În sfera tehnică, suprafața piesei este înțeleasă ca stratul exterior, care diferă în structură și diverse caracteristici fizice de partea interioară. Complexul de proprietăți pe care partea exterioară a piesei le dobândește ca urmare a producției sale este caracterizat de conceptul general de „calitate a suprafeței”.
Ce este curățenia prelucrării pieselor și în conformitate cu ce GOST este definită?
Nu există un finisaj complet neted după niciun fel de proces de prelucrare, inclusiv frezare, turnare și alte metode mecanice. Acesta prezintă întotdeauna neregularități: depresiuni alternante și scobituri de diferite forme și dimensiuni. Astfel de defecte se formează, de exemplu, prin impactul marginilor de tăiere ale unei freze pe exteriorul piesei. Umflăturile formate ca urmare a prelucrării brute, de exemplu, după frezarea cu avans mare, sunt foarte vizibile vizual și pot fi simțite cu degetele.
Pentru a rezuma, se poate observa că finisajul unei piese reprezintă gradul de netezime al acesteia, fiind determinat de dimensiunea scoarțelor, depresiunilor și a altor defecte care se obțin după aplicarea diferitelor metode de prelucrare. De asemenea, se mai numește și rugozitatea produselor metalice, care poate fi
- inițială — apare ca urmare a prelucrării tehnologice cu utilizarea diferiților abrazivi;
- operațională — rugozitate dobândită în timpul funcționării datorită uzurii și frecării de lucru;
- de echilibru — rugozitatea operațională, care poate fi reprodusă în condiții staționare de frecare.
Calitatea suprafeței piesei este determinată în conformitate cu GOST 2789-73.
Cum este evaluată curățenia suprafeței piesei?

Calitatea acoperirii diferitelor produse metalice, inclusiv a matrițelor de turnare, poate fi evaluată folosind două metode:
- Elementară — presupune compararea parametrilor individuali.
- Complexă — efectuarea unei analize comparative a standardului cu eșantionul studiat.
Calitatea suprafeței metalice este cea care are cel mai mare impact asupra performanței motoarelor auto, precum și a pieselor și ansamblurilor diferitelor utilaje. Prin urmare, determinarea exactă a rugozității este cea mai importantă sarcină metrologică.
Gradul de precizie al suprafeței de turnare depinde de dimensiunea solzilor, care se formează după prelucrarea prin metode mecanice. Se măsoară cu un instrument special numit profilograf.
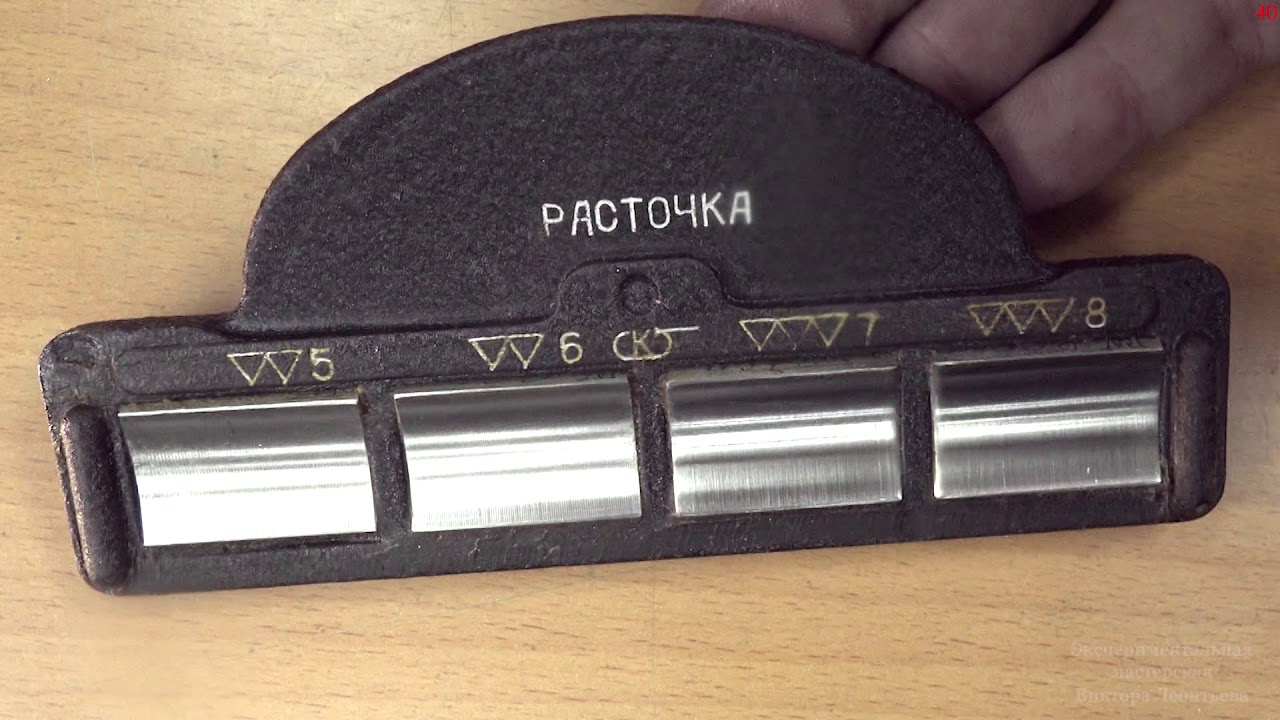
Controlul curățeniei suprafeței piesei se face prin compararea eșantionului (etalon) cu aspectul inspectat al produsului. În condiții de producție, pentru a determina calitatea stratului de acoperire obținut prin frezare, se utilizează eșantioane fabricate din clasa a 4-a până la a 7-a de curățenie.
Procedura este destul de simplă: eșantionul este aplicat pe suprafața prelucrată și comparat. Ca rezultat, este posibil să se determine gradul de curățenie al părții exterioare a produsului până la clasa a șaptea, în limitele unei erori de o clasă. Utilizarea unei lupe cu o mărire de 5 — 10 carate permite compararea până la aproximativ 8 — 9 clase de puritate cu exact aceeași eroare.