Următorii parametri cei mai importanți sunt monitorizați pentru a obține piese turnate din fontă de bună calitate.
Analiza chimică
Compoziția chimică completă a metalului este dată în standarde, abaterea de la compoziția chimică specificată fiind un semn de respingere. Metodele de analiză a compoziției totale includ analize chimice și spectrale.
Prelevarea probelor pentru analiza compoziției chimice se realizează, de regulă, în două moduri: turnarea independentă a probelor speciale, care nu sunt asociate cu turnarea, și obținerea probelor pe trecerile și proeminențele canalelor. Eșantioanele pentru analiza chimică a fontei sunt turnate în cupe-culă din fontă sau oțel. Probele pregătite pentru analiza chimică sunt etichetate, indicându-se numărul de topire și numărul de serie al probei.
Proprietăți mecanice
Dintre proprietățile variate și diverse ale metalelor, cele mai importante sunt proprietățile mecanice, care depind de o serie de condiții externe — viteza și metoda de aplicare a sarcinii, temperatura, forma produsului, structura, prezența defectelor etc. Atunci când determinați proprietățile mecanice, încercați să creați condiții apropiate de condițiile de funcționare și, de obicei, verificați proprietățile mecanice ale probelor mai degrabă decât ale pieselor în sine.
Proprietățile mecanice ale pieselor turnate din fontă trebuie să fie în conformitate cu GOST pentru un anumit tip de fontă, care specifică parametrii controlați, tipurile de probe și eșantioane.
Microstructura fontei este controlată în conformitate cu GOST 3443-87.
Fluiditatea este o proprietate tehnologică a metalului lichid, care caracterizează capacitatea acestuia de a umple cavitatea matriței și de a-și reproduce amprenta. Cele mai răspândite sunt probele speciale (GOST 16438-70).
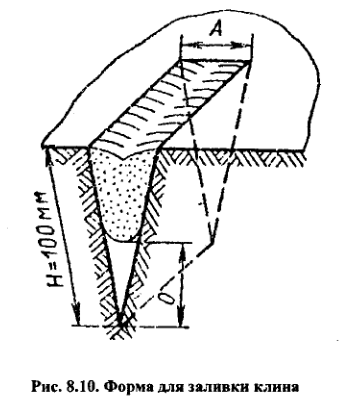
Tendința de albire a fontei caracterizează prelucrabilitatea piesei turnate prin tăiere. Duritatea părților albite ale piesei turnate constând în ledeburit eutectic cu o cantitate mare de cementită crește brusc, ceea ce face ca prelucrarea piesei turnate să devină practic imposibilă. Acest tip de defect este eliminat prin recoacere, în urma căreia cementita se descompune pentru a forma grafit. Tendința de albire a fontei este controlată în procesul de topire cu ajutorul unor probe speciale în formă de pene (Fig. 8.10).
Eșantioanele tehnologice sub forma unei pene cu o înălțime de 100 mm și o lățime a bazei A = 20 ÷ 50 mm pentru a determina tendința de albire a fontei sunt obținute în matrițe de nisip brut. Lățimea bazei A depinde de grosimea piesei turnate. De exemplu, pentru piese turnate cu grosimea de până la 25 m A = 20 mm.
O adâncime mai mare O otbela indică formarea de otbela în părțile subțiri ale pieselor turnate. Astfel de piese turnate vor fi slab prelucrate. O adâncime mică de albire indică un conținut crescut de carbon și siliciu. Proprietățile mecanice ale unei astfel de fontă vor fi slabe. De asemenea, se prelevează probe pentru a verifica eficiența modificării fontei. Piesă este spartă, iar calitatea fontei este evaluată în funcție de fractură. De obicei, vârful penei din fractură prezintă albire.