Un cuptor cu vatră rulantă este un cuptor în care încărcarea și descărcarea metalului se realizează de către o macara de atelier pe o platformă desfășurată împotriva pereților și a bolții cuptorului. Acest cuptor este utilizat atunci când greutatea lotului este mare și are o „arhitectură” complexă, de exemplu, lotul este dispus în mai multe straturi.
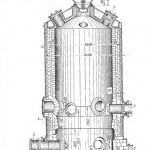
Un exemplu de cuptor cu vatră rulantă este prezentat în Fig. 7.2. Cuptorul funcționează după cum urmează.
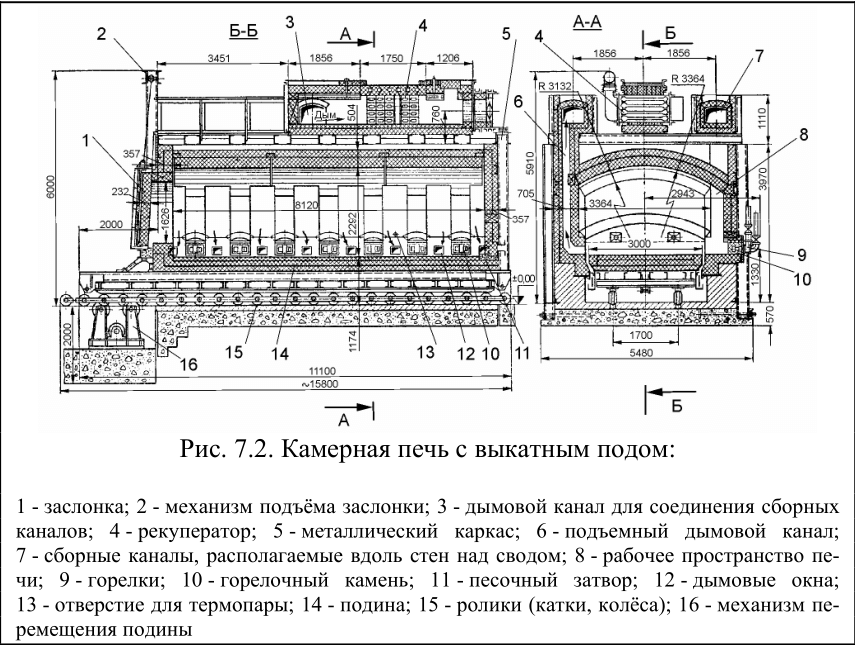
Când cuptorul gol este încălzit, se ridică clapeta și placa de bază, susținută pe role, este rulată pe platforma din fața cuptorului. Adesea, în loc de role, se folosesc roți care sunt fixate pe cadrul plăcii și se deplasează pe șine special prevăzute. Cu ajutorul unei macarale, cușca metalică este așezată pe patul desfășurat într-o anumită ordine. În acest moment, arzătoarele nu funcționează, iar pereții și bolta degajă căldură intens prin radiație în locul unde tocmai a stat placa de bază. Prin urmare, zona de sub placa de bază trebuie să fie izolată termic. După ce întreaga cușcă a fost încărcată, tava este rulată înapoi, clapeta este închisă și arzătoarele sunt pornite. Arzătoarele sunt amplasate la baza pereților laterali (fig. 7.2 — 14 arzătoare; 7 arzătoare pe fiecare perete). Deseori, arzătoarele sunt dispuse pe două rânduri, iar arderea combustibilului se practică în camerele anterioare.
În acest exemplu, pietrele arzătoare sunt selectate astfel încât să creeze o torță la un anumit unghi față de perete pentru a asigura o circulație intensă a fumului și o uniformitate maximă de încălzire a cuștii. Produsele de ardere sunt eliminate din spațiul de lucru prin ferestrele de fum din pereții laterali. În acest exemplu există 16 canale, câte 8 în fiecare perete. Fumul trece prin conductele de fum ascendente și intră în conductele de colectare situate de-a lungul pereților cuptorului deasupra bolții. Din canalele de colectare, fumul curge într-o conductă comună care conține un recuperator pentru încălzirea aerului. Fumul răcit în recuperator este direcționat către coșul de fum și evacuat netratat în atmosferă. Când procesul de tratare termică este finalizat, capsula este laminată și metalul este înlocuit cu metal rece. Procesul este apoi repetat.
Procesul tehnologic este controlat de termocupluri introduse prin orificii special prevăzute în pereți. Numărul de ferestre de inspecție și de lucru este limitat la una singură, închisă în condiții normale de un clapetă.
Etanșeitatea la gaze a cuptorului este asigurată de un sistem de porți de nisip, care sunt instalate între bază și toți pereții, precum și între bază și clapetă.
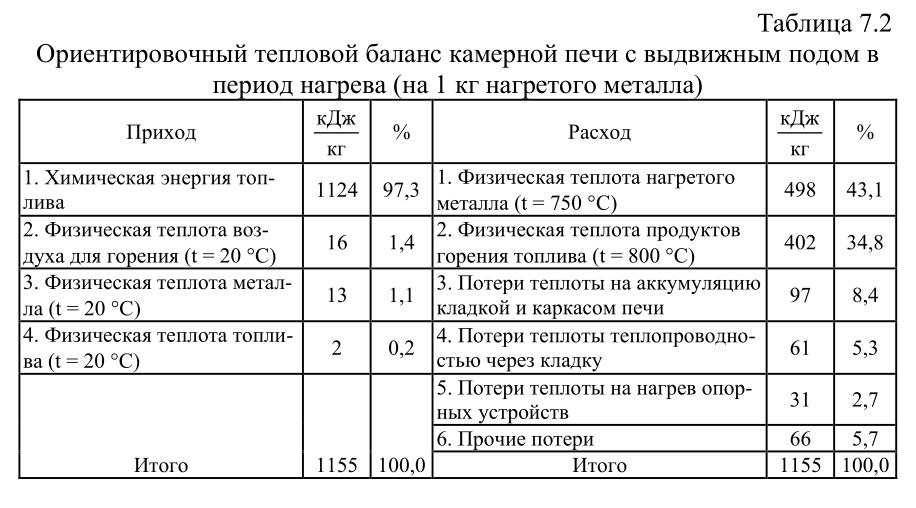
În tabelele 7.2 și 7.3 este prezentat un exemplu de bilanț termic al unui cuptor cu vatră rulantă. Aici se presupun următoarele condiții:
- încălzirea unui pat de plăci (144 tone) de la 20 la 750 °C la o viteză aproximativ constantă timp de 19,3 ore;
- menținerea la 750 °C timp de 8 ore.
În consecință, bilanțul este defalcat în două bilanțuri independente: perioada de încălzire și perioada de menținere. Aceste bilanțuri sunt ușor de combinat într-un singur bilanț prin însumare simplă.
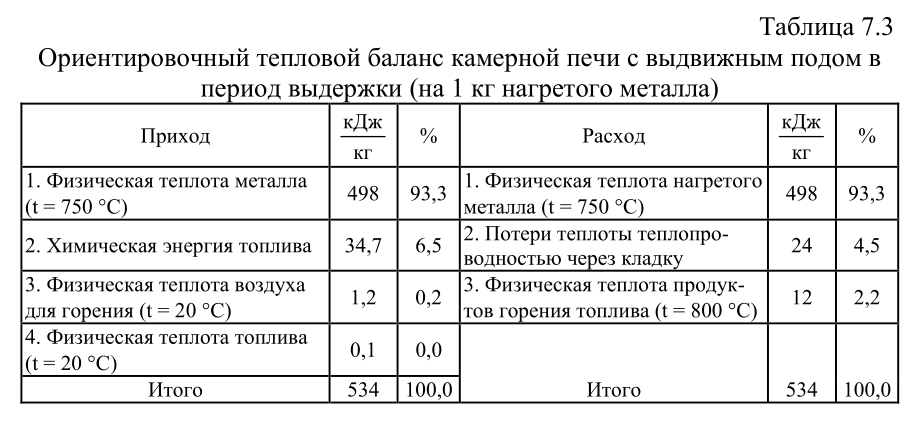
În acest exemplu, consumul specific de echivalent combustibil a fost de (1124 + 34,7) / 29,3 = 40 kg t.c./t de metal. Consumul specific de echivalent combustibil în patul căruciorului cuptorului depinde foarte mult de modul de tratament termic — temperatura din cuptor și durata de ședere a metalului în cuptor. Astfel, recoacerea la o temperatură a cuptorului de 800-950 ° C necesită un consum de combustibil de 40-130 kg t.c./t de metal. Revenirea (la temperatura cuptorului de 550 °C) necesită un consum de 25-60 kg c.t./t de metal. Cifrele mai mici se referă la tratamentul termic în timp mai scurt.
Pentru a reduce consumul de combustibil se pot recomanda următoarele:
- Îmbunătățirea sistemului de încălzire pentru intensificarea circulației fumului, încălzirea rapidă și uniformă a metalului. Acest lucru implică utilizarea de preîncălzitoare speciale, arzătoare, duze de aer, precum și numărul și amplasarea acestora;
- în timpul perioadei de derulare a plăcii de bază, acoperirea spațiului gol al plăcii de bază cu un ecran sub forma unei pelicule reflectorizante prinse la capătul din spate al plăcii de bază;
- separarea funcțiilor de încălzire și întărire între diferite cuptoare, cu transferul cuștilor de la un cuptor la altul în cursul procesului, astfel încât cuptoarele să funcționeze la o capacitate constantă;
- utilizarea de materiale izolante din fibre în zidăria cuptoarelor;
- utilizarea de arzătoare regenerative cu duză sferică;
- utilizarea unui sistem de încălzire cu impulsuri.