Presele deschise cu o singură manivelă de acțiune simplă (GOST 9408-89) sunt realizate cu o masă fixă (basculantă și nebasculantă), cu o masă mobilă (nebasculantă). Aceste prese sunt concepute pentru operațiuni de forjare la rece; ele sunt utilizate ca parte a complexelor tehnologice robotizate.
Proiectarea presei cu masă fixă trebuie să prevadă posibilitatea instalării de echipamente de mecanizare și automatizare, precum și integrarea în linii în linie sau automate.
La cererea clientului, presele cu masă mobilă sunt echipate cu un corn.
Presele cu masă fixă, în funcție de tipul de producție, materialul ștanțat și operația tehnologică efectuată, sunt echipate cu următoarele mecanisme
- alimentatoare cu role, cu pinze pentru alimentarea materialului de bandă;
- alimentatoare cu role pentru alimentarea materialului în bandă;
- alimentatoare cu clapetă, turelă, poartă, brațe mecanice, roboți industriali pentru alimentarea pieselor de prelucrat;
- perne în masă (prese cu forță nominală de 160…1000 kN).
Pentru presele cu forță de până la 63 kN este permisă modificarea treptată a frecvenței cursei cursorului.
Presele sunt fabricate cu ejectoare în cursor.
Dimensiunile și amplasarea canelurilor și a găurilor pentru fixarea matrițelor de presă — în conformitate cu GOST 9226-79. Parametrii și dimensiunile principale ale preselor trebuie să corespundă celor indicate în figurile 1 și 2 și în GOST 9408-89.
Conținut
- Prese închise cu o singură manivelă cu acțiune simplă
- Prese cu două manivele cu acțiune simplă
- Prese închise cu două manivele cu acțiune simplă
- Prese închise cu patru manivele cu funcționare simplă
- Prese cu o singură manivelă închisă cu dublu efect
- Prese cu două manivele închise cu dublu efect
- Prese cu patru manivele închise cu dublu efect
- Prese hidraulice
- Prese automate și automate
- Prese automate de ștanțare a tablei cu poziții multiple
- Prese automate de ștanțare a tablei metalice cu acționare de jos
- Prese-automate de mare viteză pentru decupare
- Prese automate pentru perforarea de finisare
- Mașini de îndoit și îndreptat
- Prese de îndoire cu manivelă
- Prese hidraulice de îndoire a tablelor
- Mașini semiautomate de îndoit tuburi controlate prin program
- Automatele de îndoire universală cu glisiere de îndoire acționează de la angrenajul central.
- Pachete de echipamente, linii automate
- Pachete de echipamente bazate pe prese deschise cu o singură manivelă cu acțiune simplă.
- Complexe robotizate de echipamente bazate pe prese deschise cu o singură manivelă cu funcționare simplă
- Complexe de echipamente bazate pe prese închise cu o singură manivelă, cu acțiune simplă și alimentator cu clește
- Complexe de echipamente pe bază de prese închise cu o singură manivelă de acțiune simplă cu alimentator cu role.
- Complexe de echipamente pe baza preselor închise cu două manivele cu acțiune simplă
Prese închise cu o singură manivelă cu acțiune simplă
Presele sunt concepute pentru a efectua diverse operațiuni de ștanțare la rece a pieselor din benzi, foi și benzi de material (GOST 10026-87, standardele de execuție 1 și 2) și tăierea pieselor forjate (standardul de execuție 3).
Parametrii și dimensiunile principale ale preselor trebuie să corespundă celor indicate în Fig. 3. și în GOST 10026-87.
Prese cu două manivele cu acțiune simplă
Presele cu două manivele cu acțiune deschisă (fig. 4, GOST 9222-87) sunt destinate perforării, tragerii superficiale, îndoirii pieselor din benzi și benzi metalice și altor operații de deformare la rece. La cererea clientului, presele sunt furnizate cu mijloace de mecanizare și automatizare, precum și în complexe de echipamente.
Prese închise cu două manivele cu acțiune simplă
Presele de acest tip (GOST 776688) sunt destinate fabricării de piese de dimensiuni medii și mari din foi de material care necesită perforare, îndoire, turnare, tragere superficială și alte operații de ștanțare la rece.
Presele sunt compuse din următoarele unități principale: pat, acționare, cursor, echipament electric, sisteme de lubrifiere și control. Patul este prefabricat-sudat, închis, detașabil, format dintr-o masă, doi stâlpi și o traversă, conectate prin tiranți.
Masa preselor KA3540, K3542, KB3544 este culisantă, pentru celelalte prese este fixă.
Există o pernă hidropneumatică montată în masă, care este utilizată pentru a apăsa piesele de lucru în timpul tragerii și ca ejector de fund. Acționarea presei KV3732A este în două trepte, în alte prese — în trei trepte. Mișcarea este transmisă de la motorul electric prin curea trapezoidală și transmisie la angrenajele excentrice (în presa KV3732A — pe arborele excentric) și apoi prin tije de legătură pe cursor.
Arborele și axele de acționare sunt situate perpendicular pe partea frontală a presei (în presa KV3732A — paralel cu partea frontală a presei). Glisorul în formă de cutie se deplasează în ghidajele reglabile ale patului. Glisorul este echilibrat de cilindri pneumatici. Acesta poate fi echipat cu un dispozitiv hidraulic de siguranță împotriva suprasolicitării forței. Spațiul dintre ștampile este reglat de un motor electric separat. Ambreiajul și frâna sunt fricționale, monodisc, controlate electropneumatic, amplasate pe arborele intermediar (la presa KV3732A — pe arborele excentric). Comanda preselor este cu buton. Schema electrică prevede funcționarea preselor în modul automat și de reglare, precum și în modul cu o singură cursă.
Sistemul de lubrifiere este centralizat, circulant, automat.
Designul acționării prevede posibilitatea conectării mijloacelor de mecanizare.
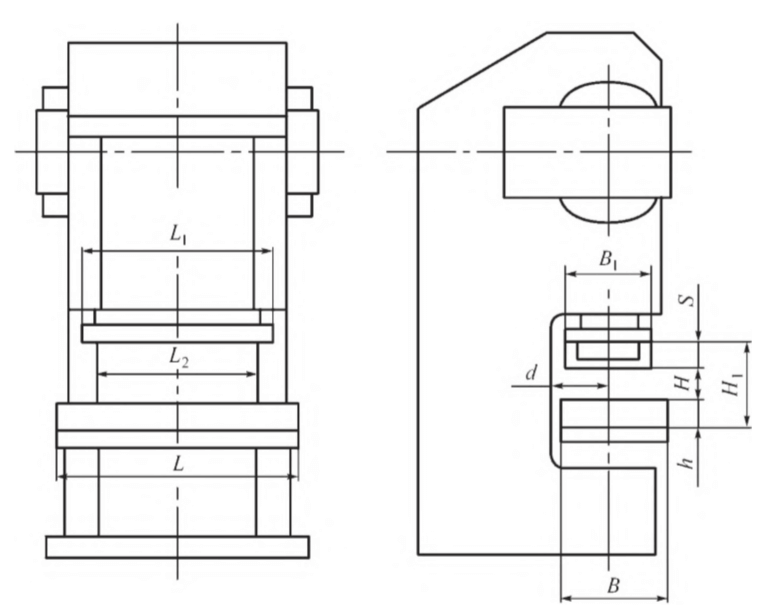
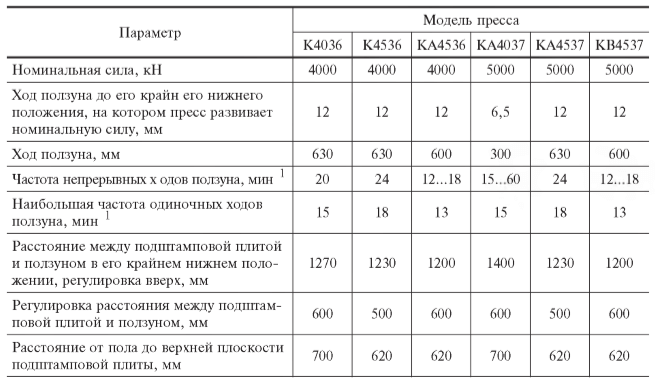
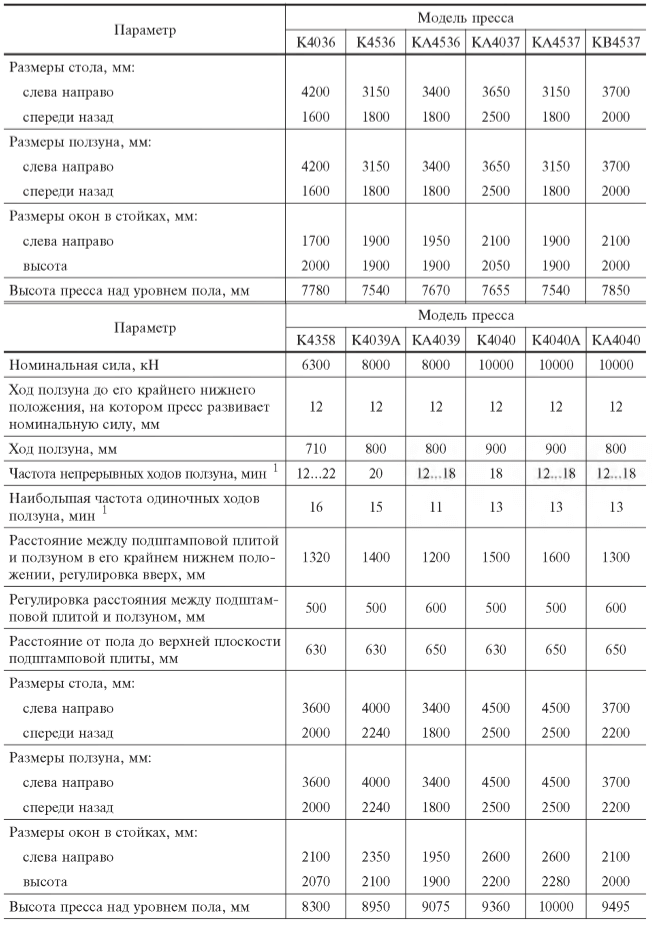
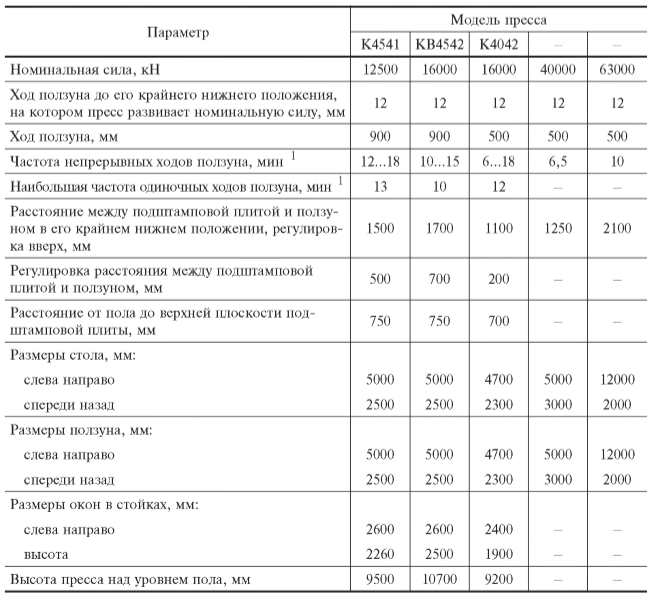
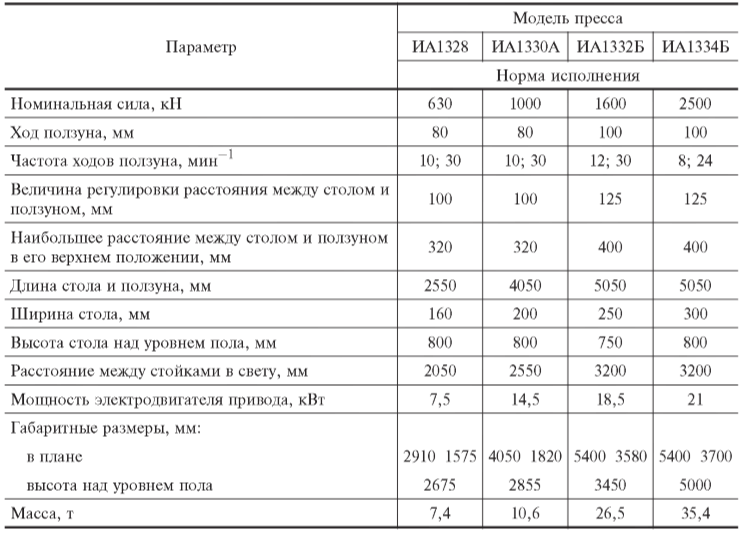
Prese închise cu patru manivele cu funcționare simplă
Presele închise cu patru manivele cu acțiune simplă (tabelul 1) sunt concepute pentru perforarea, tragerea, îndoirea pieselor din foi și benzi și pentru alte operații de ștanțare la rece; acestea sunt utilizate în principal pentru ștanțarea pieselor de dimensiuni mari cu configurație complexă. La cererea clientului, presele sunt furnizate cu echipamente de mecanizare și automatizare, precum și în complexe de echipamente.
Drumul cursorului până la poziția sa extremă, la care presa dezvoltă forța nominală, este de 12 mm pentru toate presele, indiferent de forța nominală și de construcție.
Prese cu o singură manivelă închisă cu dublu efect
Presele cu manivelă simplă închisă cu dublu efect (GOST 7639- 88) sunt concepute pentru fabricarea pieselor din tablă care necesită ambutisare profundă.
La comanda clientului, presele sunt furnizate cu echipamente de mecanizare și automatizare, precum și în componența complexelor de echipamente.
La cerere, presele sunt fabricate cu amortizoare în masă de până la 20 % din forța nominală a glisierei de ambutisare și cu o cursă de cel puțin 25 % din cursa glisierei de ambutisare, precum și cu siguranțe hidraulice, dispozitive pentru schimbarea accelerată a matriței și microacționări (prese cu o forță de peste 1000 kN).
Prese cu două manivele închise cu dublu efect
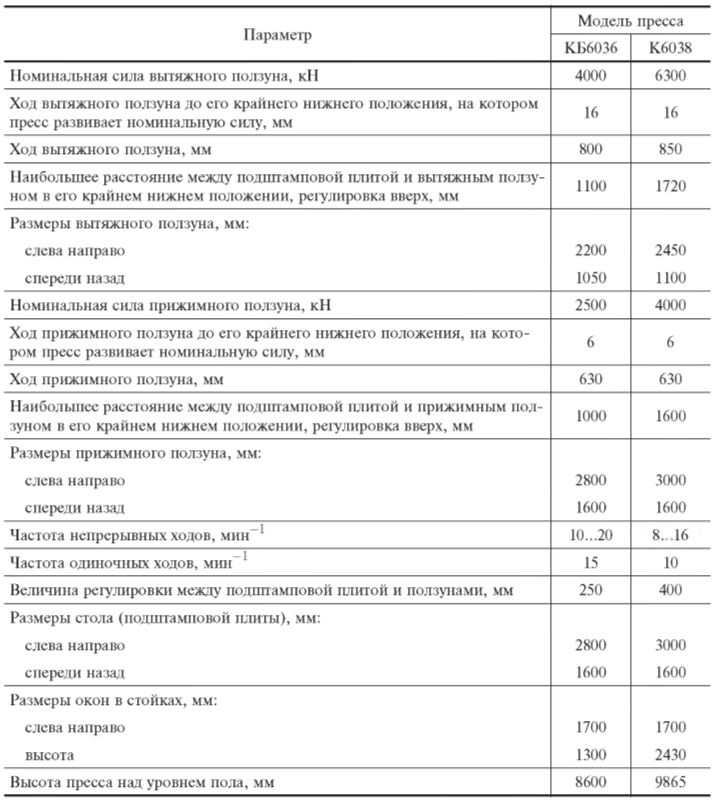
Presele închise cu dublă manivelă și dublu efect (tabelul 2) sunt concepute pentru fabricarea pieselor din tablă care necesită o ambutisare profundă; acestea sunt utilizate în principal pentru ștanțare și produse cu configurație complexă. În același timp cu tragerea pe prese, este posibilă efectuarea de perforări de-a lungul conturului. La cererea clientului, presele sunt furnizate cu echipamente de mecanizare și automatizare, precum și în componența complexelor de echipamente.
Prese cu patru manivele închise cu dublu efect
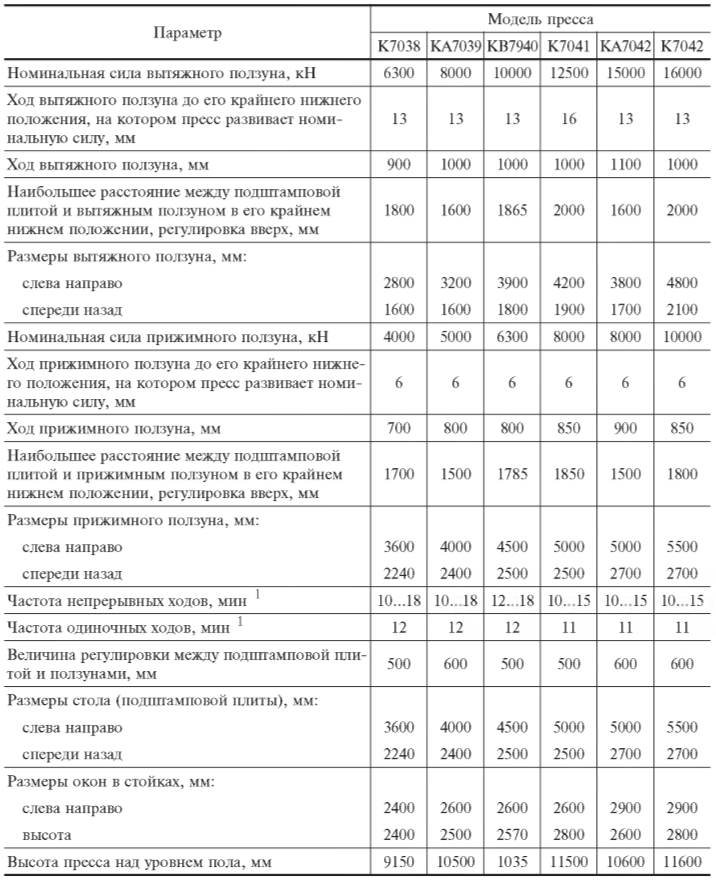
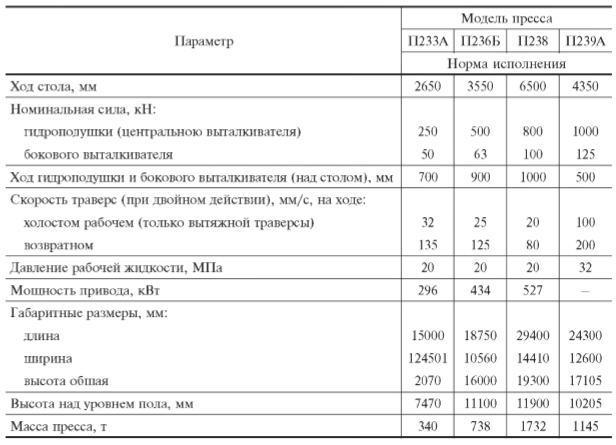
Presele cu patru manivele închise cu dublu efect (tabelul 3) sunt concepute pentru fabricarea de piese de dimensiuni mari din foi de material care necesită ambutisare profundă; acestea sunt utilizate în principal pentru ștanțarea pieselor cu configurație complexă. În același timp cu ambutisarea pe prese, este posibil să se efectueze perforarea de-a lungul conturului. La cererea clientului, presele sunt furnizate cu echipamente de mecanizare și automatizare, precum și în complexe de echipamente.
Prese hidraulice
Prese hidraulice de perforare a foilor cu cadru cu acțiune simplă, cu pernă hidraulică.
Presele de acest tip (tabelul 4) sunt concepute pentru ambutisarea pieselor din tablă subțire la rece (ele pot efectua toate celelalte operații de forjare la rece a tablei). La comanda clientului, presele sunt furnizate cu echipamente de mecanizare și automatizare, precum și în complexe de echipamente.
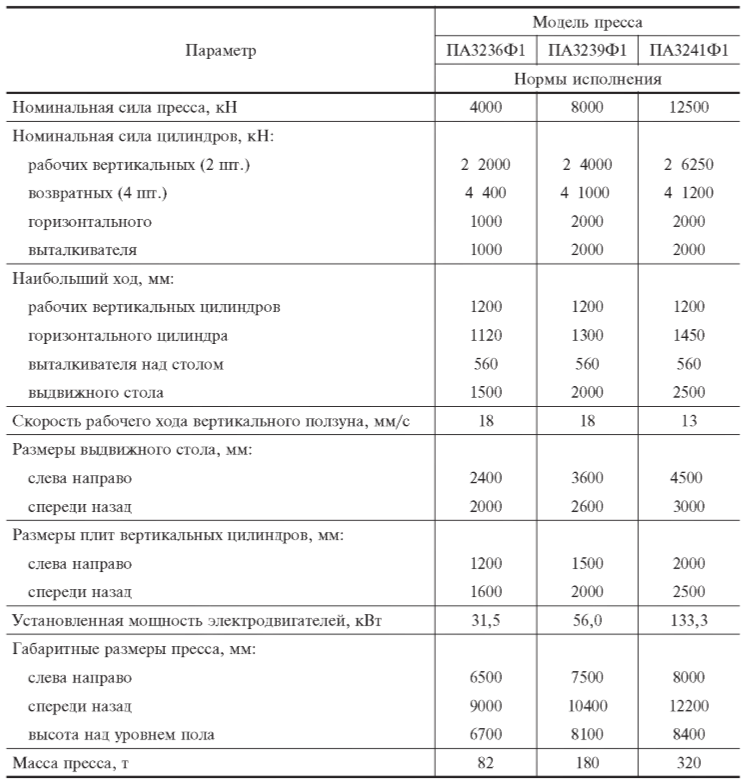
Prese hidraulice cu coloană cu dublu efect pentru ștanțarea tablei
Presele (tabelul 5) sunt destinate fabricării de piese de mari dimensiuni din tablă groasă care necesită ambutisare profundă. Presele sunt echipate cu o masă glisantă.
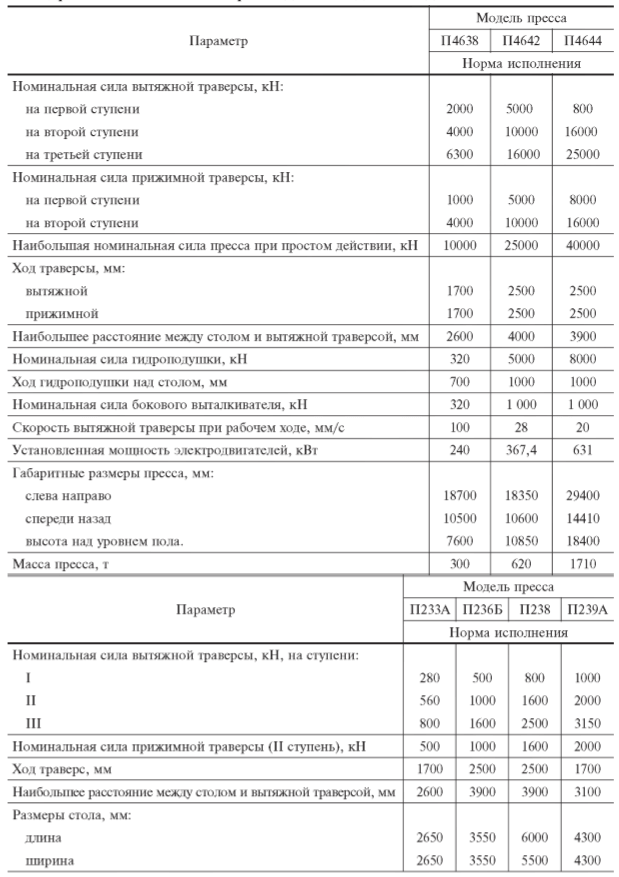
Patul presei este format din traverse fixe superioare și inferioare legate între ele prin patru coloane și două traverse mobile (de strângere și de ambutisare). Pe grinda superioară sunt montate cilindrii de lucru și de presiune, acționarea hidraulică și o platformă cu o scară pentru întreținerea acționării hidraulice.
Traversa inferioară servește drept bază a preselor. Aceasta conține o masă mobilă, care este extinsă de doi cilindri hidraulici cu piston, o pernă hidraulică (ejector central) și cilindri hidraulici de recul. Masa poate fi extinsă până la pod pentru schimbarea sculelor și pentru scoaterea și fixarea pieselor de prelucrat în afara presei cu ajutorul ejectoarelor de suc. Toți cilindrii sunt de tip cu piston. Pistoanele cilindrilor de lucru sunt conectate la o grindă de tracțiune care se deplasează de-a lungul celor patru coloane ale presei. Grinda presei este atașată la pistonii cilindrilor hidraulici ai presei și se deplasează de-a lungul coloanelor fixate rigid în grinda de tracțiune. Ejectorul central (pernă hidraulică) este montat în centrul bazei presei și, în afară de operația de ejectare, poate efectua operația de extragere de jos în sus, astfel încât presele pot funcționa ca prese cu dublu și triplu efect.
Ejectorul hidraulic lateral este fixat pe podul mesei mobile și ejectează produsele din matriță numai atunci când masa este extinsă până la poziția finală.
Modurile de funcționare ale preselor: reglaj și semiautomat.
Comanda preselor se face prin buton. Lubrifierea preselor se realizează prin intermediul a șase sisteme de loturi centralizate independente între ele.
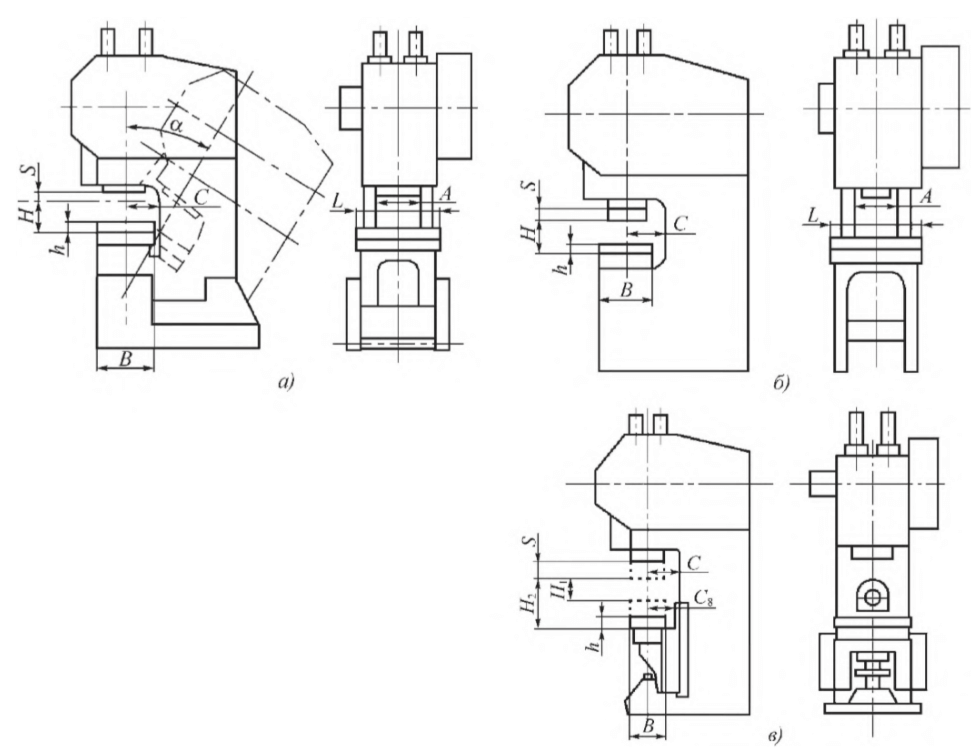
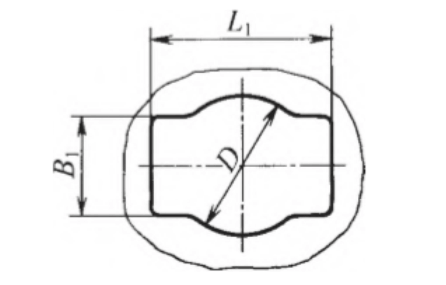
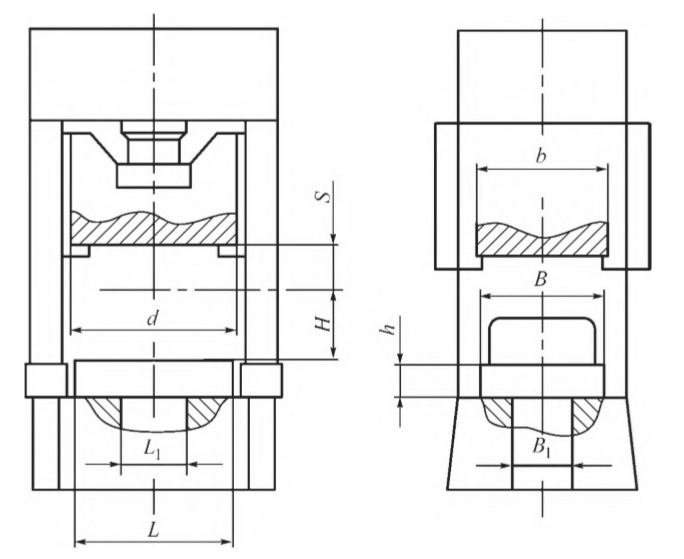
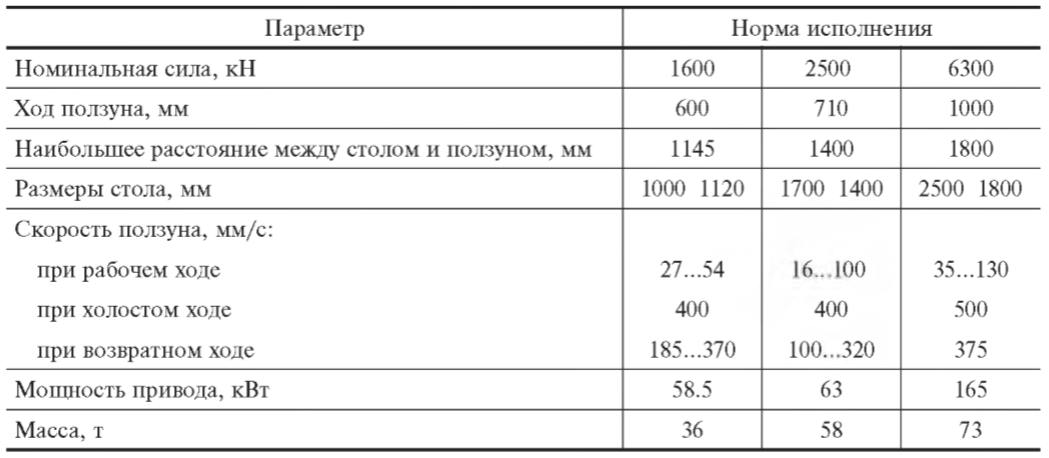
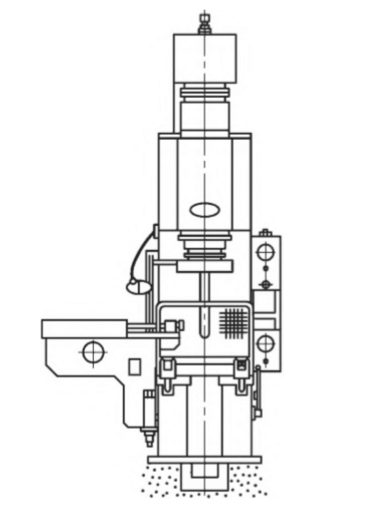
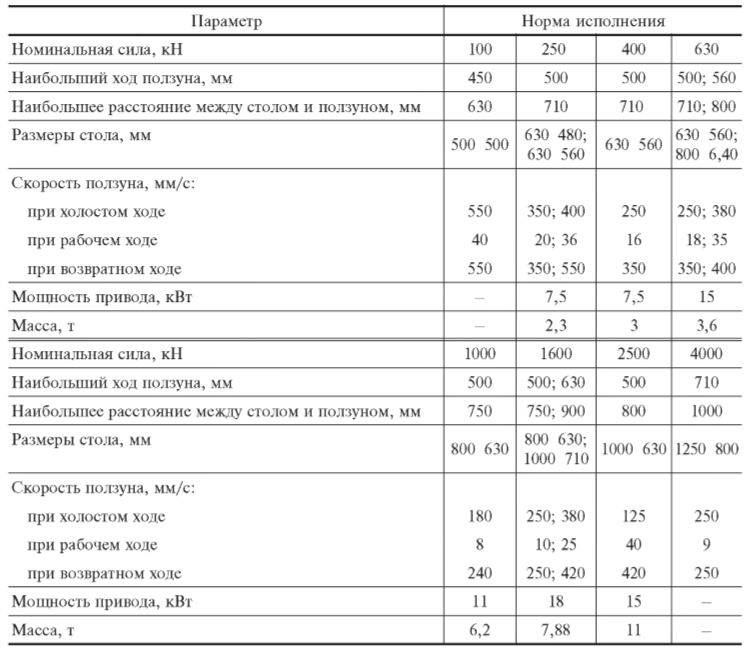
Prese hidraulice cu o singură coloană
Presele (Fig. 5, Tabelul 6) sunt concepute pentru diverse operațiuni de ștanțare. La cererea clientului, presele sunt furnizate cu echipamente de mecanizare și automatizare.
Prese hidraulice cu o singură ramă pentru foi cu comandă numerică a programului
Presele (tabelul 7) sunt concepute pentru a efectua diferite operații de ștanțare a tablei metalice: îndoirea tablei în diferite planuri și la diferite unghiuri în matrițe închise și deschise, flanșarea secvențială a țevilor și a pieselor de tip fund, îndoirea profilelor de diferite forme, ștanțarea produselor de tip fund, flanșarea flanșelor și a carcasei cilindrice.
Patul presei este în formă de C, cu o singură coloană, format din traverse superioare și inferioare și distanțiere, care sunt legate între ele prin coloane.
În grinda superioară sunt instalate două cilindri de lucru verticali și patru cilindri de retur de tip piston. Pistoanele cilindrilor de retur sunt fixate pe plăcile de lucru.
Un cilindru ejector cu piston este instalat în traversa inferioară. Un cilindru orizontal de tip piston este instalat în distanțierul frontal. Două grinzi pivotante cu troliu electric sunt montate pe traversa superioară. Masa glisantă este sudată și montată pe ghidajele grinzii inferioare. Masa este acționată de un cilindru de tip piston. Masa este utilizată pentru schimbarea sculelor și, de asemenea, în ciclul de lucru în timpul îndoirii sau al ștanțării în mai multe poziții.
Acționarea hidraulică a preselor este amplasată pe distanțierele patului, într-o zonă convenabilă pentru instalare și funcționare.
Sistemul de control include senzori de mișcare ai cilindrilor de lucru verticali și unități de indicare digitală concepute pentru stabilirea preliminară a coordonatelor stabilite și controlul semi-automat al poziției cilindrilor de lucru verticali, precum și pentru numărarea vizuală a mișcărilor cilindrilor în format digital. Unitățile de indicare digitală sunt instalate pe panoul de comandă.
Sistemul de control asigură programarea funcționării preselor în mod manual și semiautomat.
Prese automate și automate
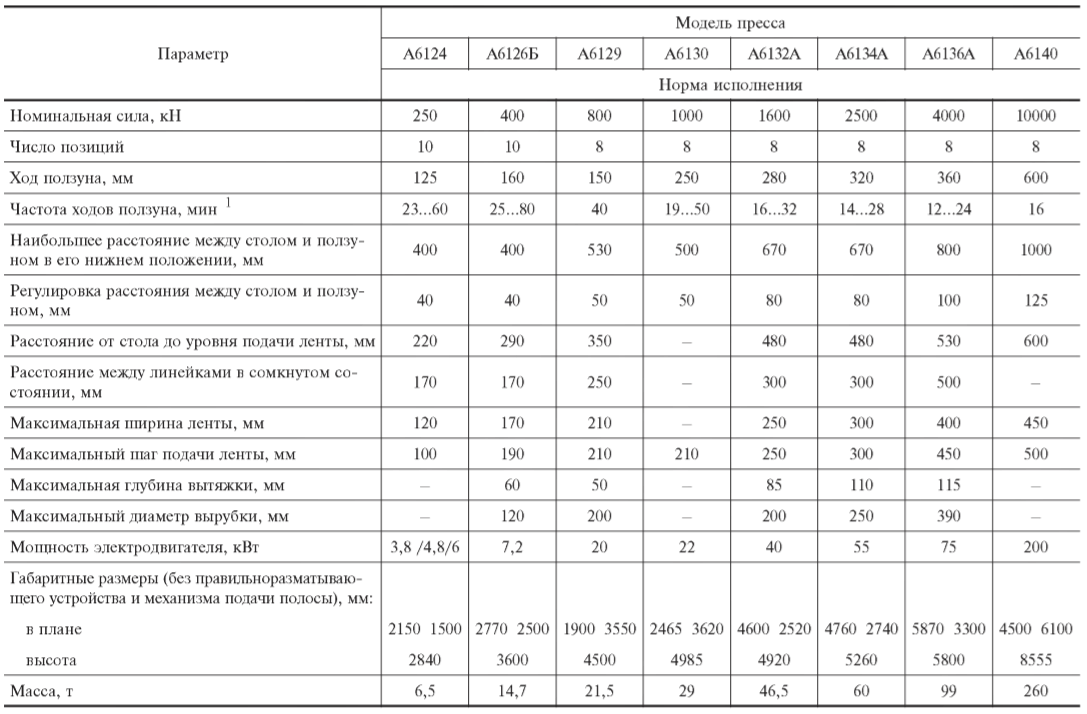
Prese automate de ștanțare a tablei cu poziții multiple

Presele-automate (tabel) sunt concepute pentru ștanțarea multioperațională consecutivă a produselor din benzi, benzi sau piese brute cu transfer automat al pieselor brute pe poziții. Pe presele automate se pot efectua diverse operații de ștanțare la rece: perforare, tragere, perforare, tăiere, calibrare și alte tipuri de lucrări similare.
Presele automate sunt compuse din următoarele unități principale: pat, cursor, acționare, ambreiaj și frână, dispozitiv de echilibrare a cursorului, suporturi de perforare și ejectoare, tampoane pneumatice, grapare și mecanisme de alunecare și deplasare a acestora, alimentare cu role cu acționare, foarfece, sisteme de răcire și lubrifiere. Patul preselor automate este de construcție sudată.
Cursorul se deplasează în ghidajele patului.
Glisiera de construcție sudată este acționată în mișcare alternativă de două biela conectate la roți excentrice. În planul inferior al glisierei există găuri pentru instalarea suporturilor de perforare.
Acționarea preselor automate se realizează de la un motor electric montat pe traversă prin curele trapezoidale pe volan.
Ambreiajul este pneumofricțiune, disc, cu inserții retinax. Frâna — pneumofricțiune, cu disc.
Tampoanele pneumatice amplasate în masa presei sunt utilizate pentru presarea și îndepărtarea piesei fabricate. Presiunea de aer necesară în cilindri este stabilită cu ajutorul regulatoarelor de presiune.
Transferul pieselor de la o poziție la alta se realizează prin alimentarea cu scoică. Mișcarea transversală la prinderea și eliberarea piesei, mecanismul de prindere o primește de la pene fixate pe cursor, iar mișcarea longitudinală — prin intermediul unei transmisii speciale de la arborele cotit.
Mașinile automate au un dispozitiv de derulare și un alimentator cu role pentru introducerea așchiilor în prima matriță. Rămășițele de așchie sunt tăiate cu ajutorul unor foarfece speciale sau pot fi înfășurate într-un mănunchi cu ajutorul unui dispozitiv de înfășurare.
Răcirea sculei este asigurată de o pompă centrifugă. Lubrifierea este combinată.
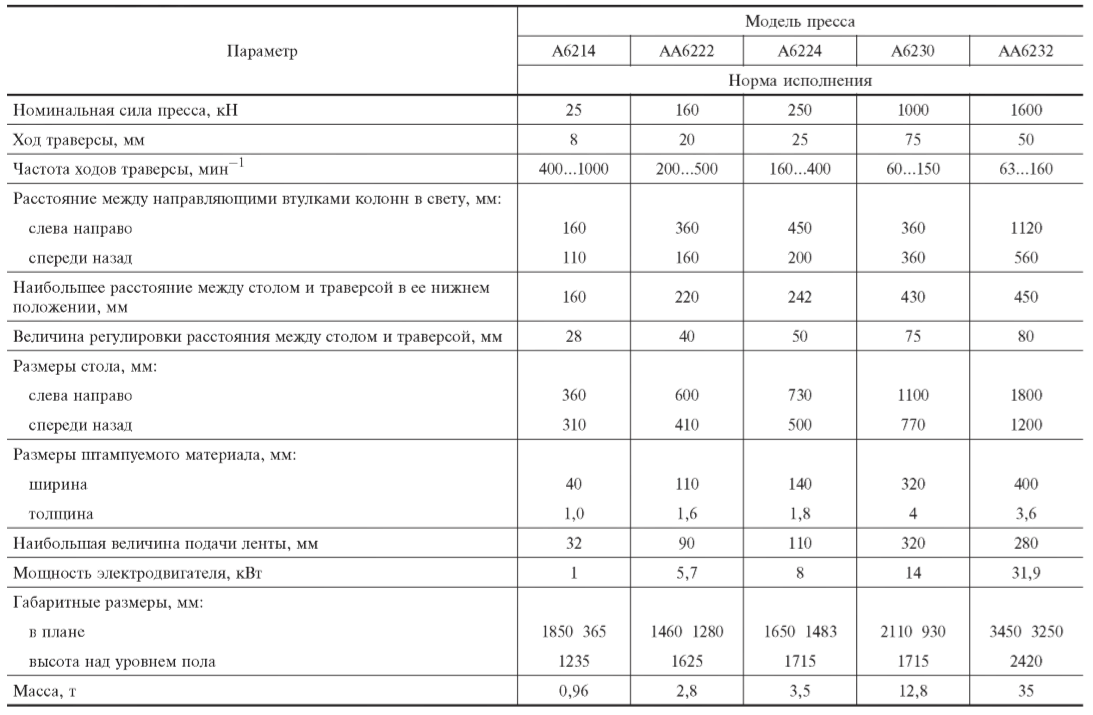
Prese automate de ștanțare a tablei metalice cu acționare de jos
Mașinile de presare automată de acest tip (tabelul 9) sunt concepute pentru forjarea la rece a produselor din benzi și benzi metalice. Cel mai eficient, mașinile automate de presare pot fi utilizate pentru fabricarea statoarelor și rotoarelor de fier ale motoarelor electrice de dimensiuni mici, a miezurilor diferitelor aparate electrice și a altor tipuri de lucrări similare.
Presele automate sunt compuse din următoarele unități principale: pat, cursor, acționare, ambreiaj și frână, contrabalansatoare, alimentare cu role cu acționare, foarfece, sistem de lubrifiere și echipament electric.
Patul este închis, sudat, format din două părți: corpul și baza.
Cele două grinzi inferioare ale cursorului sunt conectate cu grinda superioară prin patru coloane, care se deplasează în ghidaje de rulare.
Traversa superioară conține: un dispozitiv de reglare a distanței dintre traversă și masă, un dispozitiv de ridicare a rolelor superioare ale mecanismului de alimentare și ejectoare cu arc.
Presele sunt acționate de un motor electric de curent continuu cu viteză infinit variabilă printr-o transmisie cu curea trapezoidală la volanul arborelui excentric.
Ambreiajul este pneumofricțiune, multidisc, interblocat cu o frână cu disc.
Balansatoarele pneumatice sunt prevăzute pentru a echilibra părțile mobile ale presei și pentru a contracara sarcinile dinamice care apar în timpul funcționării.
Presele sunt echipate cu alimentatoare de role cu două fețe. Sunt disponibile dispozitive de derulare și de înfășurare pentru formarea rolelor.
Deșeurile de bandă pot fi tăiate în bucăți cu ajutorul foarfecelor acționate de alimentatorul de role.
Comanda presei este electropneumatică, cu buton.
Schema circuitului electric prevede funcționarea mașinii de presat automate în următoarele moduri: reglaj, automat, cu o singură cursă.
Lubrifierea este lichidă, centralizată.
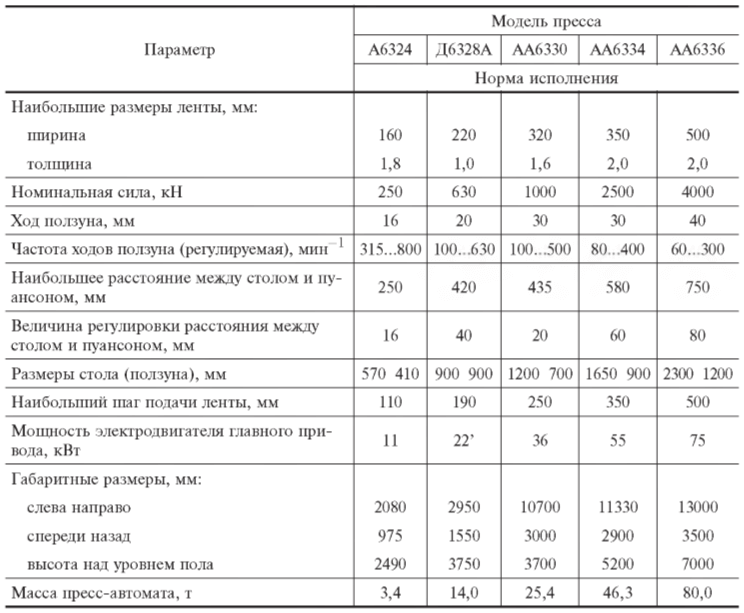
Prese-automate de mare viteză pentru decupare
Presele automate (tabelul 10) sunt concepute pentru perforarea pieselor din tablă subțire laminată la rece de oțel electric în bobină în matrițe de oțel și carbură cu acțiune secvențială.
Patul preselor automate este sudat. Acționarea include un motor electric asincron cu cușcă de veveriță, un ambreiaj glisant cu inducție și un sistem de reglare automată care asigură caracteristicile mecanice rigide ale acționării. Acționarea permite controlul infinit variabil al vitezei cursei cursorului pe minut. Mișcarea de la motorul electric este transmisă prin intermediul unei curele trapezoidale și al unui volant la arborele excentric, care deplasează glisorul și echilibrul dinamic.
Instalarea arborelui excentric și a bielii pe rulmenți crește rigiditatea manivelei și a mecanismului bielii, asigură o reducere a puterii în gol și o durată de viață sporită la creșterea frecvenței curselor cursorului pe minut. Berbecul execută mișcarea alternativă în ghidaje de rulare fără joc cu opt piste. Masele rotative sunt echilibrate de două dispozitive de dezechilibrare montate pe arbore.
Dispozitivele de echilibrare a vibrațiilor dinamice sunt coloane conectate prin tije de legătură la un arbore excentric. Excentricitatea arborelui pentru dispozitivele de echilibrare este în direcția opusă față de excentricitatea tijelor de legătură circulare, astfel încât dispozitivele de echilibrare se deplasează în contrafază cu glisorul, echilibrând masele alternative ale glisorului și jumătatea superioară a matriței. Coloanele au ghidaje cu bile rulante în partea superioară și inferioară.
Pe arborele excentric se află, de asemenea, roți dințate ale lanțului de transmisie care antrenează arborele comandantului și o frână de fricțiune suplimentară, care asigură, cu ajutorul comandantului, oprirea glisorului în punctul mort superior la orice cursă pe minut.
În mod standard, presele sunt echipate cu un sistem de alimentare cu pinci, dar la comandă specială pot fi echipate cu un sistem de alimentare cu role de împingere sau de tracțiune.
În cazul presei automate A6324, înălțimea închisă a spațiului dintre ștampile este reglată cu ajutorul unei pene autoblocante cu alunecare dublă. În alte prese automate, pentru această reglare se utilizează un motor electric separat. Modurile de lucru ale preselor automate: reglare, o singură cursă, automat.
Lubrifierea este pulsatorie, centralizată. În plus, este prevăzută lubrifierea prin ceață de ulei și lubrifierea tehnologică a curelei.
Prese automate pentru perforarea de finisare
Presele automate (tabelul 11) sunt concepute pentru fabricarea de piese cu configurație complexă, cu precizie ridicată și suprafață de tăiere de calitate (Rа 0,63…2,5 microni).
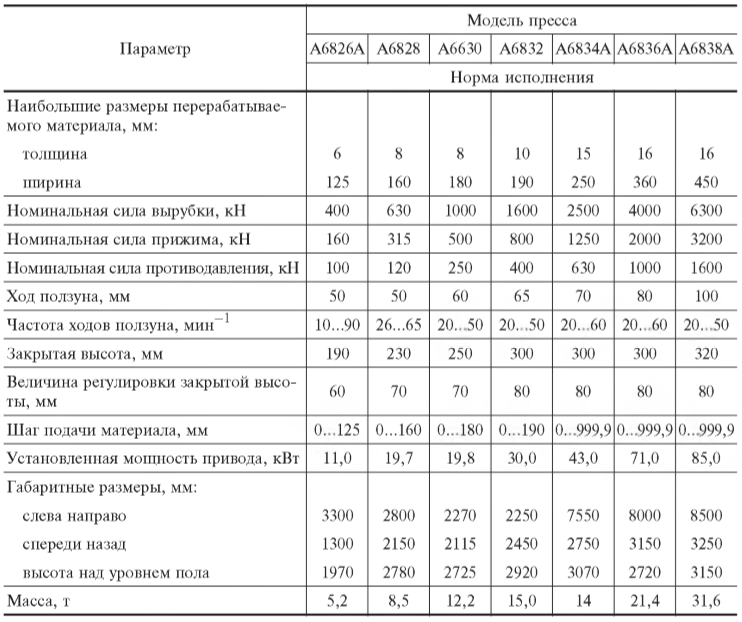
Finisarea perforării la presele automate se realizează prin crearea unei compresiuni puternice de jur împrejur a piesei, contribuind la stabilitatea deformării plastice și la îmbunătățirea proprietăților plastice ale metalului.
Presele automate cu triplu efect pentru finisare sunt dispuse vertical și echipate cu acționare hidraulică, pneumatică și sistem de răcire.
Presele automate funcționează după cum urmează. La apăsarea butonului de pornire, o bandă dintr-o grămadă de material stivuită în caseta de alimentare cu benzi este introdusă în alimentatorul de împingere cu ajutorul unor dispozitive de prindere mobile și fixată între arborii acestuia cu ajutorul arborelui de acționare inferior care se rotește de la amplificatorul hidraulic cu un motor pas cu pas. Atunci când banda este introdusă în spațiul dintre ștampile, glisorul se deplasează în sus și matrița se închide — are loc procesul de perforare. Când matrița se deschide, produsul și marginea sunt împinse și suflate din zona matriței în separator, unde sunt separate. Banda este apoi deplasată la o treaptă predeterminată și ciclul se repetă.
Pe măsură ce banda avansează, intră în alimentatorul de tracțiune și materialul este interceptat, adică materialul va fi acum alimentat de mecanismul de tracțiune. Pe măsură ce banda avansează prin procesul de tăiere, aceasta intră în foarfecele hidraulice care taie deșeurile în secțiuni predeterminate. De îndată ce banda părăsește alimentatorul de tracțiune, se dă o comandă pentru a introduce o nouă bandă în alimentatorul de împingere. În cazul preselor automate cu dispozitive de îndreptare și înfășurare, banda este introdusă în alimentator și operațiunea se desfășoară în același mod. După decupare, banda este tăiată cu foarfeca sau rebobinată într-o rolă de către dispozitivul de rebobinare. Unitatea hidraulică instalată separat include unități de pompare, panouri de comandă hidraulică, sistem de filtrare a fluidului de lucru și acumulatori hidraulici. Presele automate sunt echipate cu un dispozitiv de lubrifiere a materialului presat.
Modurile de lucru ale preselor automate: setare, curse simple, automate. Comanda este cu buton.
Mașini de îndoit și îndreptat
Prese de îndoire cu manivelă
Presele de îndoit foi cu manivelă (tabelul 12) sunt concepute pentru îndoirea și profilarea foilor de material.
Atunci când sunt echipate cu unelte speciale, acestea pot fi utilizate pentru tăiere, perforare și alte operațiuni. Presele sunt compuse din următoarele unități principale: pat, acționare, ambreiaj, frână, cursor cu dispozitiv de echilibrare și sistem de lubrifiere. Patul presei este sudat, cu două stative, de tip deschis. Standurile, care au o secțiune de cutie, sunt conectate între ele printr-o masă și patru legături.
Masa este sudată, fixată pe pat cu bolțuri și șuruburi. Glisorul, care este o placă de oțel, se deplasează în ghidajele reglabile ale patului. În partea sa inferioară există o canelură pentru fixarea pumnului. Reglarea poziției glisorului în înălțime se realizează cu ajutorul unui motor electric individual, prin intermediul unei cutii de viteze cu șurub, cu perechi de șuruburi și șuruburi. Distanța dintre masă și cursor este controlată de un cântar instalat la locul de muncă. Presele sunt acționate de un motor electric prin intermediul unei curele trapezoidale și a unei transmisii în două trepte pe un arbore excentric.
Ambreiajul este cu fricțiune, cu disc, pneumatic. Interacțiunea ambreiajului cu frâna cu disc este asigurată de blocarea electropneumatică.
Circuitul electric al preselor asigură funcționarea acestora în curse simple și automate, precum și în modul de reglare.
Control prin pedală și buton. Lubrifierea mecanismelor principale este centralizată, groasă, folosind o pompă manuală și dozatoare.
Prese hidraulice de îndoire a tablelor
Presele de acest tip (tabelul 13) sunt concepute pentru fabricarea diferitelor piese din benzi și foi laminate prin metoda îndoirii libere. Atunci când se utilizează unelte speciale pe prese, este posibil să se efectueze operații de perforare, perforare, tăiere și alte operații similare.
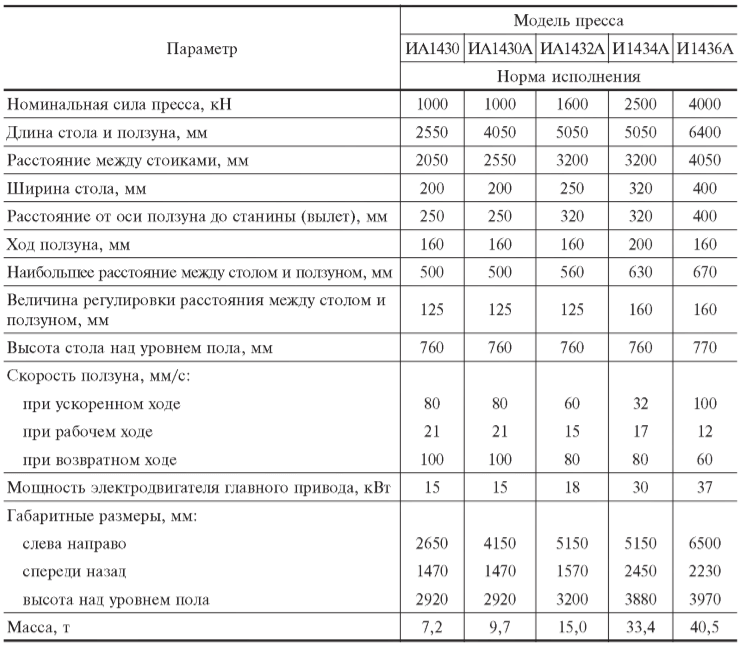
Piesa de prelucrat este așezată pe o matrice cu trei fire și îndoită la un unghi, a cărui valoare este determinată de cursa de perforare.
Patul preselor IA1430, IA1430A și IA1432A este complet sudat, cu două coloane. Patul preselor I1434A și I1436A este format din două coloane legate între ele printr-o masă, o bară transversală și un rezervor de acționare hidraulică. Patul presei I1436A este întărit suplimentar cu pereți față și spate. În partea superioară a patului sunt amplasate principalii cilindri hidraulici și acționarea hidraulică cu echipamente și conducte hidraulice.
Acționarea hidraulică constă dintr-o unitate de pompare și un rezervor de ulei. Unitatea de pompare constă într-o pompă cu debit dublu reglabilă cu piston axial. Pe panoul superior al rezervorului de ulei se află un releu de control al nivelului minim de ulei, interconectat cu motorul electric. În interiorul rezervorului este montată o serpentină de răcire, care este conectată la rețeaua de alimentare cu apă și menține temperatura necesară a uleiului în rezervor.
Panoul hidraulic asigură distribuția a două fluxuri autonome de fluid de lucru în cavitățile corespunzătoare a doi cilindri hidraulici principali, precum și reglarea debitelor și a presiunii în cilindrii hidraulici.
Cilindrii hidraulici principali de tip piston au cavități de lucru și de retur. Reductoarele cu șurub cu două trepte sunt atașate la tijele din părțile inferioare ale cilindrilor principali. Rotirea reductoarelor este transmisă prin cuplaje articulate de la mecanismele de reglare a cursei cursorului. Circuitul hidraulic al preselor asigură apropierea accelerată a glisorului de piesa de prelucrat, mișcarea lentă a glisorului în timpul îndoirii și retragerea accelerată a glisorului în poziția inițială după terminarea cursei de lucru. Presele sunt echipate cu un sistem original de sincronizare a tijelor cilindrilor hidraulici, care elimină înclinarea glisorului în timpul deplasării sale.
Glisorul este fabricat din tablă și se deplasează în ghidaje dreptunghiulare ale patului cu tampoane din textolit.
Pe părțile interioare ale șinelor patului sunt fixate suporturi, în care sunt montate brațe de urmărire pe axe paralele cu șinele patului. Rulmenții cu bile cu canelură adâncă se rotesc pe pârghii pe măsură ce glisierul se deplasează. În cazul unei nealinieri minime admisibile a glisierei, una dintre pârghii se rotește în jurul axei și mișcă bobina supapei de urmărire prin intermediul brațului basculant. În funcție de gradul de deplasare a supapei de urmărire, se reduce debitul fluidului de lucru în debitul corespunzător al pompei.
Stopurile frontale, care sunt suporturi sudate, sunt utilizate pentru a regla lățimea flanșelor curbate.
Un mecanism de blocare este utilizat pentru a menține cursorul în poziția superioară pe opririle glisante (în cazul roboților de reparații).
Presele sunt echipate cu un dispozitiv pneumatic, care stabilește unul dintre cele trei fluxuri de matrice sub pumn.
Modurile de funcționare a preselor: reglare, curse unice, automat. Comanda preselor se face prin buton (de la panoul de comandă portabil) și pedală. Lubrifierea este combinată: lubrifiere centralizată prin impulsuri de la stația de lubrifiere și lubrifiere manuală individuală prin nipluri de ungere.
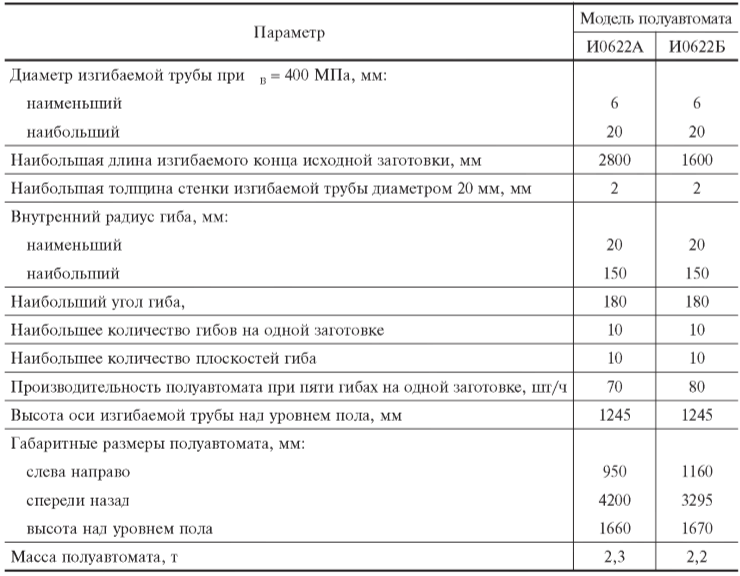
Mașini semiautomate de îndoit tuburi controlate prin program
Mașinile semiautomate de îndoit țevi (tabelul 14) sunt concepute pentru îndoirea spațială a țevilor de oțel prin metoda laminării. În acest caz, axa de rotație a rolei de îndoire este situată în plan orizontal, iar îndoirea țevilor se realizează în plan vertical.
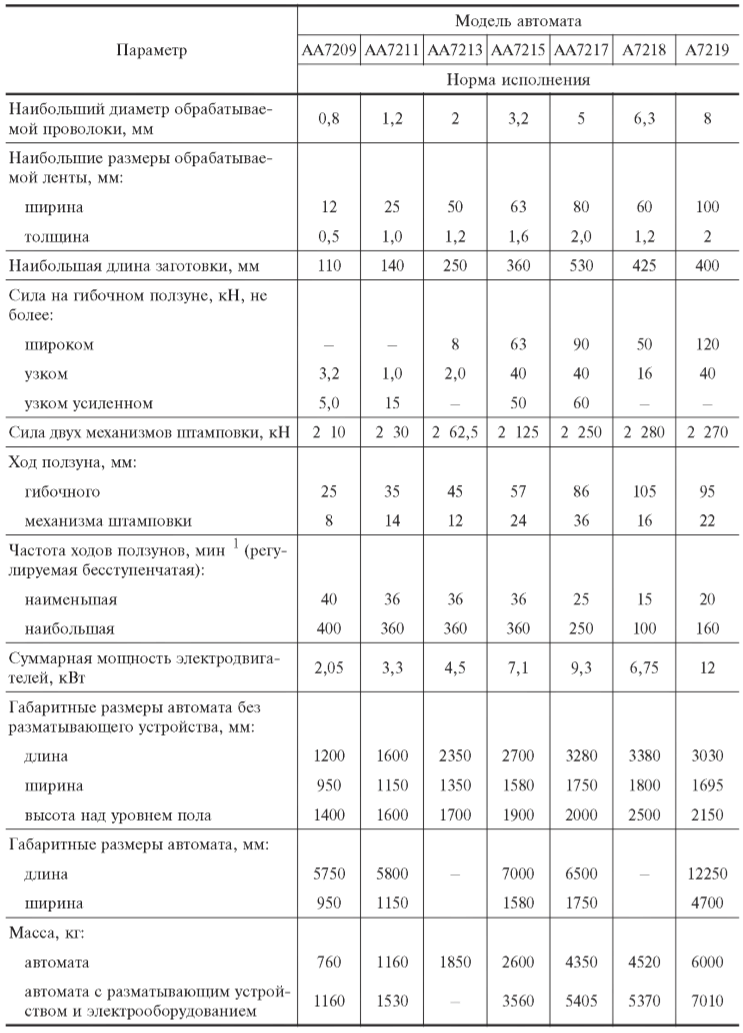
Automatele de îndoire universală cu glisiere de îndoire acționează de la angrenajul central.
Automatele (tabelul 15), având capacități tehnologice largi, sunt concepute pentru fabricarea de piese de diferite forme și dimensiuni prin îndoire, perforare și poansonare din sârmă sau bandă calibrată. Automatele echipate cu buncăre de vibrații pot fi utilizate pentru fabricarea pieselor din piese.
Patul mașinii este sudat, în formă de cutie. În interiorul patului sunt amplasate acționarea și glisierele. Pe placa frontală a patului sunt amplasate în jurul mandrinei, glisierele de îndoire și mecanismele de ștanțare, care realizează procesul tehnologic.
Glisierele sunt realizate sub formă de blocuri agregate, ceea ce face posibilă îndepărtarea și instalarea lor ușoară și rapidă pe mașină atunci când se trece la producția altor piese. Glisierele de îndoire sunt instalate la unghiuri diferite în raport cu mandrina de îndoire, pe care este formată piesa, astfel încât se utilizează perforatoare de îndoire de formă geometrică simplă. Poziția glisierelor în raport cu mandrina de îndoire poate fi reglată cu ajutorul unei perechi de șuruburi.
Mașinile automate sunt echipate cu dispozitive de derulare și îndreptare, mecanisme de alimentare.
Mecanismul de alimentare este acționat de la angrenajul central prin intermediul angrenajelor. Atunci când mecanismul de alimentare funcționează, materialul este prins constant de fălci. Pasul de alimentare este reglabil și setat mai mare (cu 1,0 … 1,5 mm) decât este necesar da piesa fabricată.
Precizia alimentării piesei până la 0,1 mm este asigurată de opritori.
Mașinile automate sunt realizate cu șase glisiere de îndoire: patru largi (două stânga, două dreapta) și două înguste.
Setul de unelte pentru formare este împărțit în următoarele trei grupe: unelte de îndoire montate pe glisierele de îndoire (late, înguste în unitatea de extragere), unelte de perforare plasate în spațiul matriței mecanismului de ștanțare, rigle de ghidare și strângere, instalate între unitățile de alimentare (și uneori în mecanismul însuși) și mecanismul de ștanțare.
Ansamblul uneltelor de perforare include de obicei un pachet de matrițe și matrița în sine. Pachetul de matrițe constă în plăci superioare și inferioare, coloane de ghidare, bucșe și cleme.
Pachete de echipamente, linii automate
Pachete de echipamente bazate pe prese deschise cu o singură manivelă cu acțiune simplă.
Aceste complexe (tabelele 16 și 17) sunt concepute pentru operațiunile de ștanțare la rece (perforare, perforare, îndoire, tragere superficială) a pieselor din material de bandă (rolă). Ele asigură derularea și îndreptarea benzii de pe rolă, aplicarea lubrifiantului tehnologic pe bandă, introducerea benzii în matriță și tăierea deșeurilor de bandă în piese brute măsurate.
Componența complexelor: dispozitiv de îndreptare și derulare, alimentator cu role sau gheare, presă și foarfece.
Dispozitivul de îndreptare și derulare asigură reglarea rolei, derularea și îndreptarea benzii și crearea buclelor de compensare în timpul operațiunii complexe. Dispozitivul de îndreptare și derulare este acționat de motoare electrice separate, cu reglarea continuă a vitezei de derulare și îndreptare. Controlul asupra prezenței și dimensiunii buclei de compensare este automat.
Alimentarea cu role (gheare) asigură transportul așchiilor către zona de ștanțare. Alimentarea cu role este acționată de presă. Pasul de alimentare este reglabil. Acționarea alimentatorului cu gheare este pneumatică, cu doi cilindri. Principalele echipamente tehnologice ale complexelor sunt prese deschise cu o singură manivelă. Foarfecele sunt concepute pentru tăierea deșeurilor de bandă în piese brute măsurate.
Controlul complexelor este cu buton.
Schema electrică prevede funcționarea complexelor în modul de reglare și automat, precum și în modul cu o singură cursă.
Complexul este echipat cu indicarea următorilor parametri tehnologici. În modul de reglare: cursa glisorului, distanța dintre masă și glisor, poziția glisorului. În modul de lucru: valoarea cursei glisorului, numărul de curse ale glisorului pe minut, numărul de piese ștanțate, forța de presare.
Complexele prezentate în tabelul 18 sunt concepute pentru ștanțarea la rece a pieselor din benzi de material prin metode de perforare, deformare, ambutisare superficială și îndoire.
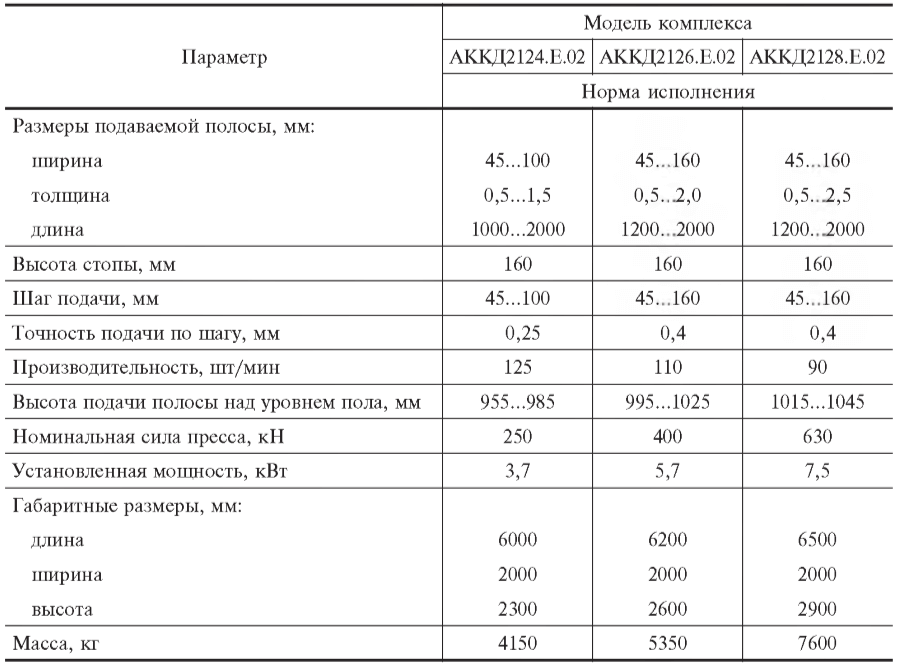
Componența complexelor: alimentator de benzi, alimentator cu role, presă și foarfece.
Caseta alimentatorului de benzi cu un pachet de benzi este transportată pe un cărucior la poziția de încărcare a transportorului cu role. Nivelul de evacuare a benzilor este menținut constant de un mecanism special. Îndepărtarea benzilor și alimentarea cu acestea a transportoarelor cu role se realizează cu ajutorul unei grinzi cu dispozitive pneumatice de aspirație instalate pe aceasta. Mișcarea orizontală a grinzii este realizată de căruciorul pe care este montată, iar ridicarea verticală — de un cilindru pneumatic. De la transportorul cu role, banda este direcționată către alimentatorul cu role.
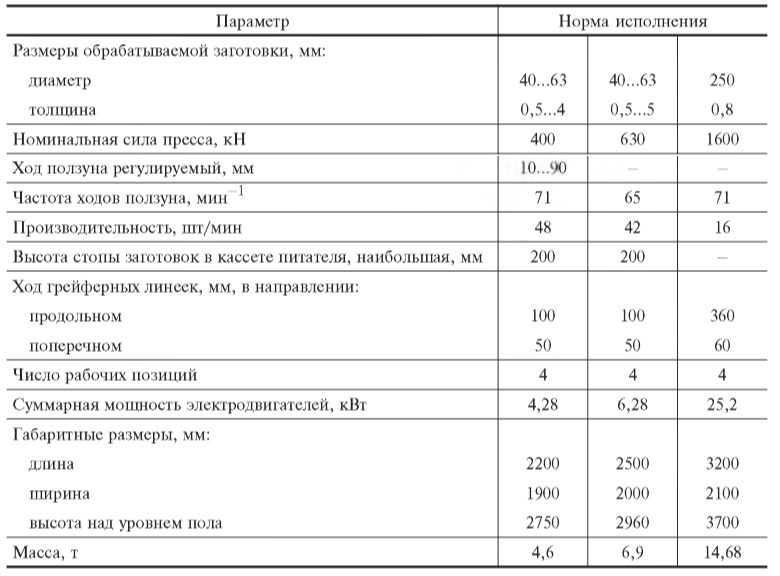
Complexele (tabelul 19) sunt concepute pentru ștanțarea la rece a pieselor din piese de prelucrat la bucată, cu alimentare cu clapetă. Complexul include o presă cu o singură manivelă cu acțiune simplă și un alimentator cu cochilie.
Complexe robotizate de echipamente bazate pe prese deschise cu o singură manivelă cu funcționare simplă
Complexele robotizate (tabelul 20) sunt concepute pentru ștanțarea din piese brute a diferitelor părți care necesită cel puțin două operațiuni de ștanțare pentru fabricarea lor.
Componența complexelor: două prese, un robot, o magazie și un sistem de control al programului.
Principalele echipamente tehnologice ale complexelor sunt prese deschise cu o singură manivelă, cu acțiune simplă.
Un robot cu trei brațe asigură transferul pieselor din magazie la pozițiile de lucru ale preselor și descărcarea pieselor ștanțate din zona de lucru. Piesele de prelucrat sunt prinse din magazie de ventuze cu vid.
Pentru a exclude pătrunderea pieselor gemene în matrița primei prese, este prevăzut un dispozitiv electromecanic de separare.
Complexele pot fi echipate cu un dispozitiv de descărcare cu poartă pentru prima presă. În acest caz, este posibil să se utilizeze un robot cu două brațe pentru transferul pieselor brute de la prima presă la a doua presă și descărcarea pieselor ștanțate din zona de lucru a celei de-a doua prese în containere.
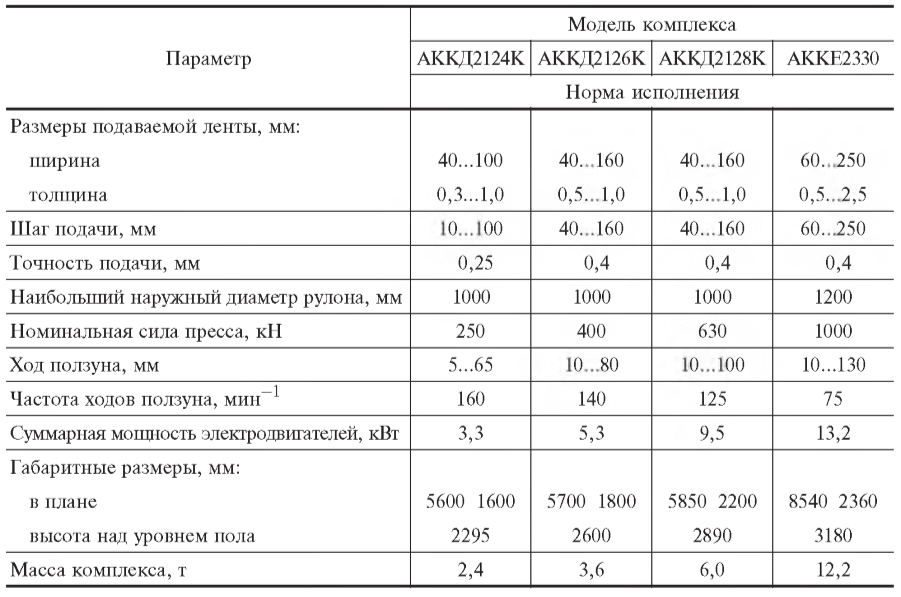
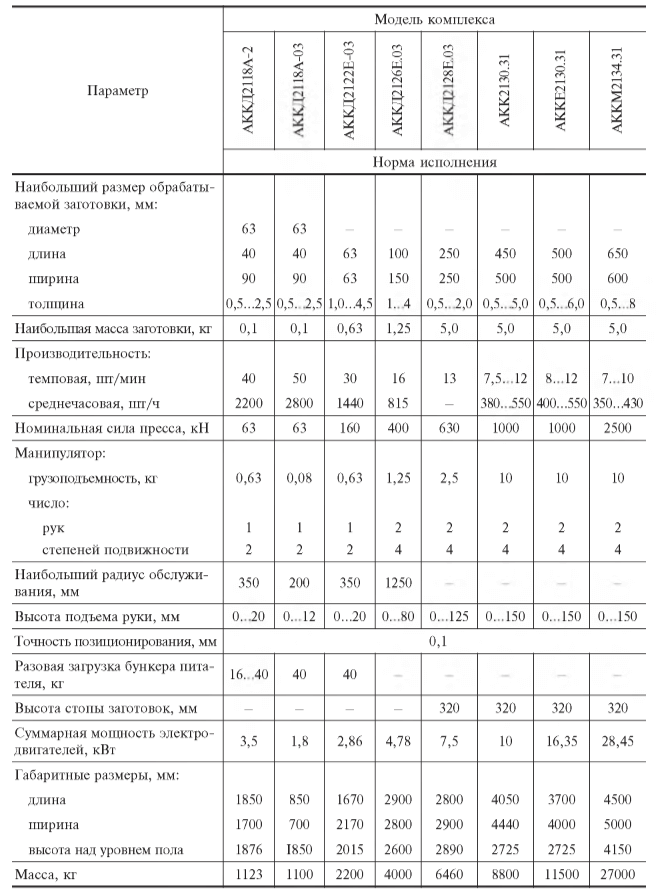
Complexe de echipamente bazate pe prese închise cu o singură manivelă, cu acțiune simplă și alimentator cu clește
Complexele de acest tip (fig. 6 și tabelul 21) sunt concepute pentru ștanțarea pieselor din bandă (bobină); acestea asigură încărcarea mecanizată a bobinei pe dispozitivul de derulare, derularea și îndreptarea automată a benzii, alimentarea pas cu pas a benzii în presă până la poziția de ștanțare și îndepărtarea pieselor ștanțate.
Componența complexelor: cărucior de încărcare a bobinei, dispozitiv de derulare, dispozitiv de îndreptare, alimentator cu gheare, presă, extractor de cremalieră. Dispozitivele de derulare și de îndreptare au acționări separate cu reglarea continuă a vitezei de derulare și îndreptare a benzii. Dispozitivul de îndreptare este echipat cu foarfece hidraulice pentru tăierea capătului defect al așchiei înainte ca aceasta să fie încărcată în unitățile complexelor. Funcționarea automată a dispozitivelor de derulare și îndreptare este asigurată de un sistem de pârghii-stil cu un sistem de comutatoare de limită, care controlează și menține în anumite limite stocul de așchie în compensatorul de buclă.
Acționarea de alimentare a pinzei este electromecanică. Pasul de avans este reglabil. Strângerea așchiilor în timpul transferului la treaptă și blocarea lor în timpul cursei de întoarcere a clemelor de alimentare se realizează cu ajutorul unor cilindri hidraulici. Atunci când așchia părăsește alimentatorul cu clește, aceasta este lubrifiată cu lubrifiant tehnologic prin intermediul rolelor de lubrifiere.
Introducerea benzii în matriță se realizează pe partea dreaptă, printr-o fereastră în standul presei. Principalele echipamente tehnologice ale complexelor sunt prese închise cu o singură manivelă, cu acțiune simplă.
Piesele ștanțate sunt scoase din zona matriței de un extractor cu cremalieră și pinion acționat de glisiera presei. Deșeurile de benzi sunt tăiate de matriță și îndepărtate prin glisiere și tăvițe către containere sau către banda transportoare din magazin. Controlul complexelor se face prin apăsarea unui buton.
Schema electrică prevede funcționarea complexelor în modul de reglare și automat, precum și în modul cu o singură cursă.
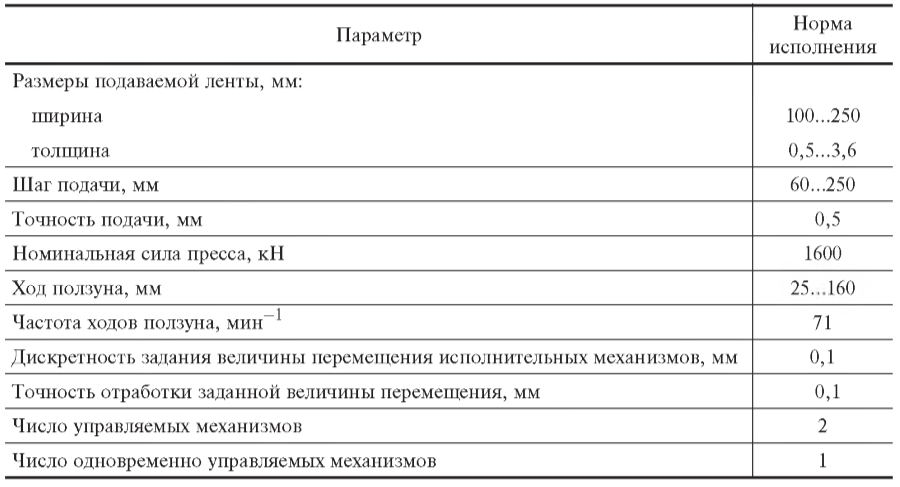
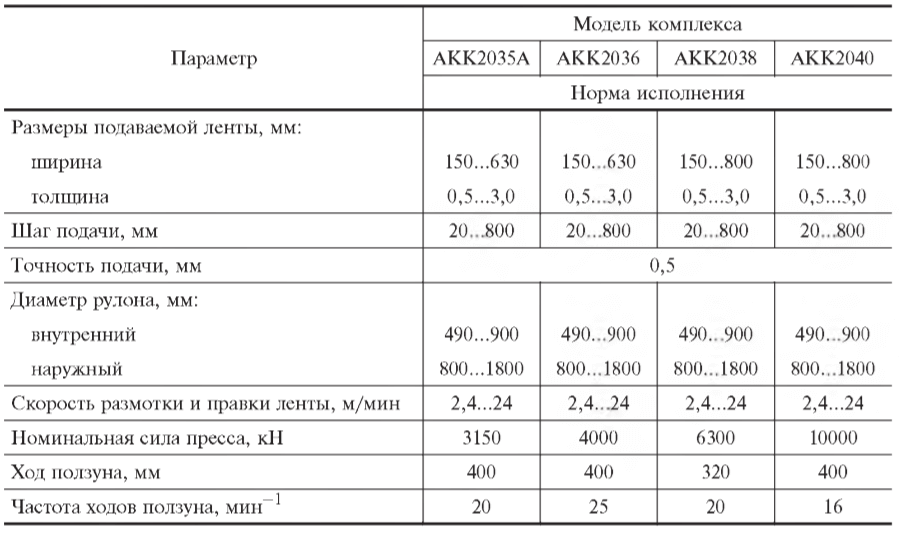
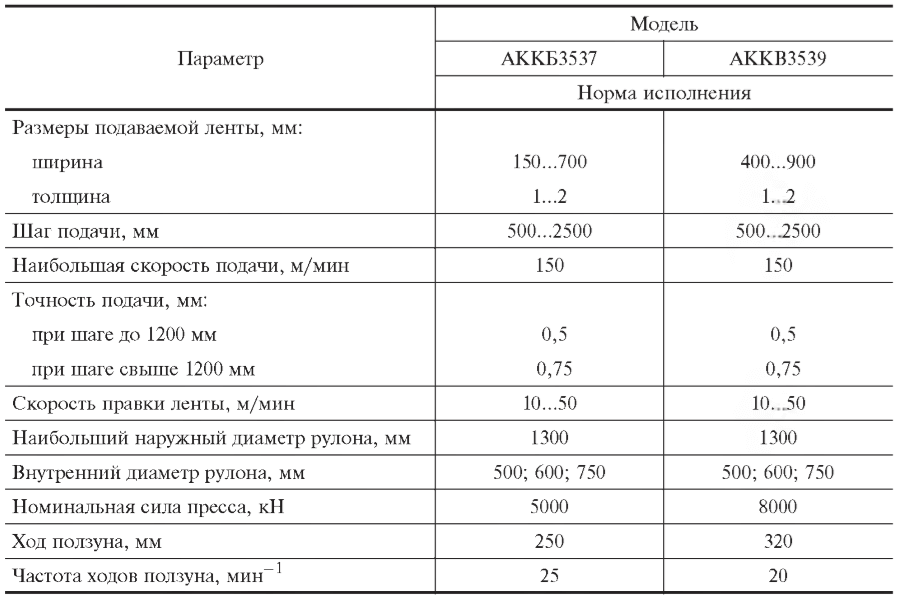
Complexe de echipamente pe bază de prese închise cu o singură manivelă de acțiune simplă cu alimentator cu role.
Complexele (fig. 7 și tabelul 22) sunt concepute pentru prelucrarea materialului în benzi în carduri sau piese brute.
Componența complexelor: alimentator de benzi, alimentator în trepte sau cu role, presă, mecanism de îndepărtare a pieselor, foarfece.
Alimentatorul de benzi este alcătuit dintr-un transportor care primește și transferă o grămadă de benzi la poziția de repoziționare, o masă de ridicare care ridică ușor grămada pe măsură ce benzile sunt selectate din aceasta și un repoziționator de benzi care efectuează repoziționarea piesă cu piesă a benzilor din grămadă la poziția de primire a alimentatorului pas cu pas (cu role) cu ajutorul electromagnetului.
Mecanismul de alimentare pas cu pas este un transportor cu role pe care se deplasează căruciorul cu câini. Căruciorul este acționat de presă. Pasul de alimentare poate fi reglat atunci când se trece la tăierea cardurilor de alte dimensiuni. Cardurile tăiate se deplasează pe banda cu role și sunt apoi aruncate în containere sau stivuite.
Alimentarea cu role este acționată individual de un motor electric sincron. Sistemul de control electronic permite reglarea continuă a pasului de alimentare la perforarea pieselor de diferite dimensiuni. Partea tăiată este împinsă prin orificiul matriței și rulată pe banda cu role într-un container sau într-un dispozitiv de capsare.
Benzile sunt introduse în matriță din dreapta printr-o fereastră din suportul presei. Benzile sunt lubrifiate înainte de a fi introduse în matriță.
Echipamentul tehnologic principal al complexelor este reprezentat de prese închise cu o singură manivelă, cu acțiune simplă.
Presele sunt echipate cu un mecanism de presare și îndepărtare a pieselor, montat pe un cursor. Grila de deșeuri formată în timpul tăierii semifabricatelor este introdusă de rolele de tracțiune în foarfecele acționate mecanic sau hidraulic și tăiată în piese de către linioare.
Comanda complexelor se face prin buton. Schema electrică prevede funcționarea complexelor în modul de reglare și automat, precum și în modul cu o singură cursă.
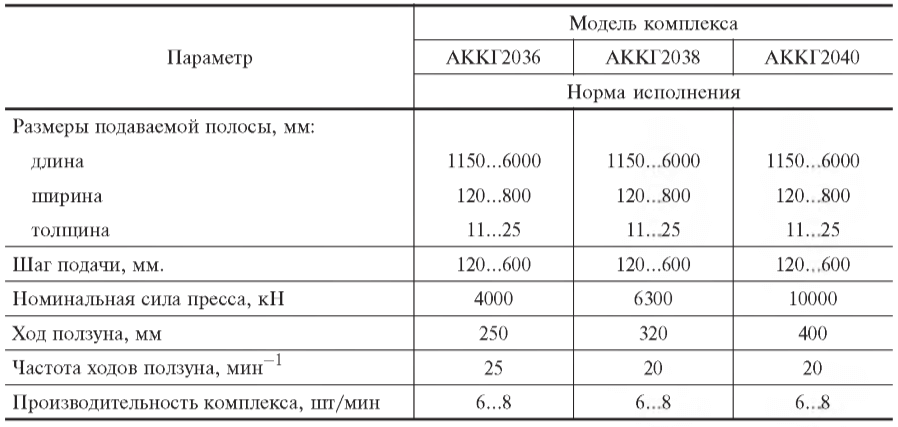
Complexe de echipamente pe baza preselor închise cu două manivele cu acțiune simplă
Complexele (fig. 8 și tabelul 23) sunt concepute pentru ștanțarea pieselor din material în bandă (rolă) și asigură încărcarea mecanizată a rolei pe dispozitivul de derulare, derularea și îndreptarea benzii, alimentarea automată a benzii în presă la poziția de ștanțare și îndepărtarea pieselor ștanțate.
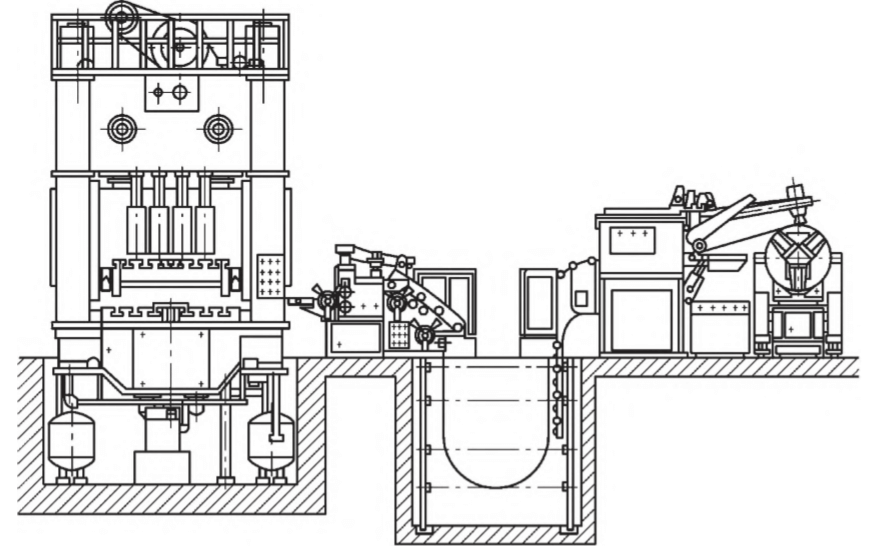
Componența complexelor: cărucior de încărcare a rolelor, dispozitiv de derulare, dispozitiv de îndreptare, alimentator de role și presă.
Căruciorul este utilizat pentru alimentarea și așezarea bobinei pe axul dispozitivului de derulare.
Dispozitivul de derulare este conceput pentru a menține balotul în timpul funcționării complexului. Acționarea dispozitivului este electromecanică și este utilizată pentru a înfileta capătul fâșiei în dispozitivul potrivit. Desfășurarea ulterioară a fâșiei este efectuată de rolele de acționare ale dispozitivului de îndreptare.
Dispozitivul de îndreptare este utilizat pentru a elimina curbura reziduală a fâșiei după derularea acesteia de pe rolă și pentru a stabili o buclă de compensare înainte ca fâșia să intre în alimentarea cu role.
Unitatea de îndreptare este o mașină cu nouă role cu două perechi de role de tracțiune. Cele patru role de îndreptare inferioare și cele două perechi de role de tracțiune sunt role motoare. Dispozitivul de îndreptare este acționat de un motor de curent continuu cu reglare continuă a vitezei, ceea ce face posibilă modificarea lină a vitezei de îndreptare a benzii în intervalul 10…50 m/min.
Alimentatorul cu role deplasează periodic banda cu un pas stabilit în matrița presei. Acționarea alimentatorului cu role este acționată de un motor de curent continuu controlat electronic.
Echipamentul tehnologic principal al complexelor este reprezentat de prese închise cu două manivele și acțiune simplă.
Schema electrică prevede funcționarea complexelor în modul de reglare și automat, precum și în modul cu o singură cursă.
Pentru a spori fiabilitatea funcționării echipamentelor, complexele sunt echipate cu următoarele sisteme: sisteme de control al diametrului exterior al balotului, al trecerii benzii de la dispozitivul de derulare la cel corect și controlul prezenței și dimensiunilor buclei de compensare.