
Lingoul de oțel este un corp cristalin eterogen în ceea ce privește densitatea, impuritățile nemetalice, compoziția chimică și structura. Inhomogenitățile lingoului pot fi fizice, cristaline și chimice. Acestea deteriorează calitatea oțelului și uneori cauzează rebuturi în producția de laminare.
Eterogenitatea fizică include cochilii de contracție, bule de gaz și incluziuni nemetalice. Eterogenitatea cristalină a lingoului este cauzată de condițiile de solidificare a acestuia. Eterogenitatea chimică a lingoului include lichidarea de bază, lichidarea în vrac și lichidarea dendritică.
Reducerea volumului metalului lichid în timpul răcirii duce la formarea așa-numitei cochilii de contracție (a se vedea figura 54), care se formează în centrul lingoului, la partea superioară a lingoului. Învelișul de contracție poate avea dimensiuni mici, se poate întinde de-a lungul lingoului la o adâncime mare, are o formă diferită, poate fi concentrat într-un singur loc sau împrăștiat. Pentru a combate scufundările de contracție, se folosesc prelungiri ceramice speciale izolate — profituri — care sunt tăiate împreună cu scufundarea. După laminarea lingoului, se taie capătul benzii corespunzător lungimii învelișului de contracție. Cu cât chiuveta de contracție este mai mare, cu atât mai mult metal este tăiat și cu atât randamentul este mai scăzut. La laminarea oțelurilor de calitate și aliate, tăierea ajunge la 20% sau mai mult din greutatea lingoului.
În plus față de scăderile prin contracție, în lingou se pot forma următoarele defecte.
Friabilitate de contracție — mici goluri care se acumulează în centrul lingoului și care sunt cauzate și de răcirea neuniformă și de reducerea volumului lingoului în timpul răcirii.
Lichiditatea este eterogenitatea chimică a lingoului, adică distribuirea neuniformă a impurităților dăunătoare în secțiunea transversală a lingoului. Ea este cauzată de cristalizarea inegală. Granulele care conțin mai puțin sulf și fosfor, care cresc temperatura de topire, cristalizează primele. În cristalele care se solidifică mai târziu, aceste impurități sunt mult mai abundente. Eterogenitatea chimică afectează negativ proprietățile mecanice ale metalelor.
Bulele de gaz (învelișurile) sunt goluri în interiorul lingoului. Acestea se formează datorită solubilității gazelor în metalul lichid și sunt localizate pe toată lungimea lingoului sub crustă și uneori ies la suprafață. În timpul laminării, bulele de gaz sunt expuse și pot fi cauza defectelor. Pe produsul laminat finit se formează crăpături asemănătoare unor linii de păr, uneori destul de adânci. La laminarea tablei de oțel, bulele conduc la defecte sub forma unei suprafețe corodate a tablei.
Fisurile sunt externe, interne, longitudinale și transversale. Fisurile sunt cauzate de răcirea neuniformă a metalului. La turnarea oțelului foarte fierbinte în garnituri, fisurile sunt mai numeroase.
Spumele sunt picături sudate de oțel rezultate din stropirea metalului în timpul turnării în butoaie.
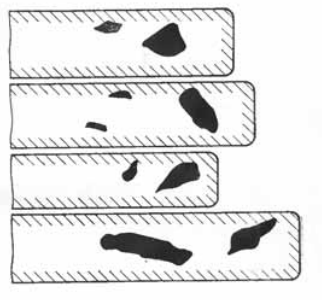
Incluziunile nemetalice pot fi sub formă de particule de zgură care au ajuns în cuvă din cazan împreună cu metalul și nu au avut timp să plutească la suprafață în timpul solidificării metalului sub formă de compuși chimici (Al2O3; SiO2; MnO, FeO), formate în timpul dezoxidării oțelului în cazan, precum și compuși, a căror compoziție chimică corespunde compoziției materialelor refractare utilizate pentru căptușirea jgheabului, a cazanului și a tăvii. Toate incluziunile nemetalice deteriorează proprietățile fizice și mecanice ale produselor finite (produse laminate) și pot duce la rebuturi. Aflându-se pe suprafața lingourilor, acestea contribuie la apariția fisurilor transversale și a crăpăturilor pe suprafața blocurilor, a plăcilor, a țaglelor și a produselor laminate. Incluziunile nemetalice rămân în oțel după laminare.
La deoxidarea oțelului (introducerea unor cantități excesive de agenți de deoxidare) se creează o lipsă de oxigen. Ca urmare a deoxidării excesive a metalului, se produc gaze în exces, care nu au timp să fie eliberate din lingou și să provoace creșterea acestuia.
La turnarea cu sifon, dacă viteza de turnare este insuficientă sau butoaiele sunt înalte și înguste, metalul din partea superioară a turnătorului se răcește rapid și se îngroașă. Gazele din metal în acest moment nu se pot evacua, ceea ce duce la umflarea suprafeței superioare a lingoului cu formarea unei creșteri cu cicatrici transversale, care se numește dewlap.
În cazul în care oțelul nu conține agenți de dezoxidare, există o cantitate mare de oxigen nelegat, care determină formarea de spumă metalică în căptușeală. În cazul unei solidificări ulterioare mai rapide a straturilor periferice ale lingoului, partea centrală a lingoului suferă o contracție.
Dacă oțelul este turnat la o temperatură ridicată, acesta va conține o cantitate mare de gaze. Metalul de pe pereții căptușelii se răcește rapid datorită transferului de căldură către pereții căptușelii. Ca urmare, se formează o crustă de metal care nu poate fi micșorată. Partea axială a lingoului, care este mai saturată cu gaze, continuă să scadă în volum și se scufundă, în urma căreia se obține partea superioară a lingoului cu o contracție mare la mijloc (un astfel de defect în practică se numește șanț).
Micșorarea și contracția lingourilor conduc la creșterea consumului de metal pentru tăiere și la delaminare a părții frontale în timpul laminării la laminoarele de sertizare.
Defectele de suprafață ale lingourilor includ spume, fisuri transversale și longitudinale, incluziuni de zgură de suprafață, răsuciri, fistule, pori și altele. Toate aceste defecte sunt legate de calitatea butoaielor, de vitezele de turnare și de răcire a oțelului.
Defectele blocurilor, ale tablelor și ale țaglelor sunt împărțite în două grupe: a) defecte de origine de turnătorie, care sunt cauzate de orice defecte ale lingourilor; b) defecte de origine de laminare, ale căror cauze sunt încălcări în procesul tehnologic de laminare a semiprodusului.
Defectele blocurilor, plăcilor și ale butucilor includ, în primul rând, încălcări ale integrității metalului, fisuri, fire de păr, rupturi, păsări, rulouri etc.
Motivul pentru formarea încălcărilor superficiale ale integrității metalului sunt defectele lingourilor: fisuri și rupturi, bule de gaz, pene și veruci, incluziuni nemetalice, structură transcristalină, precum și procesul de laminare în sine (cantitatea de compresie pe trecere, sistemul de calibrare, temperatura, viteza de laminare etc.).
Spre deosebire de crăpături, crăpăturile păroase sunt crăpături externe mici, care se extind de obicei în direcția de laminare. Ele sunt cauzate de bule subcrustale, dacă acestea sunt aproape de suprafața lingoului și dacă încălzirea și deformarea conduc la ieșirea acestor defecte la suprafața metalului laminat.
Rvanele de pe suprafața florilor sunt rupturi (rupturi) ale metalului de diferite contururi. Ele se transformă adesea în păsărele — rupturi mari care merg de la suprafață spre interior (fig. 56). Motivul pentru formarea păsărilor este încălzirea rapidă și neuniformă, care poate produce fisuri transversale care se lărgesc și se adâncesc în timpul laminării.
Zakatele sunt similare în aspect cu o fisură longitudinală subțire și reprezintă o bavură imprimată și laminată. Dacă toate tipurile de elevații sunt presate și laminate, apusul în acest caz este similar cu un film, care este o delaminare plană subțire. Filmele se formează în urma stropirii în timpul turnării oțelului de sus, a bulelor subcrustale, a deoxidării slabe a metalului, precum și în urma stratificării pe bețe și a utilizării calibrelor puternic prelucrate.
Zgârieturile (riscurile) de pe suprafața billetelor sunt cauzate de utilizarea sârmelor uzate și a calibrelor epuizate.
Defectele de pe semifabricate sunt cauzate de tăierea cu foarfecele (tăiere oblică, îndoirea capătului benzii, îndoirea marginilor la capăt, formarea de bavuri la capăt). În cazul în care capetele nu sunt tăiate suficient, bloomurile pot prezenta urme de scoici de contracție și friabilitate.
Defectele de laminare ale bloomurilor, plăcilor și butașelor pot fi cauzate de încălzirea necorespunzătoare a lingourilor, de reglajul laminorului, de calibrarea cilindrilor, de calitatea slabă a accesoriilor cilindrilor și de instalarea necorespunzătoare a acestora, de uzura calibrelor, de regimul necorespunzător al temperaturii de laminare, de modul de răcire a metalului după laminare etc.
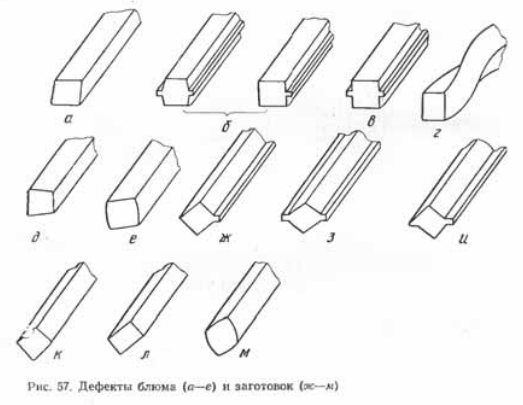
Următoarele defecte de profil pot apărea în timpul laminării bamele (fig. 57). Bloomurile cu secțiune rombică (Fig. 57, a) se obțin din cauza încălzirii inegale a lingoului; din cauza deplasării fluxurilor, la laminarea și a ecartamentului, a cărui lățime este mai mare decât latura bloomului dat, sau la laminarea benzii pe nervură cu un raport al laturilor mai mare de 1,5, în special pentru secțiunile mici. Decuparea inferioară a florilor (fig. 57, b) apare din cauza deplasării cilindrilor sau a sarcinii de rulare a benzii pe ciorchine. Lambele (bavurile) de pe blooms (Fig. 57, c) se obțin pe două părți opuse ca urmare a umplerii excesive a calibrelor cu metal din cauza ieșirii insuficiente a calibrului atunci când se fac mai multe treceri în acesta. Blooms-roll-ups (Fig. 57, a) se obțin ca urmare a deplasării fluxurilor, a cilindrilor oblici, a sarcinii benzii pe ciorchini și a încălzirii inegale a lingoului. Formarea buclelor poate fi influențată de eliberarea calibrului și de compresie. Lateralitatea (Fig. 57, e) și degajarea laterală (Fig. 57, f) rezultă din degajarea neuniformă pe denivelările cele mai exterioare ale cilindrilor.
Următoarele defecte de profil pot apărea în timpul laminării lingourilor (pe laminoare de lingouri continue) (Fig. 57).
Lampa unilaterală (fig. 57, g) se formează din cauza instalării asimetrice a firelor de plumb în raport cu axa verticală a manometrului. O lampă cu două fețe (Fig. 57, h) este cauzată de umplerea excesivă a calibrului cu metal. Decuparea inferioară a pieselor (fig. 57, i) este cauzată de deplasarea brațelor calibrului, precum și de decuparea inferioară a benzii care urmează să fie introdusă în calibrul dat. Eșecul de a realiza colțuri orizontale ale butucului (fig. 57, j) se observă atunci când nu se introduce suficient metal în calibru. Se obține o secțiune dreptunghiulară în loc de o secțiune pătrată atunci când țeava este laminată într-un calibru pătrat cu nituri deplasate (fig. 57, l). În cazul în care pereții calibrului sunt prelucrați în mod considerabil, se formează laturi convexe ale bilelor (fig. 57, m).




