Turnarea prin injecție este un proces care implică multe nuanțe tehnologice. Acesta necesită din partea turnătorului îndemânare, experiență, atenție sporită și precizie. Faptul este că cea mai mică greșeală, inexactitate, grabă — toate acestea pot duce la un defect de turnare foarte grav, care este dificil și uneori imposibil de eliminat. Acestea includ:
- diferite defecte ale suprafeței pieselor turnate (aderențe, contracții);
- undercasting;
- fisuri și multe altele.
Pentru a preveni defectele și a combate cu succes problemele, este necesar să înțelegeți din ce cauze pot fi cauzate.
Defecte de suprafață

Grupul de defecte de suprafață ale pieselor turnate este cel mai extins dintre toate. Să luăm în considerare câteva dintre cele mai comune.
- Aderențe (aka nonslitins). Formarea lor are loc ca urmare a contactului dintre două fluxuri de metal răcit. Ideea este că, în timpul contactului cu aerul și al răcirii, metalul este acoperit cu o peliculă de oxid, care împiedică fuziunea. Problema poate fi evitată doar prin reducerea timpului de turnare a topiturii în matrițe și prin utilizarea unor materiale de turnare cu capacitate redusă de stocare a căldurii.
- Corole. Acesta este numele dat defectelor care s-au format prin stropirea cu metal în timpul turnării metalului în matriță. Împroșcarea poate fi rezultatul unui proces incorect de umplere a matriței sau al proiectării sistemului de caneluri. Împroșcarea formează bile, care se întăresc rapid și nu mai sunt capabile să fuzioneze perfect cu metalul.
- Contracții. Acestea sunt o consecință a ruperii stratului de amestec de turnare sub influența negativă a condensului acumulat și apar după ce metalul s-a scurs în cavitatea de rupere. Ele pot fi evitate prin utilizarea de matrițe strict uscate pentru turnare și prin utilizarea de amestecuri cu umiditate scăzută.
- Crăparea. Apariția a numeroase „riduri” pe suprafață este asociată cu o acumulare crescută de carbon pe suprafața matriței, care este eliberat din materialele liante prin descompunere termică. Acesta este eliminat prin reducerea utilizării amestecurilor organice în tehnologie.
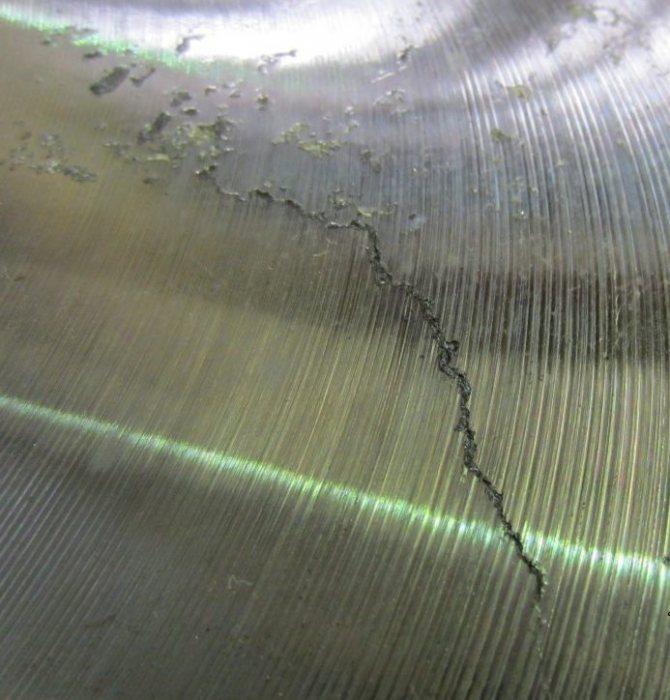
Crăpături
Fisurile se pot forma în piesele turnate în timpul procesului de solidificare. Există fisuri la cald, fisuri la rece, fisuri intergranulare. De regulă, acestea sunt rezultatul tensiunilor interne de contracție. Apariția lor afectează negativ rezistența produsului turnat. Fisurile calde pot fi evitate prin crearea unei forme de turnare optime, eliminarea unora se face prin tratarea suprafeței piesei turnate. Fisurile intergranulare interne sunt prevenite prin reducerea sulfului și azotului din oțel.
Maree, turnare și sub turnare
Defectele comune de turnare sub presiune includ, de asemenea, mareele și subturnările, care sunt îngroșări pe piesele turnate care nu sunt conforme cu desenul. De asemenea, în acest grup de defecte este inclusă sub turnarea, care poate apărea din cauza efectului presiunii statice a metalului asupra pereților unei matrițe care nu a fost suficient compactată. Nu mai puțin frecvente sunt fantele și bavurile, care apar în mod inevitabil atunci când se utilizează o matriță cu fisuri în care curge metalul. Subcastările sunt inexactități ale dimensiunilor piesei turnate, rezultate din supraestimarea suprafeței acesteia, în timpul șocului hidraulic, în timpul presării.