
Metoda de fabricare a țevilor este determinată de tipul țevii (formată la cald, formată la rece sau sudată, rotundă sau profilată); materialul țevii, care determină proprietățile sale plastice, de rezistență și ductile, precum și tipul lingourii inițiale (laminată, lingou sau turnată continuu în cazul țevilor formate la cald); dimensiunile geometrice (indicele absolut sau indicele de perete subțire d/s); cerințele de calitate ale țevii (precizie dimensională, calitatea suprafeței, proprietăți mecanice); indicatorii tehnico-economici ai metodei — de fabricare a țevilor formate la cald.
Țevi deformate la cald
Țevile formate la cald sunt produse prin șapte metode de laminare la cald și presare. Fiecare dintre metodele de laminare la cald include trei operațiuni principale de tratare la presiune: străpungerea unui lingou solid într-un manșon cu pereți groși, laminarea manșonului într-o țeavă brută, calibrarea sau reducerea țevii brute într-o țeavă finită cu dimensiunile finale ale diametrului și grosimii peretelui. A doua operațiune — laminarea — face o diferență semnificativă pentru fiecare metodă. Prin urmare, denumirea laminorului este utilizată pentru a denumi metoda de producție și unitatea de laminare a țevilor. Clasificarea unităților este prezentată în tabelul 44. Fiecare dintre aceste unități are un număr de dimensiuni standard în funcție de diametrele țevilor laminate în intervalul indicat în tabel. Cele mai frecvente sunt unitățile de tip 1-4 și 8.
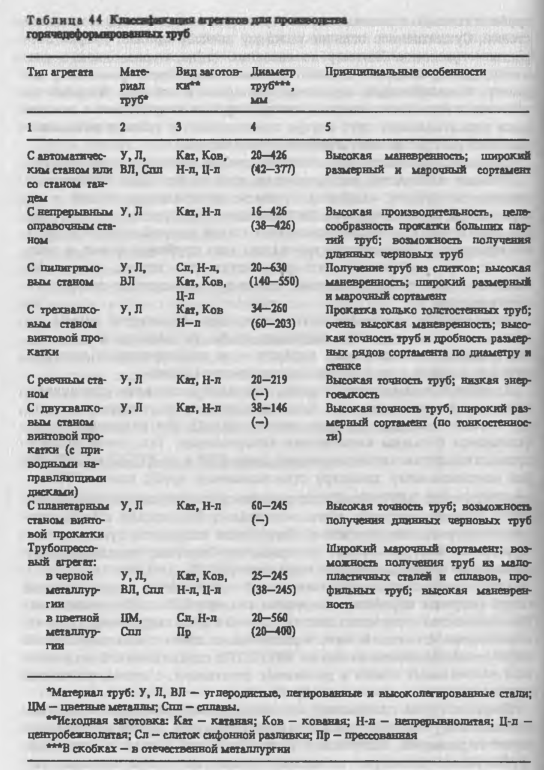
Compararea diferitelor metode de deformare la cald arată:
- un număr mare de dimensiuni de țevi pot fi produse prin metode diferite, de exemplu, țevile din oțel carbon pot fi produse prin laminoare automate, continue sau alte laminoare, țevile din oțel cu ductilitate medie rezistent la coroziune pot fi produse prin laminoare automate sau prese de țevi; în aceste cazuri, indicatorii de calitate ai țevilor, dimensiunile loturilor, indicatorii tehnici și economici ai producției joacă un rol decisiv în alegerea unei variante;
- o anumită gamă de țevi poate fi produsă pe un singur tip de mașină, de exemplu, țevi din oțeluri și aliaje puțin plastice sau profile complexe — pe o mașină de presat țevi, țevi din lingouri — pe o mașină Pilgrim Mill.
Țevi formate la rece
Țevile formate la rece sunt produse în principal prin laminare periodică și tragere. Clasificarea laminoarelor care realizează aceste metode de deformare este prezentată în tabelul 45. Toate aceste laminoare sunt caracterizate printr-un număr mare de dimensiuni standard. Astfel, industria națională produce: laminoare KPT — de la KTP-32 la KPT-450 (în funcție de diametrul maxim al țevilor laminate); laminoare KPTTR — de la KPTTR 3-8 la KPTTR 60-120 (în funcție de gama de diametre ale țevilor laminate); laminoare de tras țevi — liniare de la 2 la 2500 kN (în funcție de forța maximă de tracțiune), laminoare cu tambur pentru trasul bobinelor de la 550 la 2800 mm (în funcție de diametrul tamburului, care determină diametrul posibil al țevilor trase: dmax/Dbar = 1/30 — 1/40).
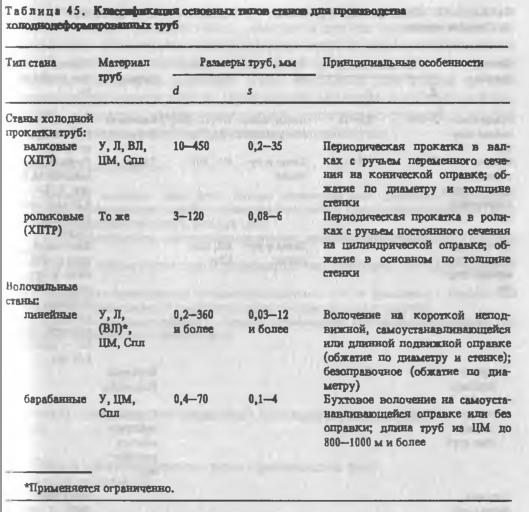
O parte din țevile formate la rece este produsă printr-o singură operație de tratare sub presiune pe o moară CPT sau de tragere. De regulă, producția acestor țevi, în special a oțelurilor rezistente la coroziune, cu pereți subțiri și diametre mici, este legată de un tratament sub presiune cu mai multe cicluri pe laminoare KPT, laminoare KPTTR, laminoare cu mandrină și laminoare de ambutisare nedirecțională în diferite combinații, cu tratamente termice și chimice intermediare.
Țevi sudate
Țevile sudate sunt produse folosind diferite metode de formare a țevilor și de sudare a marginilor acestora, alegerea cărora depinde de dimensiunea, materialul și scopul țevilor. Țevile de apă și gaz de diametru mic, fabricate din oțeluri cu conținut scăzut de carbon, sunt supuse laminării continue la cald în primele standuri și sudării în cuptor în standurile următoare ale unei fabrici de laminare și sudare continuă. Formarea lingourilor pentru țevi sudate electric se realizează la rece. Pentru țevile de diametre mici și medii, predomină formarea în laminoare de formare continuă, iar pentru diametrele mai mari — în prese, role de îndoire, dispozitive de formare în spirală.
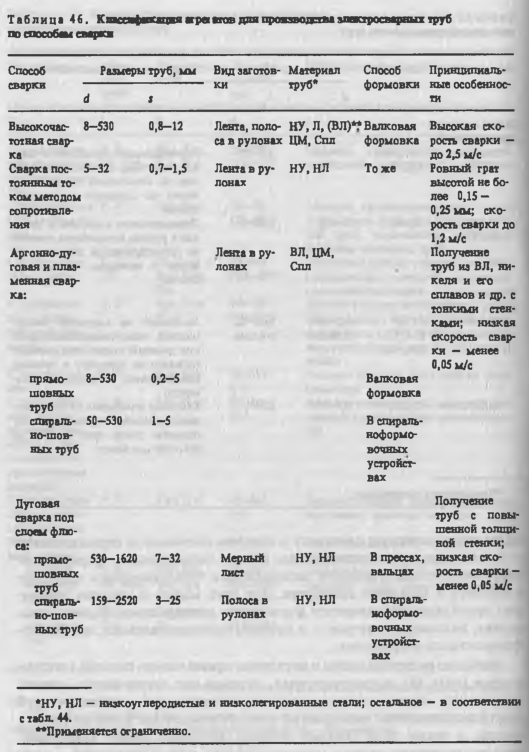
Patru metode de sudare electrică sunt în prezent cele mai răspândite (tabelul 46):
- înaltă frecvență, arc cu strat de flux, sudare prin rezistență în curent continuu — pentru a produce țevi de o gamă largă de dimensiuni din oțeluri cu conținut scăzut de carbon și oțeluri aliate, precum și o serie de aliaje de metale neferoase (cupru, aluminiu);
- sudarea gaz-electric (sudare cu arc de argon sau cu plasmă) — pentru producerea de țevi cu diametru mic și mediu din oțeluri puternic aliate, precum și din titan, nichel și alte aliaje de metale neferoase.
Aplicarea sudării cu laser a țevilor din oțeluri înalt aliate este în curs de dezvoltare, oferind viteze de sudare mai mari în comparație cu sudarea gaz-electric. Împreună cu aceste metode de sudare a țevilor din oțeluri înalt aliate, metale refractare și aliaje se utilizează procedeele de sudare cu hidrogen atomic, fascicul de electroni, ultrasunete, care au o aplicare limitată.




