
Calitatea fontei brute lichide și indicatorii tehnici și economici optimi nu pot fi asigurate fără un control bine stabilit al întregului proces de topire. Principalii parametri care trebuie controlați în timpul topirii fierului în cuptor sunt: temperatura fierului, debitul și presiunea suflului de aer, nivelul coloanei de materiale de încărcare, compoziția și temperatura gazelor reziduale ale cuptorului. În același timp, debitul de aer, temperatura apei de răcire și nivelul coloanei de încărcare trebuie să fie reglementate de dispozitive automate.
În cazul supraîncălzirii, acestea sunt completate de controlul temperaturii aerului și gazelor în mai multe puncte (în funcție de schema instalației), controlul temperaturii gazelor în recuperator și dispozitivele de purificare etc. Controlul complet al calității fontei include, de asemenea, indicatori precum controlul compoziției chimice, structura și proprietățile mecanice ale pieselor turnate, tendința la albire, fluiditatea lichidelor și o serie de alți parametri.
Temperatura fontei brute topite este cel mai important indicator tehnologic și calitativ al procesului de topire. În funcție de condițiile de producție și de echipamentele disponibile, temperatura metalului poate fi măsurată la gura de coborâre a cuptorului, în cuptor sau în banca de porci.
Există două metode de măsurare a temperaturii metalului lichid: prin contactul direct al senzorului dispozitivului cu metalul lichid și metoda fără contact prin evaluarea radiației de pe suprafața oglinzii sau a jetului de metal lichid.
Controlul temperaturii fontei pe tobogan
Scopul controlului este de a determina temperatura metalului evacuat din cupolă și, prin urmare, adecvarea acestuia pentru turnarea anumitor matrițe.
Cuptorul topește și descarcă metalul pentru turnare în mod continuu, astfel încât, de obicei, nu există timp pentru măsurarea temperaturii prin metoda de contact și, în plus, ceea ce este foarte important, este necesar un număr mare de măsurători pentru turnarea matrițelor pe bandă.
Pirometrele cu radiație sunt utilizate pentru controlul continuu al temperaturii metalului lichid în timpul topirii cupolei. Experiența îndelungată în producție a arătat că cele mai bune rezultate sunt obținute prin utilizarea pirometrului cu fotodiode de tip IPL-105.
Măsurarea temperaturii cu acest pirometru se bazează pe evaluarea luminozității jetului de metal lichid cu ajutorul unui senzor semiconductor fotosensibil — fotodioda de siliciu.
Atunci când fotodioda este iluminată, în circuitul său electric apare un curent proporțional cu fluxul luminos care cade pe fotodiodă. Senzorul sensibil este montat sub forma unui cap optic, care servește la măsurarea temperaturii și este montat pe un suport la lansatorul de porci sau la cuptor, deasupra metal fly, la o distanță de 1,2-1,5 m de jetul de metal lichid. Capul optic este echipat cu sistem de răcire cu aer sau apă pentru a-l proteja de impactul temperaturii. Valorile de temperatură sunt înregistrate automat pe diagrama dispozitivului secundar de tip PSR-1, care este instalat împreună cu unitatea de alimentare, de regulă, în biroul șefului superior al zonei de topire.
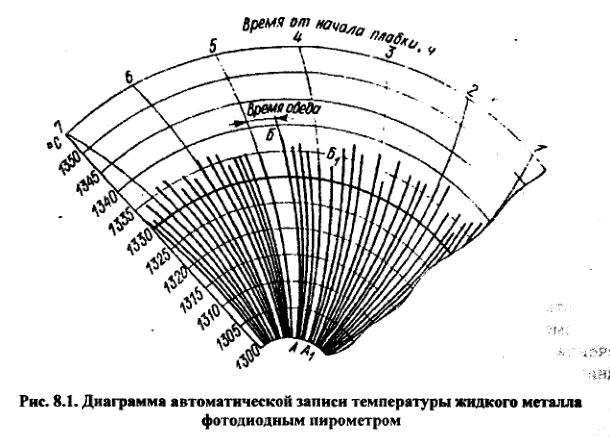
Înregistrarea se face pe hârtie grafică rotundă specială. Fig. 8.1 prezintă schematic o parte a înregistrării automate pe o diagramă. Diagrama are coordonate de timp și temperatură. Valorile temperaturii sunt trasate sub formă de segmente curbilinii AB1 А1Б1 etc. la o anumită scară. În plus, fig. 8.1 oferă o reprezentare vizuală a fluctuațiilor de temperatură ale metalului lichid din cuve în timpul turnării și a acelor eliberări în care temperatura scade la un nivel inacceptabil, de exemplu, sub 1330 °C. Pe de altă parte, frecvența liniilor indică ritmul de funcționare a transportoarelor.
Funcționarea automată a dispozitivului este deosebit de eficientă în cazul în care există un transportor de turnătorie în atelier. Atunci când conveiorul funcționează, ritmul de eliberare a metalului lichid din cuptor este determinat de apropierea matrițelor de zona de turnare. În același timp, sunt detectate toate fluctuațiile productivității transportorului, toate opririle acestuia și schimbările de ritm, ceea ce permite analiza activității atelierului în ansamblu, pe lângă controlul procesului de topire în cuptor.
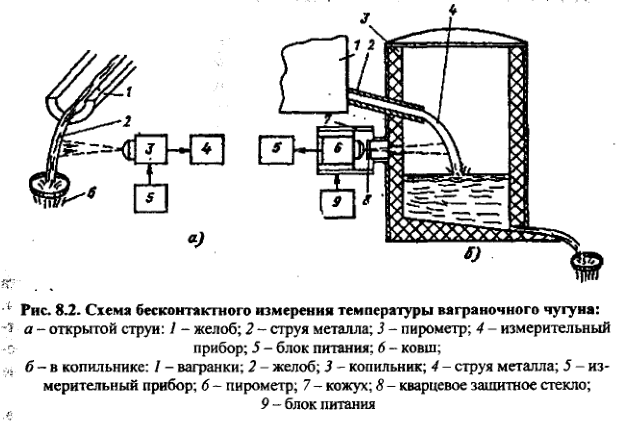
Schema de măsurare fără contact a temperaturii fontei pe jgheabul cuptorului este prezentată în fig. 8.2.
Temperatura metalului poate fi măsurată destul de precis cu un pirometru color.
Metoda pirometriei color se bazează pe faptul că, odată cu modificarea temperaturii, se modifică culoarea corpului încălzit, respectiv se modifică raportul dintre luminozitățile radiațiilor monocromatice din spectrul de radiații al corpului incandescent. În pirometrele color, temperatura este măsurată prin raportul dintre luminozitățile monocromatice ale corpului încălzit în regiunile roșie și albastră ale spectrului. Fig. 8.3 prezintă schema pirometrului color TsEP-2M.
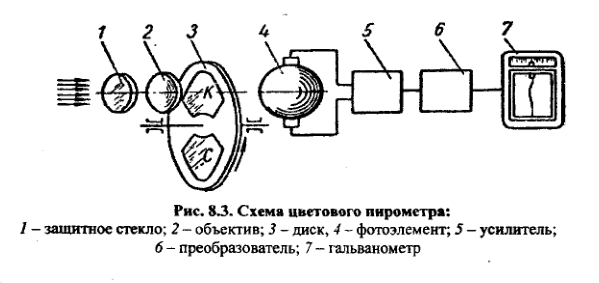
Radiația metalului topit trece prin sticla de protecție 1 și lentila 2 și cade pe fotocelula 4. Între lentilă și fotocelulă există un disc rotativ 3 (fustă) cu două filtre de lumină — roșu (K) și albastru (C). Datorită acestui fapt, fotocelula este iluminată alternativ de culorile roșu și albastru și produce alternativ impulsuri de curent proporționale cu luminozitățile monocromatice ale radiațiilor roșu și albastru. Aceste impulsuri sunt amplificate în aparatul 5 și transformate în curent continuu de un dispozitiv electronic logaritmic special 6. Curentul de ieșire al dispozitivului logaritmic este măsurat și reglat de un galvanometru magneto-electric de afișare și înregistrare 7, calibrat în grade Celsius. Dispozitivul indică temperatura reală a unui corp complet negru și a corpurilor „gri”, adică care au practic același coeficient de emisivitate în întregul spectru de radiații vizibile. Astfel de corpuri includ multe metale (oțel, fontă, aluminiu etc.).
Citirile pirometrului color nu sunt afectate de modificările coeficientului de emisivitate al unui corp datorate schimbărilor de temperatură, compoziție, stare a suprafeței sau atenuării radiației de către atmosfera prăfuită. Prin urmare, pirometrul color are o precizie de măsurare ridicată, egală cu cea a unui termocuplu cu imersie. Eroarea pirometrului color nu depășește ± 1 %.
Structural, pirometrele TsEP-2M și TsEP-3 sunt realizate sub forma unui senzor montat pe un trepied și conectat printr-un cablu flexibil la blocul electronic, la dispozitivele de afișare și înregistrare și la sursele de alimentare.
Măsurarea temperaturii cu pirometrul color TsEP-2M se realizează până la 2500 °C.
Pentru măsurarea temperaturii fierului topit poate fi utilizat și pirometrul color TSVETOPIR 1-02, proiectat pentru limite de măsurare de 1300-1650 °C.
Pirometrul este îndreptat spre centrul jetului de metal, la o distanță de aproximativ 1/3 de la capătul jgheabului.
În absența pirometrelor color, un astfel de control poate fi efectuat cu ajutorul unui pirometru de radiații obișnuit, dar precizia acestuia din urmă este scăzută și insuficientă pentru multe industrii. Trebuie reținut faptul că pirometrul de radiații trebuie să fie închis într-o carcasă rezistentă la praf și răcit cu apă sau aer.
Controlul temperaturii fontei brute în furnal sau în piggy bank-ul cuptorului
O modificare a temperaturii fontei brute în creuzet sau în cuptor semnalează o perturbare în cursul normal al topirii și, prin urmare, necesitatea de a lua măsuri adecvate pentru eliminarea acesteia. Acest control determină caracterul adecvat al fontei pentru modificare și posibilitatea de a o utiliza pentru piese turnate critice.
Dispozitivul și schema de instalare a unui termocuplu pentru măsurarea temperaturii fontei sunt prezentate în Fig. 8.4 în creuzetul cuptorului (a) și în lance (b). Materialele termocuplurilor pot fi termoelectrozi platină-platină, tungsten-molibden, tungsten-reniu și nichel-tungsten cu diametrul de 0,5 mm.
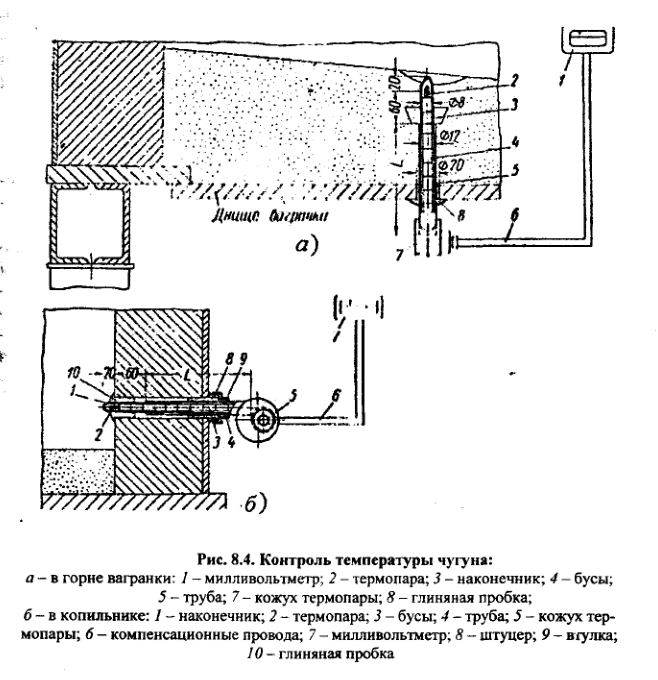
Termoelectrozii sunt izolați unul de celălalt prin perle de alumină cu două canale cu un diametru de 3,5 mm. Un element important al termocuplului este vârful care protejează joncțiunea termoelectrozilor de metalul lichid. Materialul vârfului trebuie să fie rezistent și durabil. Cel mai adesea se folosesc vârfuri de cuarț, cele mai durabile sunt vârfurile de alumină. Se recomandă acoperirea vârfurilor cu un strat dintr-un amestec de material refractar și grafit pentru a crește rezistența acestora. Termocuplurile ar trebui să fie încorporate cu deosebită atenție în căptușeala cuptorului sau a cuptorului.
Millivoltmetrele sau potențiometrele pot fi utilizate ca instrumente indicatoare. Potențiometrele electronice automate, indicatoare și autodescriptive din seriile EP, EPP, EPD etc. sunt utilizate pe scară largă. Eroarea de bază a citirilor lor este de ± 0,5 %, iar înregistrările de ± 1 %.
Durabilitatea vârfului de alumină cu un diametru de 8 mm și grosimea peretelui de 1-1,2 mm a fost de 3-4 topituri.
Termocuplul de tungsten-reniu BP-10-20 asigură stabilitatea citirilor timp de 16-18 h atunci când se utilizează capace (vârfuri) de alumină înaltă cu grosimea peretelui de 2 mm. Pentru a proteja capătul de lucru al termocuplului, se utilizează, de asemenea, un capac alund.
Fig. 8.2,b prezintă o schemă de control fără contact al temperaturii fontei lichide într-un copilot.
În practică, trebuie să ținem cont de faptul că încălcarea ratei de extragere a metalului (de exemplu, din cauza întârzierilor în activitatea conveiorului de turnare) obligă la oprirea alimentării cu explozibil sau la încetinirea topirii, reducând cantitatea și presiunea explozibilului. Acest lucru determină scăderea temperaturii metalului, iar fluctuațiile acesteia pot fi legate și de dimensiunea bucăților de material de încărcare.





