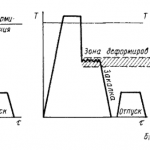
La turnarea formei cu metal, se generează o forță sub acțiunea căreia jumătatea superioară a formei se ridică. Pentru a evita ridicarea părții superioare a matriței în timpul turnării și scurgerea metalului de-a lungul partiției sale, matrița este fixată cu ajutorul unor greutăți sau dispozitive speciale. Calculul forței de fixare poate fi efectuat ținând seama de determinarea forței P a metalului la ridicarea jumătății superioare a matriței.
Pentru matrițe fără tije

pentru matrițe cu tije

unde P — forța metalului la ridicarea jumătății superioare a matriței, N; k — factorul de rezervă, ținând seama de șocul hidraulic, k = 2÷4; valoarea lui k ia cu atât mai mult, cu cât viteza de turnare este mai mare și turnarea mai mare; H — înălțimea jumătății superioare a matriței, m; Fmatriță — este suprafața proiecției orizontale a piesei turnate în planul de despărțire, m 2 ; Fturnare— suprafața sistemului de caneluri în golul matriței, m 2 ; γм, γст — masa volumică a metalului lichid și a tijei, kg/m 3 ; Vст — volumul tijelor fără semn, m 3 ; q = mg — forța gravitațională a jumătății superioare a matriței, N.
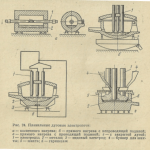
Pentru încărcarea matrițelor turnate pe platou sau pe transportoare cu role, sarcinile se stabilesc cu ajutorul macaralelor. Pentru turnarea matrițelor pe transportoare în mișcare continuă cu mișcare pulsatorie se utilizează dispozitive speciale. La turnarea matrițelor pe un transportor cu mișcare continuă, matrițele sunt încărcate cu ajutorul unor dispozitive de transport închise orizontal sau vertical, care deplasează încărcăturile sincron cu mișcarea matrițelor. Cu ajutorul acestor dispozitive, greutățile sunt plasate pe matrițe în zona de turnare și apoi ridicate atunci când nu mai este necesară încărcarea matrițelor.
Figura 9.4 prezintă o schemă a unei zone de turnare pe un transportor în mișcare continuă, unde matrițele sunt încărcate cu ajutorul unui dispozitiv de încărcare a transportului închis orizontal.
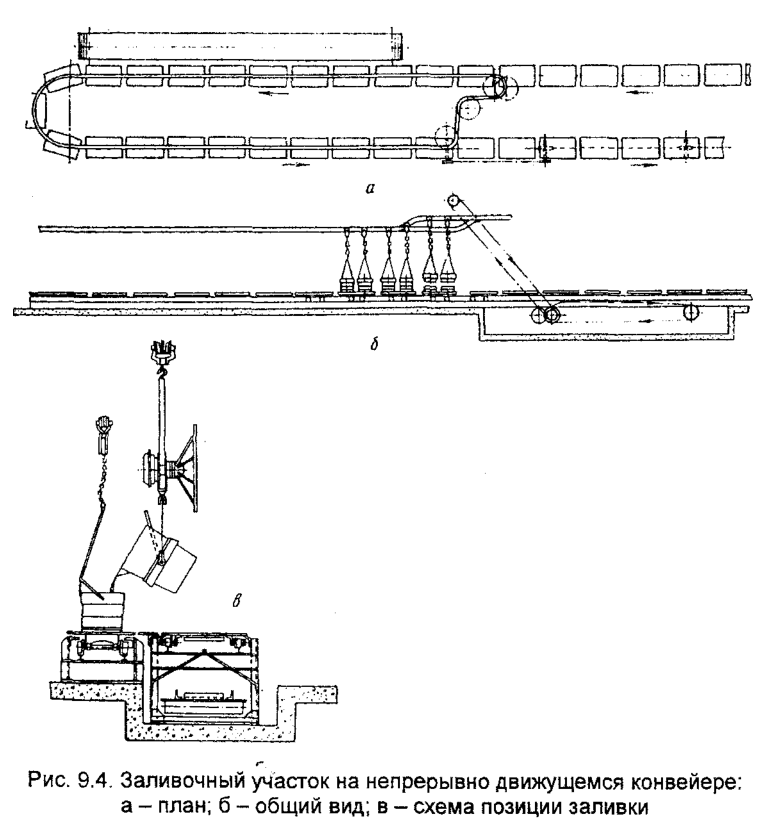
Transportatorul și dispozitivul de încărcare a matrițelor au o acționare sincronă, care asigură plasarea precisă a sarcinilor pe matrițe.
În zonele de turnare în care se utilizează transportoare pulsatorii, pentru încărcarea matrițelor se folosesc dispozitive de schimbare a sarcinii. Schimbătoarele instalează încărcătura înainte de secțiunea de turnare și o îndepărtează după ce matrița părăsește secțiunea de răcire a transportoarelor înainte de debitare.
Sunt utilizate shufflers, în care instalarea și îndepărtarea încărcăturilor se realizează printr-un singur mecanism, și scheme în care instalarea și îndepărtarea încărcăturilor se realizează prin mecanisme diferite, iar transferul încărcăturilor de la încărcător la încărcător — transport special.
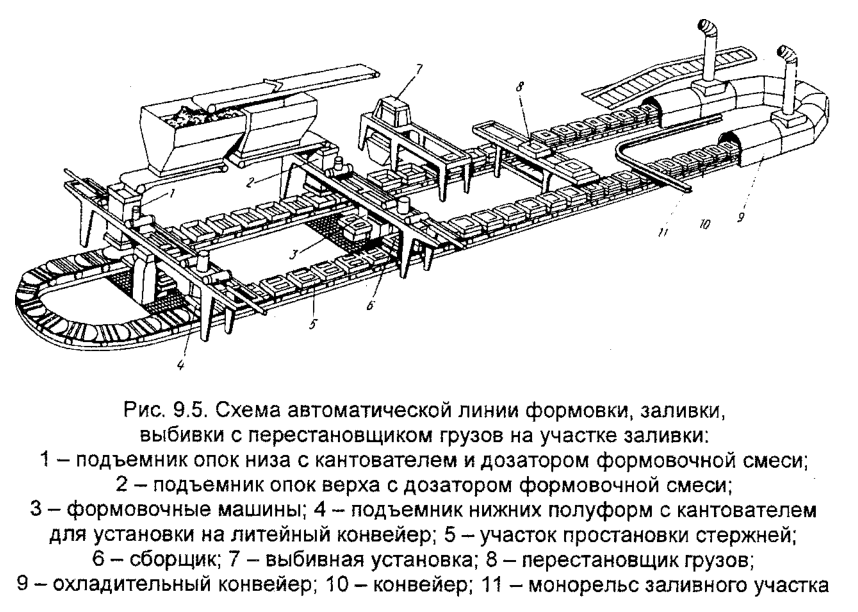
Schema de încărcare a matrițelor pe linia automată de turnare, turnare, batere este prezentată în fig. 9.5. Matrițele gata, asamblate pe pickerul 6, ajung la încărcătorul 8. Aici matrițele sunt încărcate automat și merg la pozițiile de turnare și răcire. Matrițele răcite de pe cealaltă ramură a transportoarelor ajung din nou la amestecător, unde încărcătura este îndepărtată. Apoi, matrițele fără încărcătură merg la poziția de scoatere 7.
Încărcarea matrițelor cu ajutorul shufflerului se realizează pe linii automate cu mișcare pulsatorie a transportoarelor. Acest sistem de încărcare este parte integrantă a unei linii automate de turnare, turnare și perforare și funcționează sincron cu alte unități ale liniei.
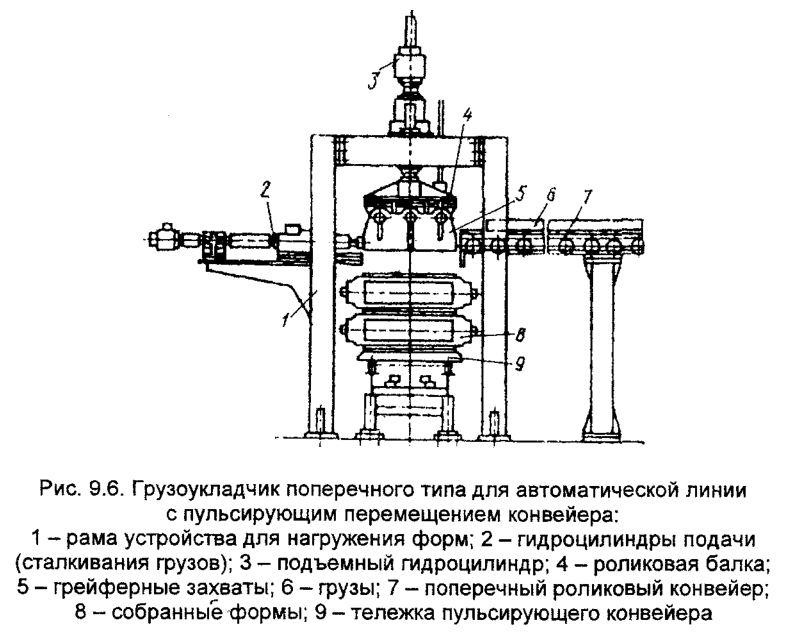
Încărcătorul de tip transversal cu acțiune ciclică, care funcționează în funcție de ciclul de funcționare al transportorului cu mișcare pulsatorie, este prezentat în figura 9.6. Încărcătorul este alcătuit dintr-un dispozitiv 3 de ridicare a încărcăturilor din matrițele turnate, un dispozitiv de coborâre a încărcăturilor 6 pe matrițele așezate pe cărucioarele 9 ale transportorului cu mișcare pulsatorie și un transportor transversal intermediar cu role 7 pe care sunt deplasate încărcăturile. Dispozitivele de ridicare și coborâre a încărcăturilor sunt unificate din punct de vedere structural, situate deasupra ramurilor de turnare și, respectiv, de răcire ale transportorului de turnare. Acestea sunt echipate cu dispozitive speciale de ridicare-prindere cu grapă 5. Acestea din urmă au grinzi cu role glisante 4 pe care se ciocnesc greutățile 6. Grinzile alunecă cu ajutorul unor cilindri hidraulici speciali 2 cu curse mici ale pistonului.