Cuptorul secțional este un cuptor pasant pentru încălzirea rapidă înainte de laminare a bilelor rotunde cu o lungime de 3 metri și un diametru de până la 200 mm și pentru tratarea termică a tuburilor lungi. Cuptorul poate fi utilizat, de asemenea, pentru reîncălzirea semitrolurilor într-o linie de laminare.
Cuptorul constă dintr-un număr mare de secțiuni de încălzire cu role rotative răcite cu apă amplasate între acestea (în vestibul). Rolele sunt instalate la un unghi față de direcția de mișcare a produsului, ceea ce asigură rotația acestuia și încălzirea uniformă. Încălzirea rapidă este asigurată ca urmare a schimbului intens de căldură la temperaturi ridicate ale cuptorului. Cuptoarele secționale sunt încălzite cu combustibil gazos.
Dezavantajul unui cuptor secțional este posibilitatea supraîncălzirii metalului în situații de urgență asociate cu o oprire a mișcării acestuia, din cauza capacității ridicate de stocare a căldurii a căptușelii secțiunilor.
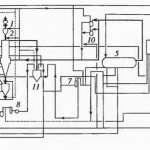
O caracteristică specială a furnalului este amplasarea recuperatoarelor sub furnal. Furnalul are mai multe zone de încălzire pe lungimea sa, cu 4-6 secțiuni pe zonă. Fiecare zonă este conectată prin coșuri de fum la propriul recuperator. Numărul total de secțiuni din cuptor poate fi orice număr de secțiuni de la 1 la 20-40 de bucăți. Lungimea unei secțiuni este de 1-1,5 metri, iar lungimea vestibulului este de 0,4-0,6 metri. Cuptorul funcționează după cum urmează. Piesa de prelucrat este alimentată de banda cu role către prima secțiune și intră în aceasta în cantilever până când intră în contact cu rolele din vestibulul dintre secțiunile 1 și 2. Prin urmare, piesa de prelucrat trebuie să aibă o lungime suficientă (de preferință, cel puțin trei distanțe între role) pentru a se asigura că aceasta este întotdeauna susținută de role. Butucul încălzit este introdus în banda cu role a laminorului la aceeași viteză prin toate zonele. Uneori, în ultima zonă a cuptorului, lingoul se deplasează la o viteză mai mare. Produsele de combustie (fumul) sunt produse atunci când gazul este ars în arzătoare cu două fire. Arzătoarele (de obicei între 2 și 6 bucăți) sunt dispuse în pereții opuși ai cuptorului, la niveluri diferite, pentru a asigura o mișcare circulatorie turbionară a fumului în jurul piesei de prelucrat care trebuie încălzită. Această mișcare a fumului contribuie la creșterea componentei convective a fluxului de căldură către metal, deși componenta radiantă joacă un rol predominant, și crește, de asemenea, uniformitatea încălzirii metalului. Temperatura în secțiune (zonă) poate ajunge la 1450÷1500 °C.
Fumul de evacuare iese din secție într-un vestibul relativ rece și de acolo coboară în coșul de fum. Coșurile de fum verticale din 3-5 vestibuluri sunt combinate într-o singură conductă, în care este instalat un recuperator metalic radiativ convectiv pentru a încălzi aerul până la 350-400 °C. Pentru a evita arderea tuburilor recuperatorului metalic, fumul din fața recuperatorului trebuie răcit cu aer rece de ventilator până la 800-900 °C. O anumită cantitate de aer rece este aspirată în fum prin golurile dintre vestibul și secțiunile adiacente. După recuperator, fumul se îndreaptă spre coșul de fum prin intermediul coșului de fum. Încălzirea pieselor de prelucrat în cuptorul secțional este de 2-3 ori mai rapidă în comparație cu încălzirea în cuptoarele cu alte metode și este limitată în principal de tensiunile de temperatură care apar în timpul încălzirii pieselor de prelucrat. Scăderea bruscă a formării calcarului așteptată în acest sens nu are loc. Adevărul este că suprafața lingourilor se află la temperaturi ridicate (1050-1250 °C) pentru o perioadă mai lungă de timp în comparație cu ceea ce este disponibil în alte cuptoare metodice. Monoxidul de carbon al metalului încălzit în cuptoare secționale înainte de laminare este de 0,7-1,5 %.
Consumul specific de combustibil în cuptoarele secționale este ridicat și se ridică la 85-140 kg t.c./t de metal din cauza temperaturii ridicate a fumului care se scurge și a utilizării slabe a căldurii fizice a acestuia. Acest lucru se manifestă în temperatura scăzută de încălzire a aerului în recuperator.
Pentru a reduce consumul de combustibil în cuptoarele secționale, se pot recomanda următoarele:
- Utilizarea recuperatoarelor cu jet înaintea recuperatorului cu tuburi metalice. Acest lucru va crește temperatura de încălzire a aerului și va evita diluarea fumului în fața recuperatorului cu aer rece;
- înlocuirea arzătoarelor cu două fire din zonele de încălzire cu arzătoare de mare viteză îndreptate direct spre suprafața metalică și care realizează încălzirea cu jet (jet-flare);
- aplicarea căptușelii cu inerție redusă a secțiunilor, ondularea și înnegrirea căptușelii;
- creșterea lungimii secțiunilor până la 1,5-2,5 metri, cu reducerea corespunzătoare a numărului de vestibuluri și a pierderilor de căldură pentru răcirea rolelor de transport;
- aplicarea sistemului de încălzire regenerativă a secțiunilor cu utilizarea duzei cu bilă pentru încălzirea aerului. Acest lucru va face posibilă evitarea diluării fumului în fața recuperatorului cu aer rece și utilizarea pe deplin a căldurii fizice a fumului;
- trecerea de la răcirea cu apă la răcirea cu aer a rolelor, în special la temperaturi scăzute de încălzire a metalului. Utilizarea rolelor regenerative permite reducerea consumului de combustibil pentru furnal;
- îmbogățirea aerului de ardere cu oxigen. Ca urmare, crește gradul de înnegrire a fumului, scade temperatura și consumul de fum evacuat.