Trecerea unui metal din stare lichidă în stare solidă este asociată cu formarea unei structuri cristaline în care împachetarea atomilor este mai densă, ducând la o scădere a volumului specific al metalului și la o contracție inevitabilă între 2,0 și 5,3%.
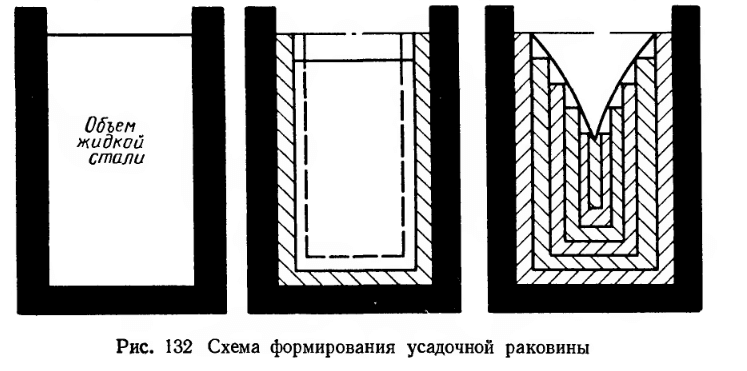
Formarea unei chiuvete de contracție într-un metal liniștit poate fi observată din diagrama prezentată (fig. 132). Contracția se manifestă sub forma unui gol în formă de pâlnie, ca urmare a cristalizării straturilor succesive de metal, în fiecare caz din lichidul cu nivel redus. Această contracție are ca rezultat formarea unui bazin de contracție concentrat în partea centrală superioară a lingoului. Contracția inevitabilă a metalului în timpul cristalizării creează friabilitate axială (porozitate) și porozitate difuză pe întreaga secțiune transversală a lingoului. În majoritatea cazurilor, friabilitatea axială este localizată sub învelișul de contracție, la o distanță de 250-350 mm de acesta, și se extinde în jos până la o adâncime considerabilă de al doilea și al treilea sfert din înălțimea lingoului.
Friabilitatea axială se formează în cazul unei aprovizionări insuficiente cu metal lichid în timpul cristalizării regiunii axiale a lingoului. Pe macroimprimările secțiunilor longitudinale gravate ale lingourilor, friabilitatea axială este evidențiată sub forma unui V conic, cu vârful orientat în jos.
Friabilitatea împrăștiată sau dispersată formează o porozitate generală în cilindrul de lingouri. Principalul motiv pentru formarea friabilității dispersate este răcirea lentă a lingoului în timpul cristalizării metalului. Dezvoltarea cristalelor echiaxate cu dendrite mari poate crește friabilitatea dispersată, deoarece procesul de contracție locală se repetă în timpul formării fiecărui cristal.
Formarea cochiliei de contracție este într-o anumită măsură legată de degazarea metalului. Procesele de contracție se dezvoltă atunci când metalul trece de la starea lichidă la cea solidă, iar în timpul aceleiași tranziții solubilitatea gazelor scade brusc, ceea ce nu poate decât să afecteze contracția oțelului. Învelișul de contracție este umplut cu gaze la presiuni de până la 0,3 MN/m 2 (3,0 at). Compoziția gazelor este dominată de hidrogen până la 93%.
Cantitatea de goluri formate în lingou ca urmare a contracției trebuie să fie constantă, în funcție de temperatura inițială și de proprietățile fizice ale metalului determinate de compoziția acestuia:
Retracția volumetrică totală εv este suma a trei contracții: în stare lichidă, în timpul solidificării și în stare solidă:
Analizând aceste două ecuații, se poate concluziona că efectul temperaturii asupra sumei golurilor este mic, deoarece temperatura oțelului lichid variază practic în limite mici, iar ultimii doi termeni din a doua ecuație sunt constanți și nu depind de temperatură.
Cu toate acestea, efectul temperaturii poate afecta distribuția și redistribuirea golurilor atunci când suma tuturor golurilor este neschimbată. De exemplu, la turnarea metalului fierbinte, microporii creați în timpul solidificării metalului vor fi mai bine umpluți, dar se vor dezvolta într-o mai mare măsură chiuvete de contracție. La turnarea metalului la rece, lingoul va fi mai puțin dens, dar cu mai puține pene de contracție. Evident, dacă nu există cerințe speciale privind densitatea metalului, este mai favorabil din punct de vedere economic turnarea acestuia la temperaturi moderate, determinate de condițiile tehnologice. Ar trebui să se recurgă la turnarea la temperaturi ridicate atunci când se produce o calitate de oțel care necesită o densitate mai mare a metalului, cu un control atent al macrostructurii.
Măsuri de combatere a contracției și a friabilității
Dezvoltarea contracției de-a lungul înălțimii lingoului, precum și a friabilității axiale, perturbă continuitatea metalului și poate fi cauza fisurării prin laminare. În regiunile de contracție și, prin urmare, la nivelul chiuvetei de contracție, metalul cristalizează în condiții de insuficiență de metal, astfel încât pot exista celule cristaline neterminate. Acest fenomen și contaminarea metalică crescută la nivelul cochiliei de contracție formează un metal cu proprietăți mecanice reduse și susceptibil la coroziune. Aceste circumstanțe obligă la tăierea părții de cap a lingoului, unde este localizată chiuveta de contracție, pierzându-se astfel până la 15% sau mai mult din metal pe fiecare lingou.
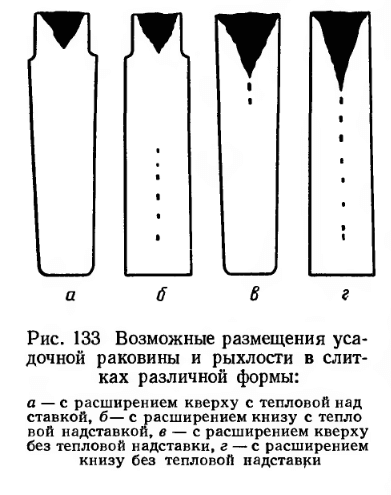
Deoarece este imposibil să se obțină un lingou de oțel liniștit fără absorbanți de contracție, lupta împotriva absorbanților de contracție se poate îndrepta spre crearea unor condiții de cristalizare astfel încât absorbanții de contracție să aibă forma cea mai favorabilă, concentrația cea mai mare și localizarea cea mai favorabilă în partea superioară a lingoului. Din acest punct de vedere, poate fi evaluată influența formei căptușelii, care determină localizarea în lingou a învelișului de contracție. Fig. 133 prezintă schemele de cristalizare a lingourilor în căptușeli cu expansiune inferioară și cu expansiune superioară.
Într-o turnătorie dreaptă sau cilindrică cu un raport înălțime/dimensiune transversală H/H ridicat, se formează un lingou cu o coajă de contracție îngustă și adâncită. Acest aranjament dezavantajos al învelișului este de obicei însoțit de o dezvoltare puternică a porozității (friabilitate axială). Un lingou cu un înveliș de contracție secundar poate fi format într-o căptușeală cu expansiune inferioară. O instalație de turnare cu expansiune ascendentă permite formarea unui lingou cu un înveliș de contracție ascendentă mai concentrat, cu o mai mică dezvoltare a friabilității axiale a lingoului decât în cele două cazuri anterioare.
Astfel, o instalație de turnare cu extindere ascendentă este mai acceptabilă pentru formarea unui lingou de oțel liniștit sănătos. Acest lucru se datorează faptului că, în lingoul cu expansiune ascendentă, centrul termic este plasat în treimea superioară a lingoului, într-o porțiune mai lată. În consecință, starea lichidă este menținută mai mult timp în partea superioară, iar cristalizarea care are loc sub metalul lichid primește o hrană mai lungă și mai completă.
Formarea unui lingou sănătos și dens de oțel liniștit este facilitată de cristalizarea direcționată de la periferie spre axa lingoului și de jos în sus. Pereții îngroșați din treimea inferioară a turnătorului și o tavă masivă accelerează și îmbunătățesc disiparea căldurii cel puțin în primele momente ale solidificării lingoului, ceea ce sporește intensitatea solidificării lingoului din partea inferioară și laterală și reduce adâncimea de răspândire a friabilității axiale.
Pierderea de căldură prin oglinda metalului lichid în partea superioară a lingoului duce la solidificarea metalului de sus (se formează un pod). Înghețarea metalului din partea superioară a lingoului este favorizată de expansiunea turnătorului în sus, deoarece în acest caz oglinda deschisă de metal lichid va fi cea mai mare. Utilizarea extensiilor de profit neutralizează acest fenomen, reduce pierderile de căldură prin radiație ale suprafeței deschise a metalului lichid, păstrând masele mari de metal lichid pentru o perioadă mai lungă de timp.
Scopul principal al extensiilor profitabile este de a păstra stocul de metal lichid pentru a compensa contracția în timpul cristalizării oțelului în căptușeală. În consecință, chiuveta de contracție este concentrată într-o măsură mai mare și scoasă în partea profitabilă a lingoului.
Extensiile profitabile sunt concepute pentru a crea un stoc suficient de metal lichid pentru a alimenta lingoul care se solidifică, pentru a menține acest stoc de metal în stare lichidă până la solidificarea finală a corpului lingoului și pentru a reduce suprafața expusă a metalului lichid.
De obicei, aceste sarcini sunt îndeplinite dacă masa părții de câștig este de 15-16% din masa lingoului, diametrul sau dimensiunea transversală a părții inferioare a câștigului la lumină este cu 40-50 mm mai mică decât aceleași dimensiuni ale părții superioare a turnătoriei. Pentru a reduce pierderile de căldură și pentru a menține metalul în stare lichidă pentru o perioadă mai lungă de timp, suprastructurile sunt căptușite din interior.
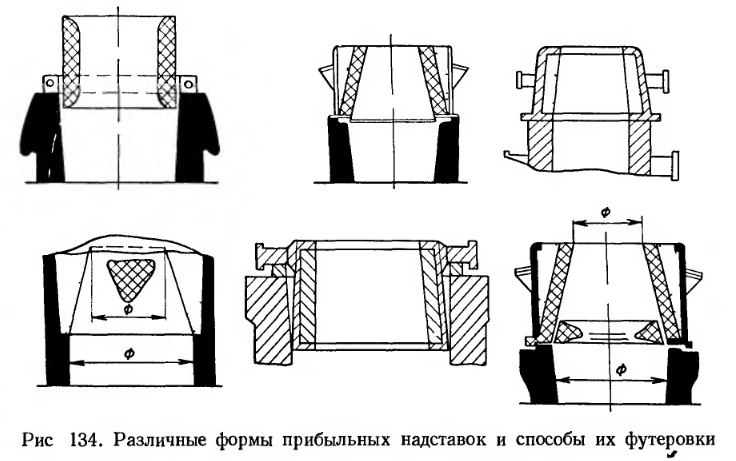
Suprastructura (fig. 134) de secțiune pătrată sau dreptunghiulară este de obicei căptușită cu cărămizi de argilă refractară. Forma acestei suprastructuri este irațională în sensul că metalul se întărește rapid în colțurile profiturilor. Pentru a compensa acest lucru, este necesar să se mărească volumul profitului, din cauza căruia crește tăierea lingoului, ajungând până la 16 și chiar până la 20% din masa lingoului.
Suprastructura cu secțiune transversală rotundă sau ovală este mai rațională decât cea precedentă, ca urmare a căreia tăierea capului se reduce la 15-16%. Capetele de acest tip sunt de obicei căptușite cu masă de umplutură formată din argilă refractară și pulbere de argilă refractară cu adaos de 10% argilă pe liant de sticlă lichidă. O astfel de căptușeală poate rezista la până la 80 de turnări.
Suprastructura de tip plutitor este introdusă în turnătorie cu baza sa inferioară. Înainte de turnare, turnătorul este sprijinit pe blocuri de lemn sau pene, care sunt scoase la sfârșitul turnării, iar turnătorul este coborât cu metalul care se solidifică. Acest lucru reduce podoaba metalică, consumul de metal pentru profit fiind de numai 13-14%. Suprastructura este căptușită cu cărămizi speciale, astfel încât între căptușeală și corpul suprastructurii se creează un gol de aer, ceea ce reduce semnificativ pierderile de căldură.
Deoarece păstrarea metalului lichid în partea de câștig până la solidificarea completă a lingoului contribuie la reducerea chiuvetelor de contracție, reducerea tăierii lingoului, formarea unui lingou mai sănătos, este recomandabil să se încălzească partea de câștig a lingoului.
Cu toate acestea, propunerile și încercările de a pune în aplicare încălzirea cu arc electric sau cu gaz nu și-au găsit aplicarea din cauza complexității echipamentelor și a organizării.
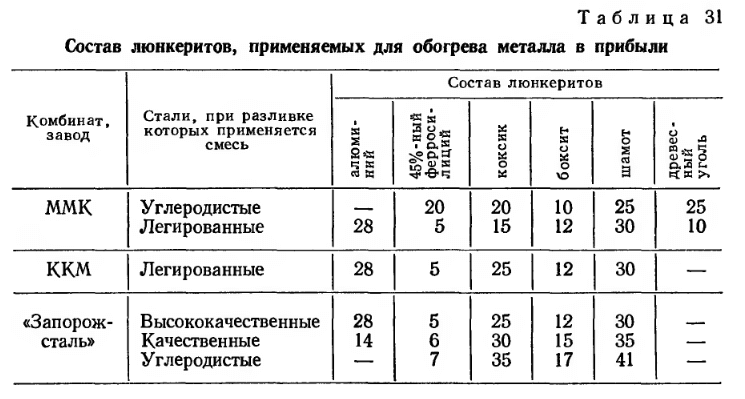
În prezent, utilizarea amestecurilor termite (lunkerite) pentru încălzirea părții superioare a profiturilor este larg răspândită. Aceste amestecuri sunt formate din reducători exotermici de aluminiu, siliciu, carbon, purtători de oxigen bogat, de obicei se ia bauxită, minereu de mangan bogat, calcar etc., argila refractară îndeplinește rolul de umplutură. Amestecurile sunt realizate astfel încât valoarea lor calorică să nu fie mai mică de 2,3-2,5 MJ/kg (550-600 kcal/kg) și sunt aprinse la o temperatură de cel mult 400-600° Celsius. Compoziția lunkeritelor utilizate este foarte diversă și variază în funcție de calitatea oțelului topit și de uzina în care a fost elaborat și utilizat amestecul. Lunkeritele din cele trei uzine avansate sunt prezentate în tabelul 31.
Trebuie remarcat faptul că în prezent a fost dezvoltată o metodă de izolare a părții profitabile a lingoului; lunkeritele sunt utilizate ca garnituri exoterme pentru suprafața căptușită interioară a suprastructurii sau ca amestec pentru împachetarea căptușelii. În acest din urmă caz, garnitura de cap a lingourilor este redusă la 8 %.