
Cuptoarele cu creuzet cu inducție sunt utilizate pe scară largă în turnătorii pentru topirea oțelului, fierului, cuprului, aluminiului etc. pe grămezi solide. Avantajele cuptoarelor cu inducție sunt monoxidul de carbon metalic redus și condițiile de lucru relativ bune din punct de vedere igienic.
Cuptoarele cu inducție fără miez sunt cele mai comune în turnătorii. Cuptoarele cu inducție funcționează pe principiul inducției printr-un câmp electromagnetic alternativ de curenți turbionari în metal, care este încălzit și topit prin acest efect.
În interiorul inductorului în formă de bobină se află un creuzet realizat din material refractar. Spațiul interior al creuzetului este umplut cu metal topit. Creuzetul protejează inductorul de metalul lichid. Cantitatea de energie electrică transformată în energie termică depinde de rezistența electrică a sarcinii. Frecvența curentului de alimentare este foarte importantă pentru funcționarea cuptorului cu inducție. Fiecărei valori a capacității cuptorului și a rezistenței electrice a sarcinii îi corespunde o anumită frecvență a curentului.
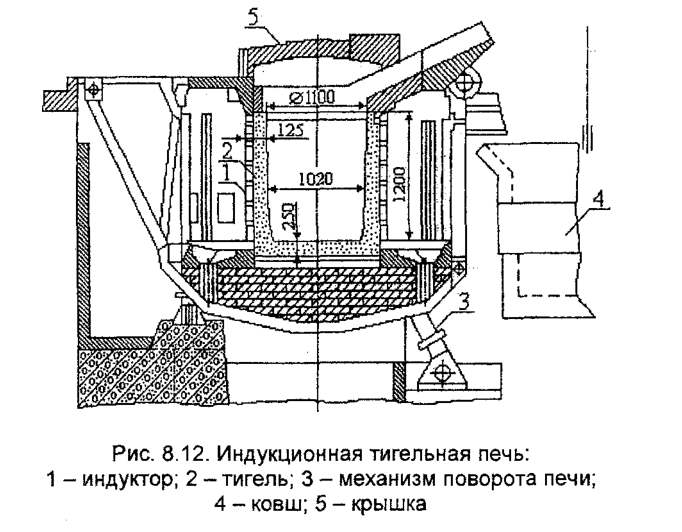
Cuptoarele cu creuzet cu inducție fără miez (fig. 8.12) sunt alcătuite din următoarele părți principale: miez magnetic inductor, cadru, căptușeală, mecanism de înclinare a cuptorului, echipament electric și sistem de răcire.
Cea mai importantă unitate a cuptorului de topire cu creuzet este inductorul, care este o bobină de tub rotund, pătrat sau dreptunghiular. Grosimea peretelui tubului de cupru depinde de frecvența necesară a curentului de alimentare. S-a constatat că grosimea peretelui trebuie să depășească cu 30 % adâncimea de penetrare a curentului, iar mărimea găurii din tub este determinată de debitul apei răcite. Conexiunile de intrare și ieșire a apei sunt lipite la inductor. Inductorul este acoperit cu rășină epoxidică, iar între bobine sunt instalate garnituri izolatoare electrice.
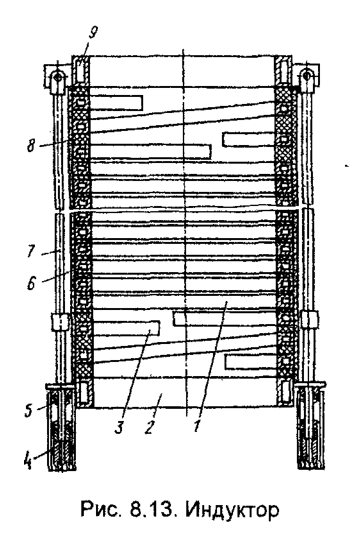
Fig. 8.13 prezintă o secțiune a inductorului 1 asamblat sub forma unui pachet de 23 de bobine răcite 3, 6 și nerăcite 8 cu secțiunea transversală de 63 × 63 mm, cu o grosime a peretelui de 13 mm și inele răcite 2, 9. Inelele inferioare 2 și superioare 9 ale pachetului sunt strânse de douăsprezece tije 7, piulițe 4 și discuri elastice 5.
Suprafața exterioară este lipită cu o foaie de azbest de 6 mm grosime b. Tijele (12 buc.) sunt dispuse uniform în jurul circumferinței exterioare a inductorului. Nivelul superior al inductorului este situat cu 20-30% sub nivelul metalului pentru a exclude ejecția metalului din circulația electrodinamică. Se utilizează inele de răcire și serpentine de răcire pentru a evita supraîncălzirea părții din căptușeala cuptorului unde nu există inductor.
Uneori se folosesc alte modele de fixare a inductorului, în care fiecare bobină este fixată pe stâlpi verticali cu știfturi de alamă. Stâlpii sunt fabricați din azbociment sau lemn de esență tare.
Magnetocuplorul extern este fabricat din tablă de oțel pentru transformatoare și are rolul de a evita supraîncălzirea părților metalice ale cuptorului de către câmpurile de împrăștiere din jurul inductorului. Magnetocuplorul este format din pachete individuale realizate din tablă de oțel de 0,35 mm grosime pentru cuptoarele de înaltă frecvență și de 0,5 mm grosime pentru cuptoarele de frecvență industrială. Pachetele sunt fixate cu șuruburi pe cadrul cuptorului și instalate aproape de inductor pentru a asigura rigiditatea structurală și disiparea minimă a fluxului magnetic. Cadrul cuptorului absoarbe sarcinile generate în timpul vidanjării cuptorului și sarcinile rezultate din expansiunea cuptorului în timpul încălzirii. Din acest motiv, cuptoarele de capacitate mare sunt realizate din oțel laminat, în timp ce cuptoarele mici sunt realizate din lemn și azbociment.
Căptușeala cuptorului trebuie să reziste fiabil la impactul mecanic al metalului lichid, în special în timpul înclinării frecvente a acestuia. Căptușeala trebuie să aibă o suprafață topită densă, pe partea de metal absolut nu permite infiltrarea metalului lichid. Cu toate acestea, pe partea inductorului, căptușeala trebuie să fie nefilată. Acest lucru este necesar pentru a preveni formarea de fisuri prin căptușeală și asigură protecția inductorului împotriva pătrunderii metalului lichid.
În funcție de procesul metalurgic, se utilizează de obicei căptușeala acidă a cuptorului. De obicei, căptușeala cuptorului este realizată din mase refractare ambalate, iar baza este realizată din produse refractare modelate.




