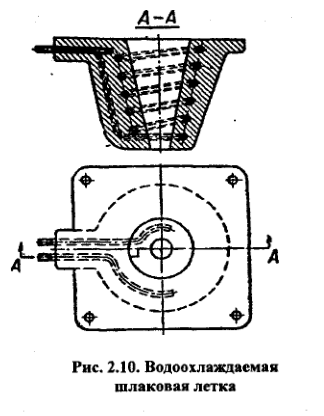
Metalul și zgura din furnal sunt introduse în mod continuu în piggy bank rotativ prin flyerul din fontă. În acest caz, pentru a separa fierul și zgura, jgheabul cuptorului are un design special (Fig. 2.11).
Metalul și zgura prin canalul de legătură 1 intră în puțul 2, de unde fonta prin canalul de ieșire 5 cade pe jgheabul 6 și mai departe prin gaura din jgheab — în puțul 12. Zgura se ridică până la zborul de zgură 5 și prin jgheabul 10 este evacuată în sistemul de granulare a zgurii sau de zgură. Pentru eliberarea primelor porțiuni de metal rece și evacuarea resturilor de fontă brută și zgură din puț sunt prevăzute fly-ul de evacuare 8 și jgheabul 11. Curățarea canalului de legătură se realizează prin orificiul 4. În timpul funcționării cuptorului, puțul 2 este închis cu un capac 9. Întoarcerea puțului se realizează prin acționarea 7.

Recent, canalele de zgură cu sifon au fost utilizate pe scară largă. Sifonul sifonului de zgură și gâtul cuptorului (fig. 2.12) sunt vase comunicante. Înălțimea sifonului este determinată prin formula în care H — înălțimea sifonului, mm; h — înălțimea camerei de tranziție, mm; P — presiunea exploziei, mm coloană de apă; γч — densitatea fontei lichide; γш — densitatea zgurii lichide.
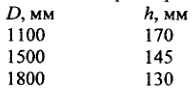
Dimensiunea h depinde de diametrul cuptorului:
În timpul eliberării periodice a fontei brute, dacă nivelul acesteia este sub h, zgura aflată sub presiunea exploziei cade în sifon și mai departe în zburătoare. Când metalul acumulat se suprapune peste înălțimea h, zgura din sifon va fi deplasată de metalul acumulat în sifon. Acest moment este determinat de reducerea jetului de zgură evacuată. La eliberarea continuă a fontei, îndepărtarea zgurii are loc numai în detrimentul presiunii de suflare. După cum arată practica, dezvoltarea acestui zbor este adesea asociată cu o serie de dificultăți cauzate de erori de proiectare sau de funcționare necorespunzătoare. Prin urmare, este necesar să se respecte cu strictețe dimensiunile recomandate ale muștei de sifon și să se respecte regulile de bază de funcționare: pentru a acumula zgură la începutul schimbului nu eliberați metalul timp de 20-40 de minute; în eliberarea periodică a fontei brute nu permiteți pauze mari în eliberarea metalului, efectuați cu atenție zidăria muștei de sifon și uscați-o bine înainte de a începe lucrul.
Sifoanele staționare sunt utilizate în atelierele de turnare mari și grele.
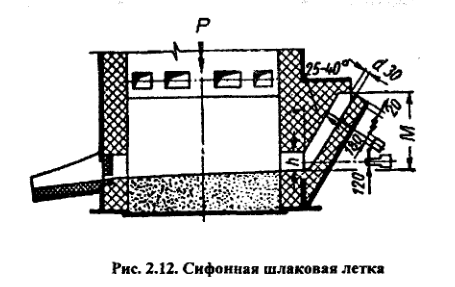
Pentru eliberarea continuă a metalului și a zgurii, se folosesc diferite dispozitive de sifonare. Cuptoarele cu ciclu lung sunt echipate, de regulă, cu două separatoare de zgură cu compresie (fig. 2.13), având sifoanele M de metal și Sh de zgură cu înălțimea (respectiv) de 300 și 400 mm pentru cuptoarele cu diametrul de 830-1350 mm și 340 și 540 mm pentru cuptoarele cu diametrul de 1700-2100 mm. Aceste separatoare de zgură funcționează alternativ și asigură îndepărtarea întregii fontei brute și a zgurii din vatra cuptorului, evitând astfel impactul componentelor lichide asupra căptușelii cuptorului.
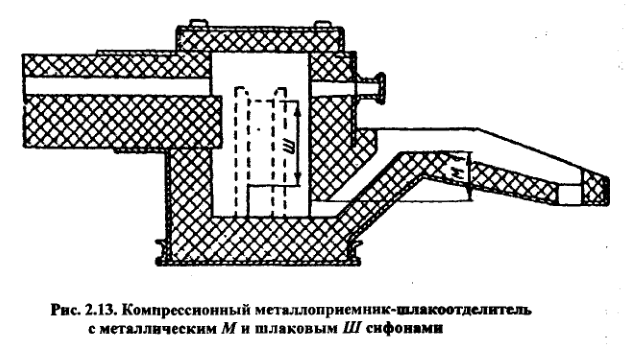
În magazinele de producție în serie și în masă, se utilizează copiatoare (mixere) rotative cu încălzire cu gaz sau prin inducție. Fig. 2.14 prezintă o vedere generală a unui copiator rotativ. Acesta are două arzătoare de gaz 4 sau duze de ulei conectate rigid cu corpul mixerului 9. Capacul detașabil 2 este format din două jumătăți, între care este formată o deschidere cu fantă pentru turnarea metalului. Fierul brut este eliberat printr-un dispozitiv de fierbere, care elimină pătrunderea zgurii în cazanul de turnare. Mânerul de acționare 7 este format dintr-un motor electric, o cutie de viteze, o pereche de angrenaje cilindrice și un angrenaj fără sfârșit. În astfel de căldări de porci, temperatura metalului practic nu se modifică și este ușor de distribuit metalul.
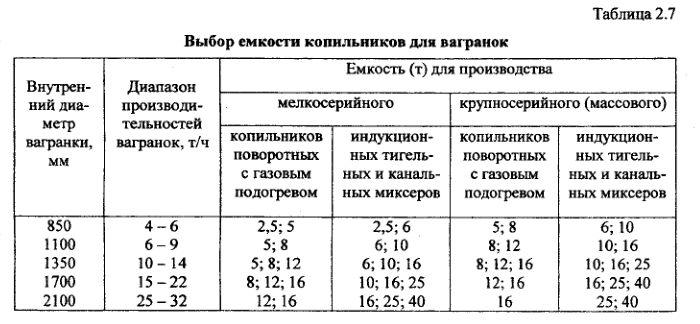
Capacitatea bateriilor de porci se alege ținând cont de producția de serie, de productivitatea cuptorului și de cerințele față de compoziția fontei brute și de tipul bateriilor de porci (tabelul 2.7).
Porcăriile cuptorului sunt, de asemenea, utilizate pentru modificarea fontei brute. În porcăria cu dispozitiv de introducere a modificatorilor (figura 2.15), capacul porcăriei este înlocuit și cilindrul pneumatic 1 este atașat la carcasa cuptorului.
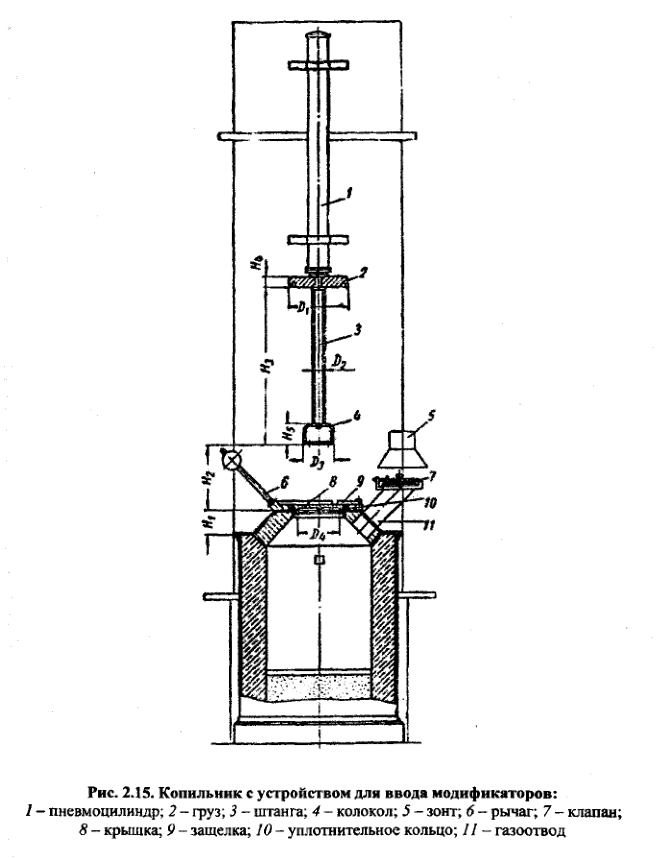
După colectarea cantității stabilite de metal, zăvorul 9 este tras la o parte, iar pârghia 6 cu contragreutate înclină capacul 8. Cilindrul pneumatic este alimentat cu aer comprimat, iar clopotul 4 cu modificator este introdus în orificiul deschis de tija 3. Când tija este coborâtă complet, orificiul este închis ermetic de greutatea 2, care se sprijină pe inelul de etanșare 10. Pentru eliminarea vaporilor de magneziu formați se utilizează un ventil de gaz 11 cu o supapă de siguranță 7 și o umbrelă 5. Tija 3 este căptușită cu dopuri de argilă refractară sau tuburi de sifon. În locul unui actuator pneumatic poate fi utilizat un actuator electric. Dimensiunile principale ale dispozitivului pentru modificarea fontei în piggy bank sunt prezentate în tabelul 2.8.