
Cuptoarele cu arc sunt cuptoare cu curgere directă deoarece arcul electric se produce direct între electrod și metalul care se topește. Topirea electrică prezintă o serie de avantaje față de alte procedee de topire: monoxid de carbon element relativ scăzut, posibilitatea de a obține o compoziție mai precisă a fontei brute cu mai puține impurități nocive, supraîncălzire ridicată, posibilitatea automatizării și reglării procesului de topire. Principalele mecanisme și unități ale cuptoarelor cu arc de curent alternativ DSP-12N3 sunt prezentate în Fig. 8.9.
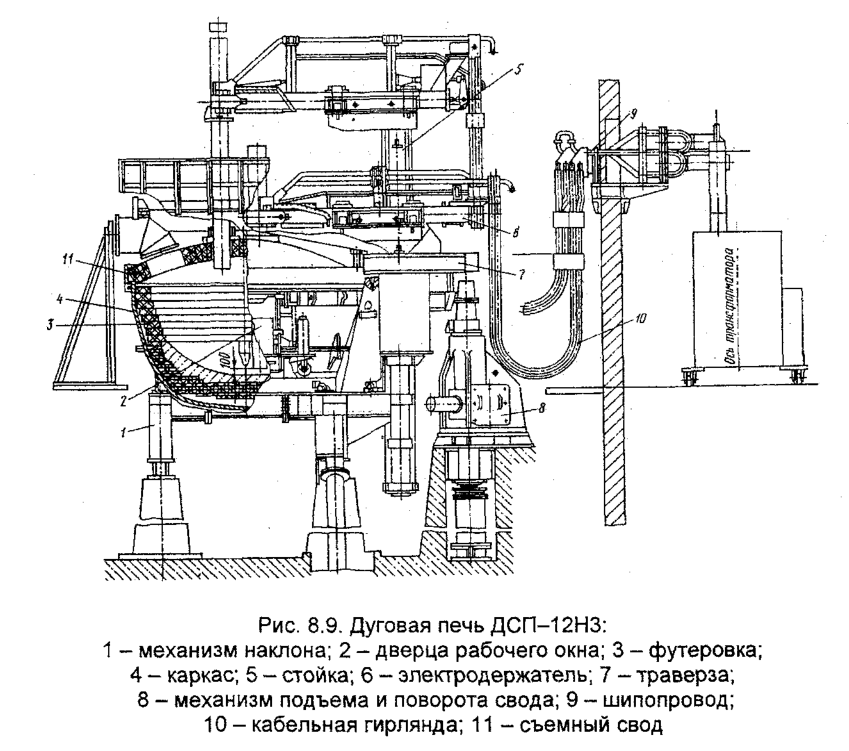
Sistemul de răcire cu apă și mecanismele de acționare hidraulică nu sunt prezentate în diagramă. Bolta 11 are trei găuri pentru instalarea electrozilor în spațiul de lucru al cuptorului. Spațiul dintre electrozi și boltă este închis prin inele de etanșare. Curentul către electrozi este furnizat prin suporturile de electrozi. Cuptoarele electrice cu arc funcționează cu curent alternativ 12500 A, tensiune de lucru 100-130 W, capacitatea cuptoarelor de la 1500 kg la 200 tone. Topirea poate fi efectuată pe stoc solid și lichid. Modul de funcționare al cuptorului este reglat prin comutarea treptată a transformatorului.
Cuptoarele cu arc electric pot fi exploatate atât cu căptușeală bazică, cât și cu căptușeală acidă. Cuptoarele cu căptușeală acidă au o rezistență mai mare, costul lor este mai scăzut, consumul specific de energie electrică, electrozi și durata de topire este mai mică. Cuptoarele cu căptușeală bazică sunt utilizate pentru topirea oțelurilor și a fontelor aliate cu conținut ridicat de aluminiu (aluminiul reduce viguros siliciul din dioxid de siliciu și distruge căptușeala acidă a cuptorului), mangan și crom, precum și cu conținut scăzut de sulf (până la 0,04%). Căptușeala cuptorului în procesul principal este realizată din cărămizi de magnezită, iar în procesul acid — din cărămizi dinasice. Un strat de cărămizi izolante este așezat între căptușeală și cadru.
Elementul principal (nodul) al unui cuptor cu arc, care suportă toate sarcinile de la căptușeală și metalul lichid, este cadrul sudat, care are o formă cilindrică sau conică. Cadrul este de obicei fabricat din tablă de oțel cu conținut scăzut de carbon, cu o grosime de 20 mm sau mai mult, în funcție de capacitatea cuptorului. Indiferent de capacitatea cuptorului, cadrul este întărit cu nervuri de rigidizare. Pentru ridicarea și menținerea electrozilor se folosește un mecanism 8 cu acționare electrică și frână, amplasat pe traversa 7.
Pentru golirea cuptorului metalic 1 înclinat la un unghi α = 40-70 ° în direcția degetului de scurgere, iar în direcția ferestrei de lucru la descărcarea zgurii — cu 10-15 °. Înclinarea cuptorului se realizează cu ajutorul unui sistem hidraulic 6, mai rar cu ajutorul unei acționări electromecanice, care se află de obicei sub cuptor. Fig. 8.10 prezintă un mecanism de înclinare de tip DSP, cu o capacitate de până la 3 tone, format din doi cilindri hidraulici 6 plasați sub cuptor și articulați cu cadrul 1 al băii cuptorului, pe care sunt înșurubate pe fiecare parte a cuptorului două segmente dințate turnate 8, care la rândul lor se sprijină pe șine dințate 9.
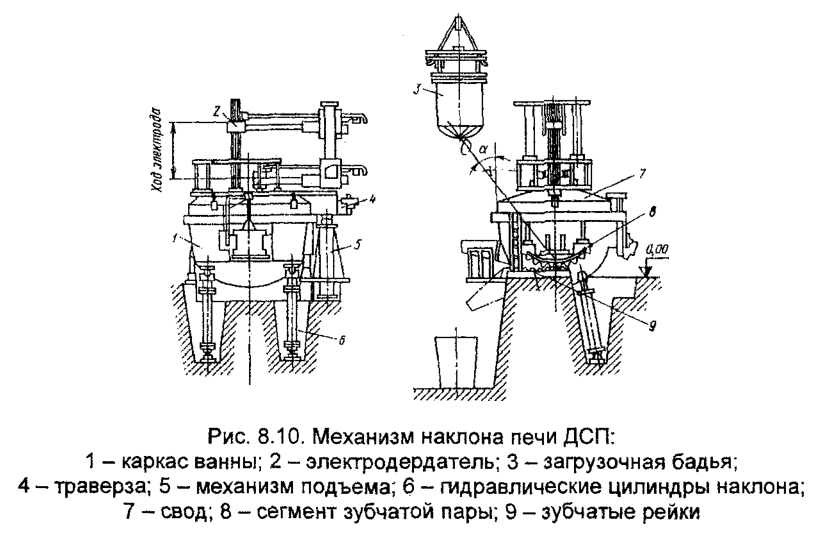
Datorită angrenării perechii segment dințat-șină, cuptorul se înclină ușor sub acțiunea acționărilor hidraulice. Viteza de rotație spre o parte sau alta poate fi controlată prin modificarea debitului de lichid din sistemul hidraulic.
Încărcarea cuptoarelor cu arc cu încărcătură metalică se realizează cu ajutorul coșurilor speciale 3. În acest scop, bolta 7 este ridicată de mecanismul de ridicare 9 și îndepărtată cu 80-1000 mm. Bolta 7 este realizată din cărămidă refractară cu un șablon special, care prevede patru găuri: trei pentru electrozi și una pentru evacuarea gazelor de ardere. Cuptoarele medii și mari utilizează bolți metalice răcite cu apă sau bolți combinate formate dintr-o periferie metalică și o parte centrală refractară. Pentru căptușeală se folosesc cărămizi electrodinamice sau cu conținut ridicat de alumină.
La sfârșitul încărcării, bolta este readusă în poziția sa inițială. În unele cuptoare, bolta rămâne în poziția ridicată după ridicare, iar cuptorul este rulat de sub boltă în poziția de încărcare.





