
Toate atelierele unei uzine de feroaliaje sunt împărțite în două grupe în funcție de scop: atelierele principale de topire, concepute pentru a obține produsul finit al uzinei — feroaliajele, și atelierele auxiliare, care asigură funcționarea normală a atelierelor principale. La rândul lor, atelierele de topire pot fi clasificate în funcție de metoda de topire a feroaliajelor produse în acestea.
Feroaliajele sunt produse prin două metode principale: cuptorul electric și metalotermia. În metoda cuptorului electric, feroaliajele sunt topite în cuptoare cu arc de reducere și rafinare a minereurilor, iar în metoda metalotermică — în puțuri de topire. Cea mai mare parte a feroaliajelor (96% din producția totală) sunt produse prin metoda cuptorului electric. Metodele de producție a feroaliajelor în cuptoare electrice se împart în metode continue și metode discontinue. În metoda continuă, feroaliajele sunt topite în cuptoare electrice puternice de recuperare a minereurilor. Topirea feroaliajelor în cuptoare de rafinare și toate procesele metalotermice sunt clasificate ca fiind periodice.
Natura procesului de producție a feroaliajelor (continuu sau periodic) determină tipul de unitate de topire utilizată, sistemul de dozare a încărcăturii, metoda de turnare a aliajelor și, prin urmare, soluțiile de proiectare a magazinelor de feroaliaje. Astfel, toate atelierele în funcțiune și proiectate pot fi împărțite în două grupe în funcție de natura procesului aplicat de producție a feroaliajelor: ateliere pentru procese continue și ateliere pentru procese periodice.
În funcție de perioada de construcție și de capacitatea cuptoarelor electrice instalate, se pot distinge patru tipuri de ateliere de feroaliaje pentru procese continue: cu cuptoare de capacitate mică, cu cuptoare de capacitate medie, cu cuptoare dreptunghiulare de capacitate mare, cu cuptoare rotunde de capacitate mare.
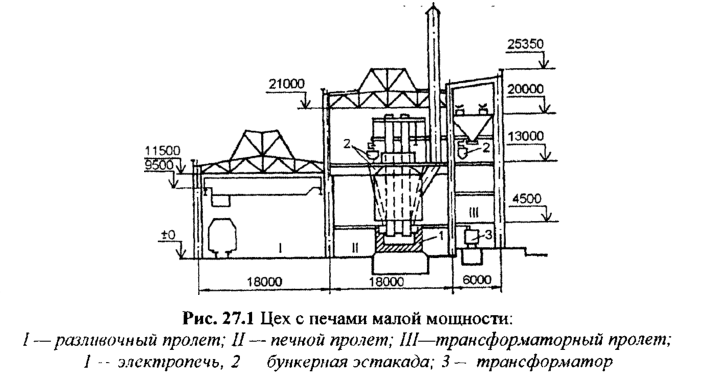
Atelierele cu furnale de capacitate mică construite înainte de 1958 se caracterizează prin condiții de lucru dificile și un grad scăzut de mecanizare. Aceste ateliere sunt echipate cu cuptoare rotunde deschise de recuperare a minereurilor cu o capacitate de 7,5-16,5 MVA. Clădirea atelierului este formată din trei corpuri cu înălțimi diferite: cuptorul, turnătoria și transformatorul. Diferența mare de înălțime dintre culoarul cuptorului și culoarul de turnare duce la scurgeri de gaze din culoarul de turnare în culoarul cuptorului. Aliajul este turnat în paleți, ceea ce necesită multă muncă manuală și este însoțit de o generare semnificativă de căldură în atelier. Încărcătura este dozată periodic, este alimentată către cuptoare prin intermediul unui trepied cu buncăr situat în același interval cu transformatoarele.
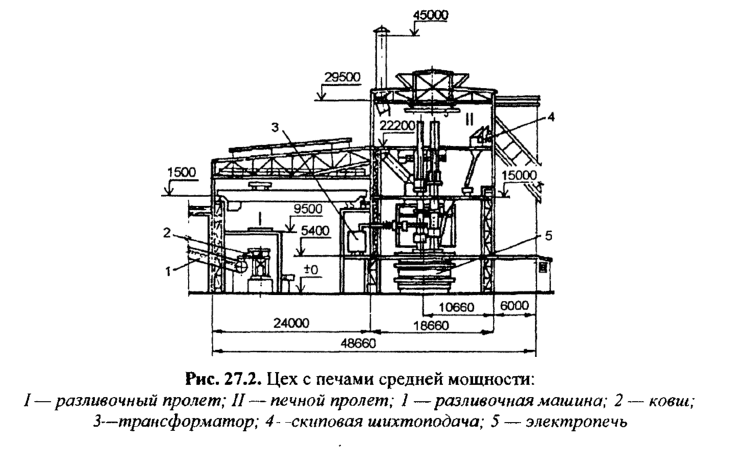
Uzinele cu cuptoare de capacitate medie construite în anii 60-70 sunt echipate cu cuptoare închise de recuperare a minereurilor cu o capacitate de 16,5-27 MVA. Cuptoarele dispun de un sistem de captare și purificare a gazelor reziduale. Metalul este turnat cu ajutorul mașinilor cu bandă transportoare. Atelierul este format din doar două deschideri de aceeași înălțime: cuptorul și turnătorul. Furnalele sunt alimentate cu încărcătură de la departamentul de preparare a încărcăturii situat într-o clădire separată. Dozarea încărcăturii se realizează continuu, alimentarea cu încărcătură este automatizată. Fabricile de acest tip se disting prin condiții de lucru mai bune și un grad mai ridicat de mecanizare a lucrărilor auxiliare și de reparații.
Atelierele cu cuptoare dreptunghiulare de mare capacitate construite în anii 70-80 sunt ateliere de ultimă generație. Acestea sunt echipate cu cuptoare dreptunghiulare închise și închise ermetic, cu șase electrozi, cu o capacitate de 63 MVA pentru topirea feroaliajelor de mangan. Cuptoarele sunt echipate cu un sistem de curățare a gazelor. Metalul este turnat pe mașini transportoare. Încărcătura este alimentată de la un depozit centralizat în mod automat.
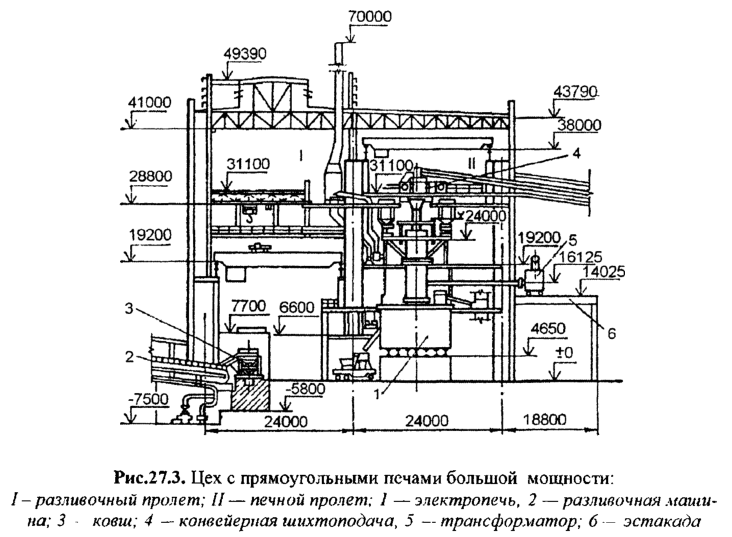
Clădirea atelierului este o clădire cu două travee cu înălțimi egale. Lanterna de aerare este situată deasupra culoarului de turnare, ceea ce a permis reducerea prafului din culoarul cuptorului. Transformatoarele cuptorului sunt amplasate pe un cărucior deschis și sunt alimentate de la sistemul de alimentare în adâncime.
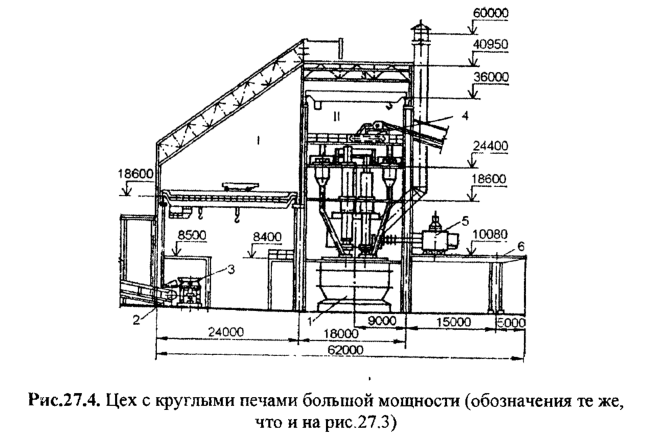
De asemenea, în anii ’70-’80 au fost construite fabrici de cuptoare circulare de mare capacitate, echipate cu cuptoare circulare închise de 33-63 MVA pentru topirea ferrosiliciului și a ferocromului. Atelierul este format dintr-un furnal și o navă de turnare, nava de turnare are un acoperiș cu pantă abruptă, iar lanterna de aerare este situată la intersecția navelor. Toate celelalte soluții tehnologice sunt aceleași ca în cazul atelierelor cu cuptoare dreptunghiulare.
Ultimele două tipuri de ateliere asigură condiții normale de lucru și cel mai înalt grad posibil de mecanizare și automatizare a producției în această etapă.
Cuptoarele de reducere a minereurilor sunt utilizate pentru topirea feroaliajelor prin metoda carbonotermică. Ferrosiliciul, silicomanganul, silicocromul, ferromanganul cu conținut ridicat de carbon și ferocromul sunt produse prin această metodă. În ciuda aceleiași metode de producție, tehnologia de producție a acestor aliaje are propriile sale particularități, care sunt luate în considerare în soluțiile de proiectare a magazinelor.
Magazinele de feroaliaje pentru procese discontinue sunt împărțite în trei tipuri: cu cuptoare de rafinare, metal-termice și cu destinație specială.
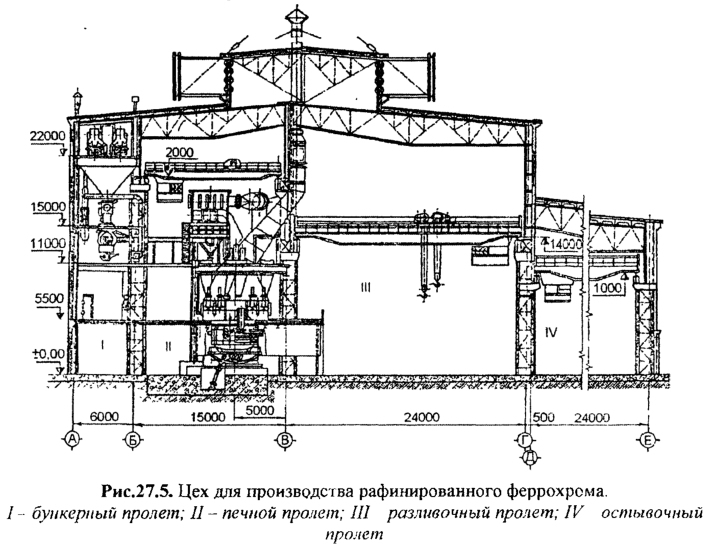
Atelierele cu cuptoare de rafinare sunt echipate cu cuptoare cu arc cu o capacitate de 2,5-7,5 MVA. Aceste ateliere realizează topirea ferromanganului cu conținut mediu și scăzut de carbon, a manganului metalic, a ferocromului cu conținut scăzut de carbon prin metoda silicotermică.
Atelierele metalotermice sunt utilizate pentru producția de feroaliaje (ferotitan, ferroniobiu, feroboron, ferromolibden etc.) prin metode aluminiu-termice, silicotermice sau combinate. Topirea se realizează fie în cuptoare de topire, fie în cuptoare siderurgice cu arc de construcție modificată.
Magazinele speciale sunt concepute în principal pentru producția de feroaliaje nitrurate și extra pure în cuptoare cu rezistență cu cameră vidată. De regulă, clădirile atelierelor pentru procese discontinue sunt compuse din două sau chiar o singură navă. Nonstandarditatea echipamentelor utilizate și varietatea schemelor tehnologice aplicate determină specificitatea soluțiilor de proiectare a acestor ateliere.
La uzinele din străinătate, atelierele de feroaliaje sunt cel mai adesea construite pe mai multe etaje. În plus față de galeria cuptorului, atelierul oferă spații de turnare, de transformare și, uneori, de încărcare și de tăiere cu un singur etaj. Etajele au înălțimi diferite, nu se practică ridicarea înălțimii etajului de turnare la nivelul etajului de furnal. Transformatoarele cuptoarelor sunt instalate în atelier, pe un amplasament special, în imediata apropiere a cuptoarelor, ele nefiind duse pe trepte. Aerul cald este evacuat din atelier prin puțuri speciale. Într-un anumit număr de ateliere, aliajul nu este turnat în clădirea de topire, ci în paturi speciale amplasate în afara atelierului, de-a lungul peretelui intervalului de turnare.




