Cuptoarele de încălzire cu flacără sunt utilizate pentru încălzirea metalelor neferoase înainte de tratamentul sub presiune și pentru tratamentul lor termic. Cuptoarele pot fi împărțite în cuptoare cu trecere și cuptoare cu cameră. În cazul cuptoarelor de trecere, metalul este deplasat prin cuptor prin diferite tipuri de mecanisme (împingătoare, transportoare, grinzi de mers etc.). În același timp, încălzirea poate fi efectuată în conformitate cu un program special, ca, de exemplu, în cazul cuptoarelor metodice. În cazul cuptoarelor cu cameră, metalul este încărcat în cuptor, unde rămâne nemișcat până la terminarea procesului de încălzire. Metalul încălzit este apoi scos din cuptor. Pentru ca metalul care urmează să fie încălzit să nu interacționeze cu gazele din cuptor, se utilizează cuptoare cu mufă, în care gazele din cuptor încălzesc mufa, iar produsele din interiorul mufei sunt încălzite de pereții acesteia.
Practic, toate metalele neferoase au un coeficient mare de conductivitate termică, ceea ce le permite să fie adesea considerate „subțiri” în ceea ce privește încălzirea. Acest lucru este facilitat și de valorile scăzute ale negrului pentru multe metale neferoase, care reduc fluxul de căldură radiantă către metal și α∑, precum și de dimensiunile în general mici ale articolelor care trebuie încălzite. Este bine cunoscut faptul că, în cazul articolelor subțiri, diferența de temperatură dintre suprafața exterioară a articolului și centrul acestuia este mică, ceea ce face posibilă încălzirea acestora la viteză mare fără teama de tensiuni termice. Acest lucru face ca metalele neferoase să fie foarte diferite de metalele feroase, a căror viteză de încălzire este adesea limitată de posibila apariție a fisurilor din cauza diferenței semnificative de temperatură în secțiunea transversală.
Încălzirea în cuptoarele cu flacără se realizează prin radiație și convecție de la produsele de ardere fierbinți ale combustibilului.
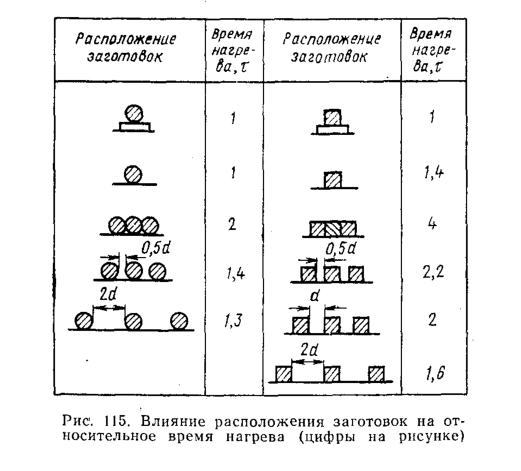
Temperaturile scăzute de încălzire a metalelor neferoase (de obicei sub 850°C) determină o influență mai mare a transferului de căldură prin convecție. Fluxul radiant către metal, la fel cum a fost considerat în descrierea încălzirii în cuptoarele cu reflexie, este compus din radiația directă de la flacără și fluxul reflectat de zidăria înconjurătoare. Fluxul total poate fi calculat cu ajutorul ecuațiilor (9.1) și (9.2). Suprafața metalului care participă la transferul de căldură se determină ținând seama de amplasarea sa pe patul cuptorului și de natura încălzirii (unilaterală sau bilaterală). Fig. 115 arată modificarea timpului relativ de încălzire a lingourilor rotunde și pătrate în funcție de modul în care sunt așezate pe patul cuptorului. Timpul de încălzire a produselor variază invers cu suprafața activă a produselor. Timpul de încălzire este minim pentru un singur lingou (cu secțiune rotundă și pătrată) încălzit din toate părțile. Fig. 115 arată că, la încălzirea pe o singură parte a lingourilor pătrate stivuite strâns una lângă alta, timpul de încălzire crește de patru ori din cauza reducerii de patru ori a suprafeței de schimb de căldură a lingourilor. Pentru lingourile scurte, cu un raport lungime/grosime mai mic de trei, trebuie luată în considerare încălzirea prin capete, ceea ce mărește corespunzător suprafața de încălzire a metalului.
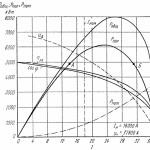
Cuptoarele cu trecere (metodă) sunt cel mai adesea utilizate pentru încălzirea lingourilor de metal înainte de laminare, pentru a le conferi plasticitate. Aceste cuptoare utilizează de obicei un flux în contracurent al combustibilului și al produselor de ardere a metalului. Acest lucru face posibilă reducerea temperaturii gazelor reziduale și creșterea ratei de utilizare a combustibilului. În zona de ardere a combustibilului, temperatura este maximă (100-200 °C peste temperatura finală de încălzire a metalului), iar spre sfârșitul cuptorului aceasta scade. La încălzirea produselor subțiri, timpul de încălzire ar putea fi redus prin menținerea unei temperaturi ridicate pe întreaga lungime a cuptorului. Cu toate acestea, acest lucru ar reduce semnificativ rata de utilizare a combustibilului din cuptor. Prin urmare, atunci când se selectează temperatura gazelor de ardere în cuptor, trebuie luate în considerare toate considerentele economice și trebuie aleasă soluția optimă.
La încălzirea produselor masive, pe lângă zona de încălzire treptată (metodică), zona de încălzire intensă (numită adesea sudare), se organizează o a treia zonă — zona de menținere (languroasă), a cărei temperatură este cu numai 50 °C peste temperatura finală de încălzire a metalului. În această zonă, temperatura este egalizată pe toată secțiunea transversală a lingoului înainte ca acesta să fie eliberat din cuptor.
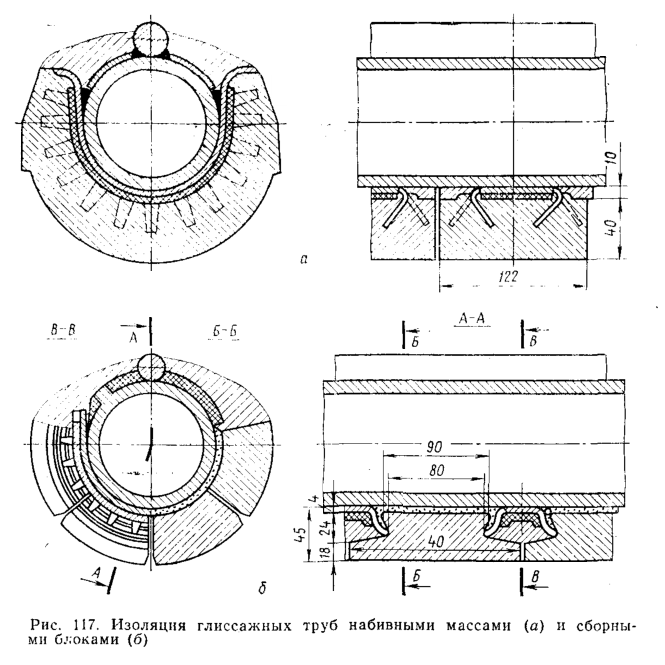
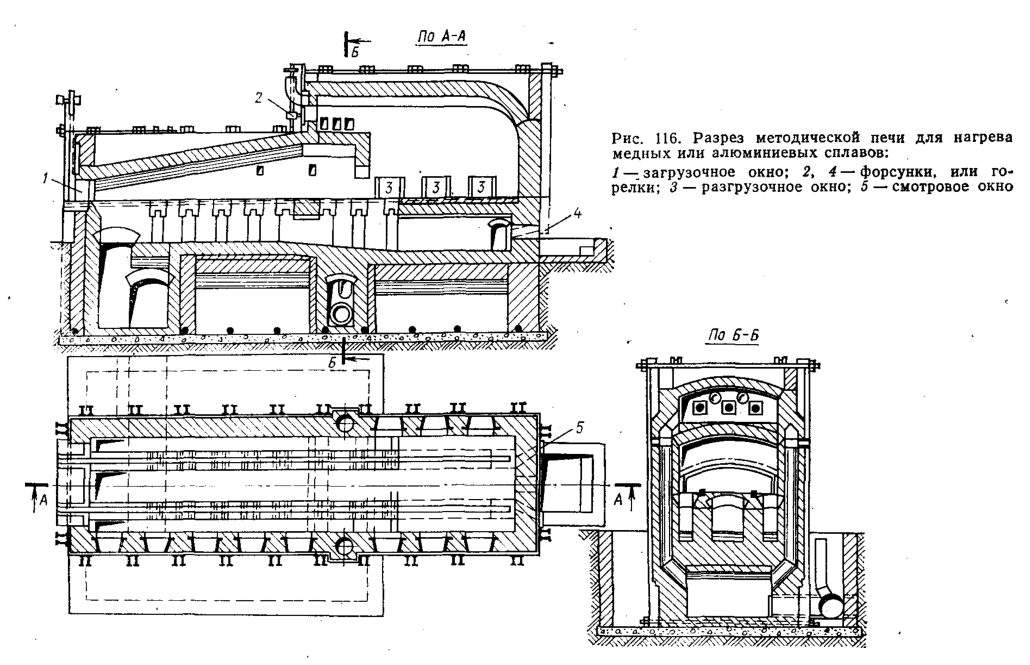
Fig. 116 prezintă un cuptor metodic cu două zone pentru încălzirea lingourilor din aliaje de cupru și aluminiu.
Lingourile sunt încărcate în cuptor prin fereastra 1 și avansate în cuptor cu ajutorul unui împingător acționat electric sau hidraulic. Lingourile sunt evacuate prin ferestrele 3 cu ajutorul unui al doilea împingător montat lateral.
Lingourile sunt încălzite din ambele părți — de sus și de jos. Cuptorul este alimentat cu combustibil lichid sau gazos. Duzele sau arzătoarele 2 și 4 sunt amplasate la partea superioară și inferioară a lingourilor. În zona metodică a cuptorului, bolta este înclinată pentru a menține viteza gazelor constantă pe toată lungimea cuptorului (pe măsură ce temperatura scade, volumul gazelor scade). Datele de funcționare ale acestui cuptor sunt următoarele. Intensitatea alimentării active, adică cantitatea de metal încălzită pe metru pătrat de alimentare activă pe oră, pentru lingouri de cupru 1600 kg/(m 2-h), pentru lingouri de aluminiu 500 kg/(m 2-h). Consumul de păcură pe 1 tonă de produse laminate la încălzirea lingourilor de cupru este de 37,4 kg, iar la încălzirea lingourilor de aluminiu este de 52,6 kg. Lingourile din cuptorul considerat sunt deplasate pe grinzi metalice, ceea ce reduce rezistența la împingerea lor prin cuptor. La temperaturi ridicate de încălzire, grinzile metalice sunt înlocuite cu țevi glisante răcite cu apă (fig. 117). Pentru a proteja țevile de abraziunea provocată de lingourile în mișcare, pe acestea sunt sudate bare metalice. Pentru a reduce pierderile de căldură prin țevile glissade, se prevede izolarea termică a acestora, întărită cu știfturi metalice. Izolația poate fi realizată din masă compactă (Fig. 117, a) și prefabricată din segmente ceramice (Fig. 117, b).
Pierderile de căldură cu apă de răcire sunt reduse cu un factor de 3-6 atunci când se utilizează izolație.
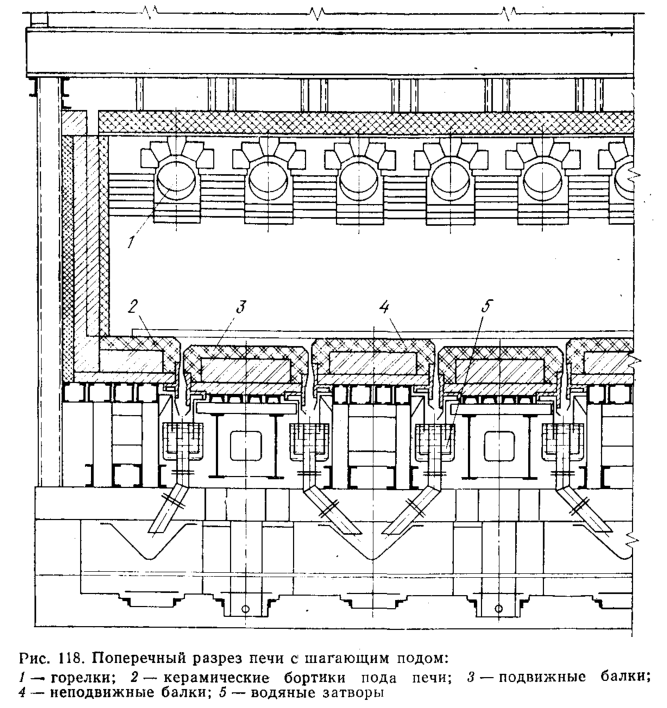
Cuptoarele cu o vatră umblătoare trebuie considerate foarte promițătoare. O parte din secțiunea transversală a unui astfel de cuptor este prezentată în Fig. 118. Podeaua cuptorului este formată din grinzi 2 și 4 fixe și grinzi 3 mobile. Mișcarea metalului în cuptor se realizează prin mișcarea în sus — înainte — jos — înapoi a grinzilor 3. În acest caz, metalul este ridicat de pe suporturile fixe și deplasat la o anumită distanță înainte până la fereastra de descărcare. Este esențial să se etanșeze spațiul dintre grinzi, astfel încât aerul rece să nu fie aspirat în cuptor, iar gazele fierbinți să nu supraîncălzească mecanismul de deplasare a grinzilor. Etanșarea cu apă 5 s-a dovedit a fi o etanșare fiabilă. Avantajul cuptoarelor cu podea mobilă în comparație cu cuptoarele cu împingătoare este posibilitatea de a plasa lingourile încălzite la o distanță una de cealaltă, ceea ce permite creșterea vitezei și îmbunătățirea uniformității încălzirii metalului. Viteza de deplasare a metalului în cuptor este ușor reglabilă. Billetele de toate lungimile și profilurile pot fi deplasate în cuptoarele cu mers pe jos.
Pentru încălzirea lingourilor rotunde, este posibilă utilizarea cuptoarelor înclinate (cuptoare cu rol) cu laminare independentă a lingourilor în cuptor. Cu toate acestea, practica a demonstrat eficiența scăzută a acestor cuptoare. Frecarea crescută a lingourilor și a loviturilor între ele crește formarea de calcar. Din când în când, este necesar să se depună multă muncă fizică pentru a elimina nealinierea și blocarea în timpul deplasării lingourilor.
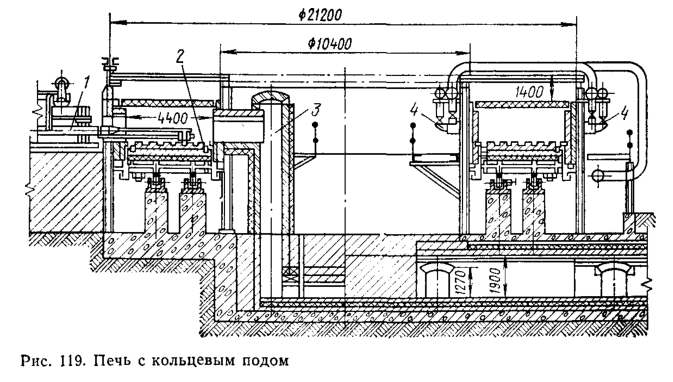
Într-o serie de cazuri, prezintă interes cuptoarele inelare cu vatră rotativă 1 (fig. 119). Aceste cuptoare sunt unități foarte mecanizate cu condiții de încălzire foarte flexibile. Arzătoarele sau duzele 4 sunt situate pe pereții camerei, iar programul de încălzire poate fi reglat prin alimentarea cu cantitatea corespunzătoare de combustibil a unuia sau altuia dintre arzătoare. Este prevăzută evacuarea produselor de ardere 3 în mai multe locuri de-a lungul cuptorului. În mod important, lingourile sunt încărcate și descărcate în imediata apropiere. De obicei, unghiul dintre fereastra de încărcare 1 și fereastra de descărcare este de 28°. Acest unghi este utilizat în mod convenabil atunci când se organizează producția în flux. Zonele individuale din cuptor, precum și zona de încărcare și descărcare sunt separate prin pereți despărțitori cu balamale care împiedică deplasarea gazelor și transferul căldurii radiante de la o zonă la alta.
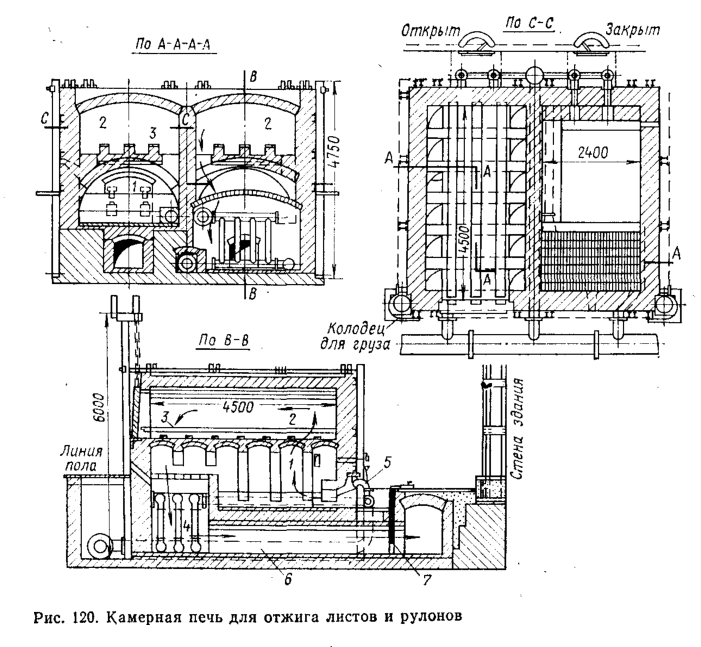
Cuptoare cu cameră . Cuptoarele cu cameră sunt utilizate cel mai adesea pentru tratarea termică a metalelor (călire, normalizare, recoacere), atunci când temperatura de încălzire necesară a metalului trebuie menținută cu precizie. Prin urmare, principala cerință pentru cuptoarele de tratament termic este capacitatea de a regla cu precizie temperatura în spațiul de lucru și de a încălzi metalul uniform pe întreaga sa secțiune transversală. Adesea se pune problema încălzirii într-un mediu de protecție pentru a preveni interacțiunea metalului cu produsele de ardere ale combustibilului. Fig. 120 prezintă un cuptor pentru recoacerea tablelor, bobinelor și benzilor. Dedesubt este amplasată o cameră de ardere 1, în care este instalată o duză de combustibil lichid 5. Produsele de ardere ale combustibilului, prin canalele din tamponul 3, intră în camera de încălzire 2, în care sunt plasate produsele care urmează să fie încălzite. De asemenea, produsele de ardere sunt evacuate prin canalele din pernă. Gazele reziduale sunt direcționate către recuperator 4 și apoi prin coșul 6 către coșul de fum. Schieber 7 reglează tirajul în cuptor.
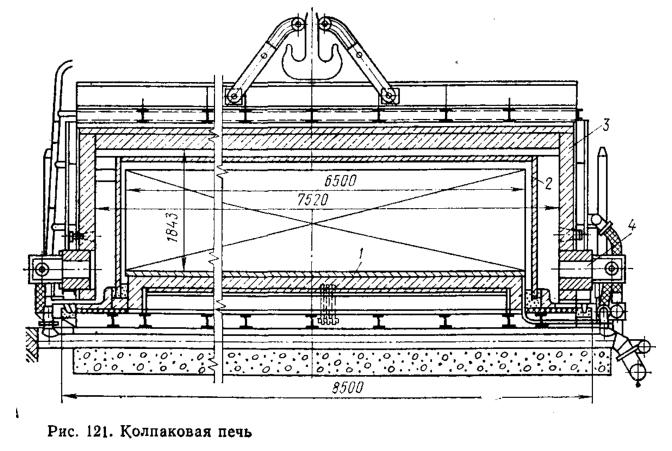
Fig. 121 prezintă un cuptor cu hotă pentru recoacerea tablelor într-o atmosferă de protecție. Foile sub formă de stive sau rulouri sunt așezate pe baza 1 și acoperite cu o hotă metalică interioară 2, care la rândul ei este acoperită cu o hotă ceramică exterioară 3. Cuptorul este încălzit cu gaz generator ars cu ajutorul arzătoarelor cu injecție 4 în spațiul dintre capota interioară și cea exterioară. Produsele de ardere sunt evacuate în hog prin intermediul unui ejector. Pe toată durata încălzirii și răcirii, capota interioară este alimentată cu un gaz de protecție. Este posibil să se utilizeze o hota exterioară pentru până la trei baze. În timp ce una se răcește, alta se încarcă, iar a treia se încălzește.
Alegerea atmosferei de protecție este determinată de proprietatea metalului și de gradul necesar de protecție a suprafeței (deschisă sau curată sau ușor întunecată). Costul atmosferei de protecție trebuie, de asemenea, să fie luat în considerare. Atmosferele de protecție formate din vapori de apă, produse de ardere incompletă a gazelor naturale sau lichefiate cu un raport de exces de aer de 0,5-0,95 și produse de descompunere a amoniacului sunt larg răspândite. Având în vedere caracterul exploziv al produselor de descompunere a amoniacului, acestea sunt incinerate și purificate de vaporii de apă. În funcție de cerințe, produsele de ardere a gazelor sunt, de asemenea, purificate de CO2 și vapori de apă.
Dimensiunea cuptorului de încălzire se calculează prin determinarea timpului de încălzire a produselor. Timpul de încălzire se determină cu ajutorul formulelor pentru produse solide sau subțiri, în funcție de valorile criteriului Bio. Căldura radiantă se obține din ecuațiile (9.1) și (9.2). La calcularea cuptoarelor de tratament termic, la acest timp se adaugă, de obicei, timpul necesar proceselor în fază solidă pentru a modifica compoziția fazei. Lungimea și lățimea cuptorului se determină pe baza productivității date și a timpului total de ședere a metalului în cuptor. Cuptoarele pasante (metodice) pot fi cu un singur rând sau cu două rânduri. În acest din urmă caz, lungimea lor este redusă la jumătate.