Următoarele tipuri de dispozitive de încălzire sunt utilizate în producția de laminare, în funcție de greutatea, forma și dimensiunile metalului care trebuie încălzit, precum și de metodele de așezare, de mișcare în timpul încălzirii, de metodele de încălzire și de distribuție.
Conținut
Puțuri de încălzire
Puțurile de încălzire sunt utilizate pentru încălzirea lingourilor. Prin construcție, acestea sunt simple, multiple, cu arzător central sau cu încălzire laterală, regenerative sau recuperative, precum și simple cu încălzire electrică pentru încălzirea oțelurilor cu aliaje speciale. Puțurile de încălzire trebuie să asigure încălzirea uniformă a lingourilor în secțiune transversală și pe înălțime, să excludă supraîncălzirea și supraarderea lor; ca urmare a încălzirii, să asigure o formare minimă de calcar; să aibă o productivitate ridicată cu un consum specific redus de combustibil; să fie fiabile în funcționare și să asigure automatizarea completă a procesului de încălzire.
În puțurile de încălzire lingourile sunt așezate în poziție verticală, de obicei cu partea profitabilă în sus. Această dispunere a lingourilor în puțuri asigură încălzirea de jur împrejur și, ca urmare, condițiile de încălzire a metalului sunt îmbunătățite, viteza de încălzire este crescută și calitatea metalului este îmbunătățită; nu este necesară laminarea lingourilor. Dispunerea verticală a lingourilor elimină pericolul deplasării prin contracție în timpul așezării lor în stare fierbinte.
Puțurile simple de concepție veche sunt formate din celule separate între ele prin pereți. În fiecare celulă se așează un lingou. Încărcarea și descărcarea lingourilor în puțurile de acest tip se realizează continuu. Dezavantajele acestor puțuri sunt încălzirea inegală a lingourilor în funcție de înălțime și secțiune transversală, uzura rapidă a pereților separatori, necesitatea de a opri întregul grup de puțuri în timpul reparării unei celule, complexitatea întreținerii numeroaselor capace.
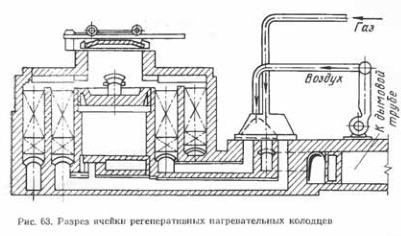
În puțurile regenerative, fiecare grup este format din patru celule (fig. 63) cu 6-8 lingouri în fiecare celulă. O celulă (cameră) a puțurilor este un cuptor de încălzire independent având regeneratoare pentru încălzirea gazului și a aerului. Cele două regeneratoare cele mai apropiate de camera de lucru sunt pentru încălzirea gazului, iar cele două mai îndepărtate pentru încălzirea aerului.
Gazul și aerul, după ce au trecut de regeneratoare, se întâlnesc în spațiul de deasupra regeneratorului de gaz, după care amestecul aprins intră în camera de lucru a puțului prin fereastra de flacără și încălzește lingourile. Din camera de lucru, produsele de ardere se scurg către regeneratoarele de pe partea opusă, iar de acolo către coșul de fum și coșul de fum.
Puțurile sunt încălzite cu gaz de furnal sau cu un amestec de gaze de furnal și de cocs. Zgura este eliminată prin două orificii într-o cutie montată pe un cărucior. Acesta din urmă se deplasează de-a lungul șinei situate în coridorul de zgură comun pentru toate grupurile de puțuri.
Puțurile de încălzire de acest tip sunt mecanizate și au o productivitate ridicată. Dezavantajul puțurilor este amplasarea inegală a lingourilor în raport cu fluxul de căldură și, în consecință, încălzirea inegală a acestora. Din acest motiv, capacitatea puțurilor regenerative nu depășește 8-10 lingouri, deoarece creșterea capacității ar necesita o extindere a camerei, ceea ce ar înrăutăți uniformitatea încălzirii lingourilor pe lungimea camerei. În plus, este posibilă topirea suprafeței lingourilor extreme și, uneori, supraarderea, care se observă de obicei atunci când se lucrează cu combustibil lichid.
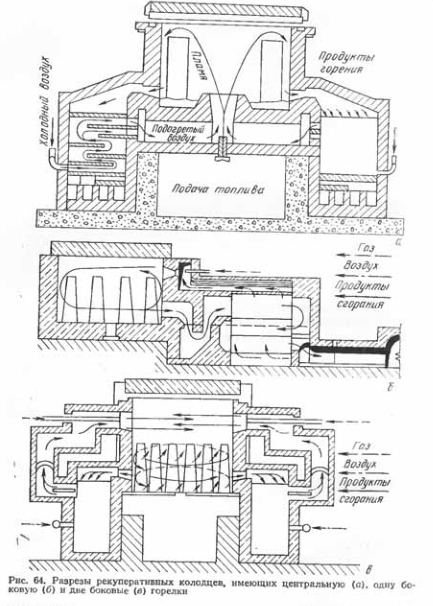
În prezent, noile uzine metalurgice construiesc puțuri recuperatoare (fig. 64), care prezintă avantaje în ceea ce privește calitatea încălzirii și condițiile de funcționare.
În puțurile recuperatoare cu arzător central (fig. 64, a), flacăra se deplasează în sus, lovește capacul, se întinde pe suprafața acestuia și spală pereții de sus în jos. Gazele de ardere trec apoi prin conductele de la baza celor doi pereți laterali și prin recuperatoarele ceramice situate de o parte și de alta a fiecărei camere. Un grup de astfel de puțuri este format din două camere. Capacitatea camerei este de 12-22 de lingouri mici sau 6 lingouri mari.
În prezent, puțurile recuperatoare sunt construite cu aer și gaze încălzite. Aerul este încălzit într-un recuperator ceramic, iar gazul este încălzit într-un recuperator tubular metalic sudat instalat în spatele recuperatorului ceramic. Temperaturile de încălzire pot atinge 800-850°C pentru aer și 300-350°C pentru gaz. La aceste temperaturi de încălzire a aerului și gazelor, puțurile pot fi exploatate numai cu gaz de furnal.
Puțurile recuperative, în comparație cu puțurile regenerative, sunt mai simple în construcție, ocupă mai puțin spațiu și sunt mai ușor de automatizat.
În plus față de puțurile recuperative cu arzător central, se utilizează puțuri recuperative cu arzătoare laterale. Există două tipuri de astfel de puțuri. Într-un caz arzătoarele (de obicei unul) sunt amplasate pe o parte (Fig. 64, b), în celălalt — pe ambele părți (Fig. 64, c).
În puțurile din primul tip, gazul și aerul sunt alimentate dintr-o parte, de sus, iar produsele de ardere ies din partea de jos. Puțurile de acest tip sunt construite cu o cameră de până la 8,5 m lungime, 2,6-3,35 m lățime și 4,5 m adâncime. Capacitatea unei camere ajunge la 180 de tone, iar în unele cazuri la 240 de tone. Patru camere sunt combinate într-un grup de puțuri.
În puțurile recuperative de tipul al doilea, intrarea combustibilului și ieșirea produselor de ardere se realizează din ambele părți. Dimensiunea camerelor acestor puțuri este de 6,5×5 m; o cameră poate conține până la 120-130 tone de lingouri.
Dezavantajul puțului recuperator este neuniformitatea încălzirii lingourilor în funcție de înălțime. Partea superioară a lingoului și suprafața sa orientată spre interiorul puțului sunt încălzite mult mai mult decât celelalte părți. Pentru a reduce încălzirea neuniformă, lingourile din puț trebuie păstrate mai mult timp, ceea ce reduce productivitatea acestora.
Puțurile de încălzire electrică sunt, de asemenea, utilizate pentru încălzirea lingourilor. Elementele de încălzire din aceste puțuri sunt jgheaburi de carborundum umplute cu cocs de petrol, care, la trecerea unui curent electric, strălucește și transferă căldură spațiului înconjurător. Pentru o încălzire mai bună a cocsului de petrol, în jgheaburi sunt uneori plasați electrozi.
Puțurile electrice se caracterizează prin compactitatea lor datorită absenței recuperatoarelor, coșurilor și conductelor. În puțurile electrice este posibilă reducerea monoxidului de carbon metalic până la 0,2 % prin crearea unei atmosfere de protecție, care se formează prin introducerea unei cantități mici de ulei în camerele puțurilor. La încălzirea lingourilor, se obține o încălzire mai uniformă a metalului. Consumul de energie electrică este de 60-70 kWh pentru 1 tonă de lingouri în timpul încălzirii lingourilor la cald.
Cuptoare cu cameră, cu tunel, cu capac și cuptoare cu vatră glisantă
Cuptoarele cu cameră, cuptoarele cu tunel, cuptoarele cu hotă și cuptoarele cu fund retractabil sunt utilizate pentru încălzirea lingourilor mari, a blocurilor și a țaglelor, a tablelor groase și subțiri, a ambalajelor, a țevilor, a bobinelor și a mănunchiurilor.
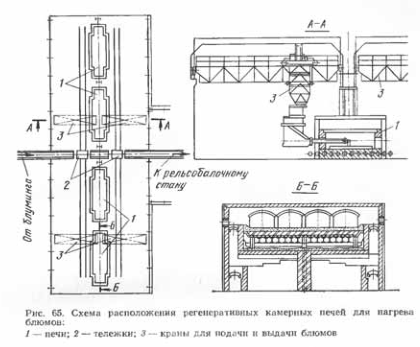
Cuptoarele cu cameră regenerativă, prezentate în Fig. 65, sunt utilizate pentru încălzirea blumurilor la laminoarele cu șine și cu grinzi. 65. Cuptoarele sunt amplasate de o parte și de alta a transportoarelor cu role de intrare în moară. Blocurile sunt aduse la cuptoare cu ajutorul unui cărucior. Bloamele încălzite din cuptoare sunt aduse la moară cu același cărucior. Aterizarea florilor în cuptoare și livrarea din acestea se realizează cu ajutorul unor mașini speciale de aterizare de tip macara, numite sharzhirnye. Combustibilul cuptoarelor este un amestec de gaze de furnal și de cocs cu o putere calorifică de 5250 kJ/m 3 , iar gazul și aerul sunt încălzite în regeneratoare.
Foile sunt recoapte în cutii. Stivele de foi sunt așezate pe un palet și acoperite cu o cutie. În funcție de dimensiunea tablelor, paleții și cutiile sunt concepute diferit. Încălzirea tablelor în cutii se realizează în cuptoare tunel și cuptoare cu vatră retractabilă.
Cuptorul tunel este un tunel lung (peste 90 de metri) cu o boltă orizontală. Cuptorul este format din trei zone: de încălzire, de prăjire și de răcire. Cutiile de tablă sunt așezate pe cărucioare care se deplasează unul după altul în interiorul cuptorului. Atunci când un nou cărucior este împins în cuptor din partea de intrare, un alt cărucior este împins simultan din partea de ieșire.
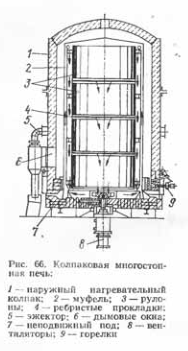
Pentru tratamentul termic al oțelului se utilizează și cuptoarele cu hotă (fig. 66), care sunt formate din paleți, o cutie și o hotă cu încălzitoare tubulare verticale. Cuptorul este încălzit cu gaz, care este introdus prin arzătoare în elementele tubulare de încălzire dispuse vertical sau orizontal și care radiază căldură. Pentru recoacerea baloților, se utilizează cuptoare cu capotă circulară, mai des cu încălzire electrică. Pentru încălzirea mai uniformă a bobinelor, hotele au un miez neutru cu fire de rezistență electrică, care este introdus în interiorul bobinei.
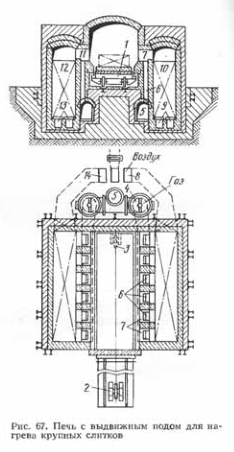
Pentru încălzirea lingourilor de foi mari, se utilizează cuptoare cu vatră retractabilă (fig. 67). Lingourile sunt așezate pe o platformă 1 care se deplasează pe șine. Cu ajutorul blocurilor fixe 2 și 3, al frânghiei și al troliului sau cârligului macaralei, platforma cu lingouri este împinsă în camera cuptorului și scoasă din aceasta. Gazul, prin conductele trecute prin supapa 4, canalul 5, canalele verticale 6, ajunge la arzătoarele 11, unde este amestecat cu aerul încălzit care vine prin supapele 8, 14, canalele 9, 13 și duzele regeneratorului 10, 12.
Pentru tratarea termică a produselor lungi se folosesc aceleași cuptoare, dar fără regeneratoare. Platformele sunt deplasate pe roți sau pe lanțuri cu role, care permit reducerea înălțimii cuptorului, precum și creșterea sarcinii pe platformă.
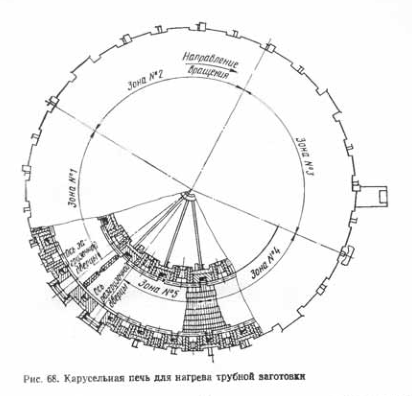
Cuptoarele cu carusel (fig. 68) sunt utilizate în laminoarele moderne de tuburi și pentru încălzirea butucilor la laminarea pe bucăți a tablelor subțiri. Arzătoarele sunt amplasate în jurul circumferinței cuptorului, pe părțile interioare și exterioare. Pereții cuptorului se sprijină pe o fundație, iar sub cuptor se află role, care se deplasează pe șine închise în cerc atunci când cuptorul se rotește. Metalul este încărcat prin fereastra de încărcare a cuptorului. Durata încălzirii este determinată de lungimea cuptorului (circumferențial) și de viteza plăcii de fund.
Cuptoare metodice
Cuptoarele metodice (cu două, trei și mai multe zone) funcționează cu deplasarea în contrazonă a metalului și a produselor de ardere, folosind căldura din recuperatoare. Acestea funcționează pe baza aceluiași principiu: mișcarea metalului și a gazelor din cuptor se face în direcții reciproc opuse. Metalul este împins de la fereastra de aterizare la fereastra de livrare cu ajutorul unui împingător. Pe măsură ce avansează, metalul preia căldură de la gazele cuptorului care se deplasează spre el și se încălzește treptat (metodic). Gazele furnalului, după ce au cedat căldură metalului aflat la capătul cuptorului, se scurg prin conductele corespunzătoare către regeneratoare sau recuperatoare (dacă există) și către hog și, prin intermediul acestuia, către coșul de fum.
Cuptoarele metodice diferă între ele prin forma bolții, metoda de alimentare cu combustibil pentru arderea acestuia, prezența dispozitivelor pentru încălzirea aerului și a gazelor, metoda de livrare a metalului din cuptor și o serie de caracteristici de proiectare.
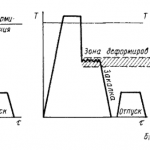
În plus față de parametrii termotehnici relevanți, cuptoarele de încălzire trebuie să îndeplinească cerințele moderne în ceea ce privește întreținerea fiabilă la distanță, mecanizarea și automatizarea întregului complex de operațiuni. Rata de încălzire depinde de gradele de oțel în transferul de căldură. La început, rata de încălzire trebuie să fie mică, apoi, pe măsură ce bilele se încălzesc, aceasta crește.
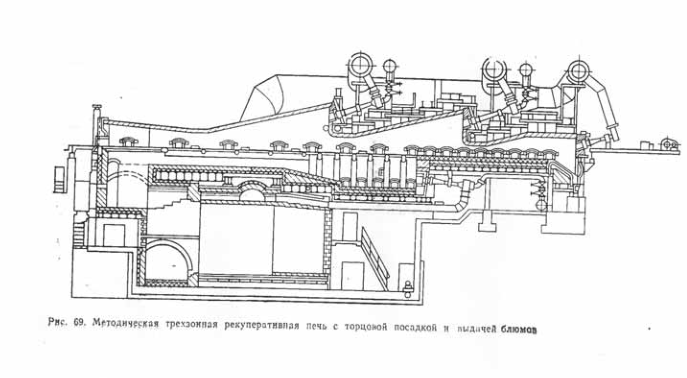
În ultimii ani, la laminoarele de șine și de grinzi se utilizează cuptoare recuperative metodice cu trei zone și încălzire cu aer pentru încălzirea metalului (fig. 69). Ca și combustibil, acestea utilizează un amestec de gaze de furnal și de cocs cu o căldură de ardere de 7560-8400 kJ/m 3 . Productivitatea unui cuptor la vsad fierbinte ajunge la 80-90 t/h, temperatura de încălzire a blumurilor în aceste cuptoare ajunge la 1200°C.
Bloamele sunt transportate de la moara de înflorit de-a lungul unui transportor cu role către un transportor înclinat echipat cu lanțuri cu alunecare, apoi de-a lungul unui transportor cu role de încărcare către cuptoare, prin care sunt împinse de împingătoare. După cântărire pe cântarul încorporat în secțiunea transportoarei cu role de încărcare înaintea primului cuptor, bloomul se deplasează de-a lungul transportoarei cu role și este oprit pe secțiunea transportoarei cu role de încărcare a cuptorului respectiv cu ajutorul unui opritor. Blocurile sunt încărcate în cuptor de un împingător cu două tije, la baza cărora sunt fixate șine dințate; acestea din urmă sunt acționate de două motoare electrice prin intermediul unor angrenaje și cutii de viteze.
După încărcarea în cuptor a florii următoare din partea opusă a capătului cuptorului încălzit pe foile de ghidare turnate (sklizami) pe banda cu role de descărcare. Astfel, împingătorul este în același timp un ejector.
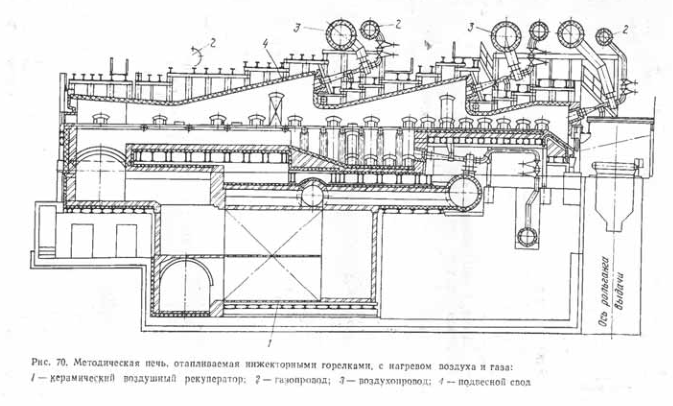
La morile cu secțiuni medii și mari se utilizează cuptoare metodice (fig. 70) cu montaj frontal și evacuare, cu recuperatoare de aer ceramice. În cuptoarele de ultimă generație se utilizează arzătoare cu injector cu flacără liberă de înaltă presiune, care asigură o încălzire mai mare a aerului, îmbunătățește semnificativ arderea și permite reglarea automată a raportului de gaz și aer al arzătorului însuși, ceea ce simplifică foarte mult schema de automatizare și facilitează controlul cuptorului.
Cuptoarele de acest tip sunt echipate cu recuperatoare ceramice pentru încălzirea aerului până la 500-600°C și recuperatoare cu tuburi metalice pentru încălzirea gazelor până la 350°C. Furnalul funcționează cu un amestec relativ puțin caloric de gaze de furnal și cocs, cu o valoare calorică de 3760-6260 kJ/ml.
Pentru încălzirea lingourilor cu secțiunea transversală mai mică de 100×100 mm și lungimea de 9 m la laminoarele cu secțiune mică și la laminoarele de sârmă se instalează un cuptor lat cu încărcare laterală și evacuare laterală fără încălzire de jos, cu vatră monolitică. Pentru încălzirea aerului la 300-350 ° C în aceste cuptoare se utilizează recuperatoare ceramice. Piesele de prelucrat sunt deplasate pe puntea înclinată, iar în partea metodică — pe barele șemineului. Bancnotele sunt deplasate în cuptor de un împingător cu pârghie.
Încărcarea laterală a pieselor de prelucrat se realizează cu ajutorul unui cărucior de împingere montat sub conveierul cu role de încărcare sau cu ajutorul rolelor de tracțiune montate în spatele ferestrei de încărcare din cuptor. Piesele de prelucrat sunt ejectate din cuptor de un ejector. Cuptoarele de acest tip sunt încălzite cu un amestec de gaze de furnal și de cocserie cu o căldură de ardere de până la 10,5 MJ/m 3 . Acestea ating o capacitate de 70-80 tone pe oră în prezența vzada fierbinte.
Cuptoarele metodice de ultimă generație au o lungime utilă de până la 18 m; pentru a garanta împingerea fiabilă a bilelor de 60×60 mm, partea inferioară a axei longitudinale este concavă (turnată).
Cuptoarele cu arzătoare injectoare instalate în două zone superioare și una inferioară au avut succes în ceea ce privește proiectarea și regimul termic. Astfel de furnale cu productivitate de până la 80 de tone pe oră pot funcționa cu un singur gaz de furnal. Aceste cuptoare sunt echipate cu recuperatoare ceramice pentru încălzirea aerului până la 600 °C. Lungimea activă a focarului este de 16,5 metri, cu o lungime a lingourilor de 9 metri.
În cele mai recente modele ale acestor cuptoare, lungimea lingourilor a fost mărită la 12 metri, lungimea patului activ de turnare fiind egală cu 18 metri. Forțarea puterii termice se realizează prin utilizarea arzătoarelor injectoare, a încălzirii cu gaz și aer. Recuperatorul de aer este ceramic, iar recuperatorul de gaz este metalic tubular. Aceste cuptoare fără încălzire inferioară au o capacitate de până la 140 t/h.
Cuptoare cu vatră mobilă
Pentru noile laminoare cu secțiuni mici care utilizează metoda de laminare fără sfârșit (sudarea bilelor încălzite într-o bandă fără sfârșit) se utilizează o nouă metodă de încălzire — mai întâi în cuptoare cu vatră mobilă, iar apoi, pentru a compensa scăderea temperaturii în timpul sudării și pentru a menține uniformitatea temperaturii bilelor pe toată lungimea lor, acestea trec prin cuptoare de încălzire de mare viteză instalate în fața primului stand al laminorului.
O astfel de încălzire permite păstrarea avantajelor distanței minime între cuptor și laminor și asigurarea posibilității de a utiliza două cuptoare în loc de unul, creând astfel o rezervă de încălzire a metalelor pentru laminoarele de înaltă performanță. Utilizarea a două cuptoare cu o podea mobilă garantează productivitatea laminoarelor de până la 200-220 t/h la un nivel ridicat de mecanizare și automatizare a secțiunii dispozitivelor de încălzire.
Din punctul de vedere al transferului de căldură, cuptorul cu podea mobilă are un avantaj față de celelalte, deoarece în aceste cuptoare intervalele dintre bile sunt de 200 mm, ceea ce asigură încălzirea acestora din trei părți. Timpul de încălzire este mai scurt în cazul cuptoarelor cu podea mobilă, ceea ce reduce carbonizarea și decarburarea.
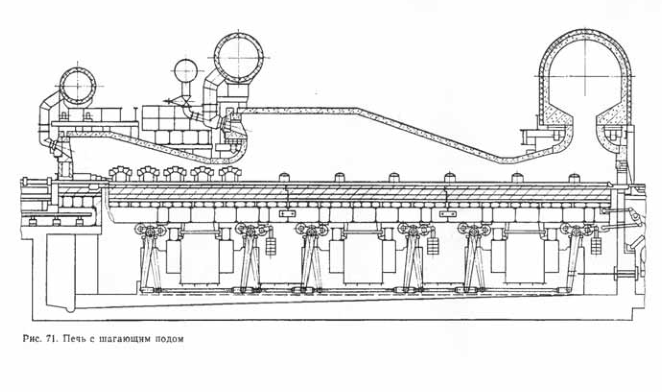
Fig. 71 prezintă un cuptor cu vatră mobilă cu încărcare la capăt și evacuare laterală și două zone de încălzire. Produsele de ardere din partea rece a cuptorului curg în sus, recuperatorul de metale este deplasat lateral, fundul cuptorului fiind ocupat de mecanismele de mers pe jos.
Cuptoare de încălzire rapidă
Reducerea duratei de încălzire a metalului în cuptor asigură nu numai o productivitate ridicată la o calitate bună, dar rezolvă și o serie de probleme fundamentale ale dispunerii raționale a echipamentelor de proces. Proprietățile termofizice ale majorității oțelurilor oferă o rezervă mare pentru accelerarea încălzirii lingourilor, în special la temperaturi de peste 700 °C.
Încălzirea rapidă a metalului asigură o creștere rapidă a temperaturii de suprafață, o distribuție uniformă a fluxurilor de căldură și organizarea arderii combustibilului cu direcția corectă a torței și o capacitate termică mare a dispozitivelor de încălzire. Un cuptor continuu de mare viteză constă dintr-un număr de secțiuni mici (adesea detașabile). Piesele de prelucrat, tuburile sau tijele care urmează să fie încălzite se deplasează longitudinal pe role. În secțiuni se obțin temperaturi ridicate datorită amestecului preliminar al gazului cu aerul, arderii complete a combustibilului cu un mic exces de aer, precum și datorită transferului crescut de căldură prin convecție. Proiectarea arzătoarelor și amplasarea lor asigură o încălzire simetrică. Sunt utilizate și alte cuptoare de încălzire rapidă — cuptoare electrice și cu inducție.
Cuptoarele secționale cu trecere sunt utilizate la laminoarele de țevi și la laminoarele secționale moderne în combinație cu cuptoarele cu vatră mobilă.