Cerințele tehnice pentru fiecare tip specific de produse sunt indicate în GOST sau TU relevante. Aceste documente sunt strict obligatorii pentru întreprinderile producătoare.
GOST și TU specifică dimensiunile foilor și benzilor laminate și abaterile posibile de la valorile nominale (toleranțe). Ca exemplu, tabelul 29 prezintă toleranțele la grosime ale tablelor și benzilor de oțel laminate la cald în conformitate cu GOST 19903-74 (până la 12 mm grosime). Tabelul 29 arată că pentru plăcile de oțel există două categorii de precizie de laminare: crescută și normală. Pe măsură ce lățimea plăcilor crește, crește și toleranța. Pentru plăcile subțiri (≤ 3,9 mm), toleranțele plus și minus sunt simetrice față de grosimea nominală, în timp ce pentru plăcile groase (> 3,9 mm) toleranța minus este mult mai mare decât toleranța plus.
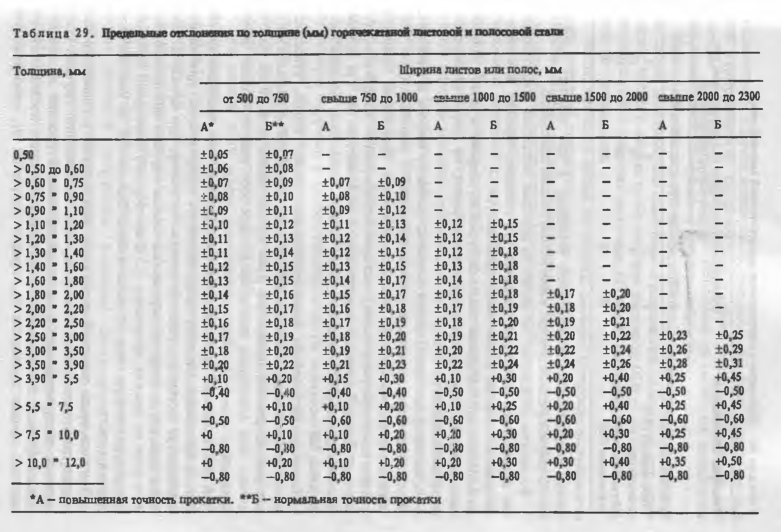
Multe standarde privind plăcile neferoase au o singură categorie de precizie a grosimii și nu există o toleranță plus, ci doar o toleranță minus.
GOST și TU specifică, de asemenea, toleranțele pentru lățimea și lungimea produselor laminate. Benzile produse în rulouri nu au limite stricte de lungime.
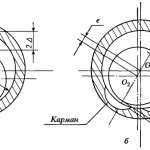
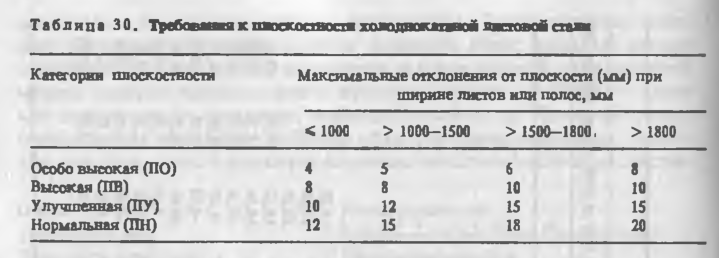
În timpul laminării foilor și benzilor, în special a celor subțiri și late, se formează adesea defecte sub formă de ondulație și cutie. Prin urmare, un indicator important al calității produselor din foi este planeitatea (planeitatea), care este determinată de abaterea foii de la suprafața plană de bază în milimetri pe 1 m de lungime. Standardele URSS prevăd patru categorii de planeitate (tabelul 30).
Printre cerințele care caracterizează forma benzilor se numără și cerința privind curbura minimă a nervurilor (sickling), care nu trebuie să depășească 3 mm pe 1 m lungime sau 10 mm pe 3 m lungime. Pentru anumite tipuri de produse, această toleranță poate fi mai strictă.
Compoziția chimică a tuturor tablelor metalice este indicată în GOSTs sau TU. În unele cazuri, există anumite cerințe privind structura metalului din tablele finite. De exemplu, la laminarea tablelor din oțeluri cu conținut mediu și ridicat de carbon, adâncimea stratului decarburizat nu trebuie să depășească 2,5 % pe fiecare parte; grosimea totală a stratului decarburizat nu trebuie să depășească 4 % din grosimea reală a tablei.
Există produse din tablă pentru care este reglementată doar compoziția chimică a metalului, dar în majoritatea cazurilor standardele prevăd și un anumit nivel de proprietăți mecanice. Cele mai frecvent standardizate proprietăți sunt: rezistența la tracțiune σв, rezistența la curgere σт, alungirea relativă δ, rezistența la impact KC, duritatea HB, HRB. Pentru o caracterizare mai completă a proprietăților mecanice, sunt prevăzute diverse încercări tehnologice: încercări de încovoiere, încercări de extrudare prin găuri (încercarea Eriksen), încercări de încovoiere etc.
Tablele subțiri de oțel cu conținut scăzut de carbon pentru deformare la rece se împart în mai multe categorii, în funcție de proprietățile plastice și de destinație: VOSV — foarte greu de tras; OSV — foarte greu de tras; SV — greu de tras; VG — foarte adânc; D — adânc; N — normal.
Plăcile, benzile și benzile din multe metale neferoase sunt produse în trei grade de duritate: marcate (recoapte), semidure (semirecoapte) și dure (nerecoapte). Pentru unele tipuri de foi există un grad suplimentar — extra dur.
Cerințele referitoare la calitatea suprafeței produselor din tablă sunt foarte importante. Suprafața tablelor și a benzilor trebuie să fie lipsită de fisuri, bule, folii, lovituri, zgârieturi aspre, ondulații semnificative, calcar laminat, incluziuni de zgură. Este permisă curățarea netedă a defectelor, dar adâncimea acesteia nu trebuie să scoată produsul în afara toleranțelor minus. În funcție de calitatea finisării suprafeței plăcilor de oțel sunt împărțite în patru grupe: I — finisaj deosebit de înalt; II — finisaj înalt; III — finisaj înalt; IV — finisaj obișnuit. Plăcile laminate la rece sunt produse cu suprafața din grupele I-III de finisare; laminate la cald — numai grupele III sau IV.
Plăcile din grupa I pot avea o suprafață lucioasă sau mată, fără urme de coroziune și culori decolorate. Pe suprafață sunt permise numai riscuri individuale mici, cu o lungime de cel mult 20 mm, precum și zone de tonalitate diferită, fără limite clare. La cererea clientului, plăcile și benzile sunt furnizate cu rugozitatea suprafeței standardizată în conformitate cu GOST 2789-73.
Plăcile din grupele II-IV au cerințe mai puțin stricte privind numărul și tipurile de defecte de suprafață. Plăcile laminate la cald din grupele III și IV pot fi livrate în stare decapată sau necapată. Pe suprafața plăcilor necurățate poate exista un strat subțire de calcar care nu împiedică detectarea defectelor de suprafață.
În plus față de cerințele generale menționate mai sus, anumite tipuri de produse din tablă sunt supuse unor cerințe speciale, specifice, în scopuri speciale. De exemplu, tablele fabricate din oțeluri rezistente la coroziune sunt testate pentru coroziunea intergranulară și intergranulară, oțelurile electrice sunt supuse proprietăților magnetice și electrice etc.
Materiale de intrare pentru producția de tablă laminată
Pentru laminoarele la cald, lingourile, plăcile laminate și turnate continuu servesc drept materii prime. În cazul aluminiului și al altor foi de metale neferoase produse în laminoarele de turnare și laminare, materialul de plecare este metalul lichid.
În metalurgia feroasă, laminarea la cald a tablelor se realizează în principal din plăci. Lingourile sunt utilizate în principal în producția de foi deosebit de groase (plăci), cu o grosime mai mare de 50-60 mm; greutatea lingourilor ajunge la 40-100 tone.
În metalurgia neferoasă, lingourile sunt în prezent principalul material de bază, deși sunt înlocuite treptat de plăci turnate continuu. În această industrie, lingourile cu greutate mică, mai mică de 1-2 tone și uneori mai mică de 100 kg, sunt utilizate pe scară largă.
În toate cazurile, lingourile de tablă au o formă plată: raportul dintre lățime și grosime este de 2-3 sau mai mult (astfel de lingouri sunt numite „buns”). Pentru a obține structura necesară și proprietățile mecanice ridicate ale metalului, grosimea lingourilor trebuie să fie de cel puțin 15-20 de ori mai mare decât grosimea tablelor finite.
Starea suprafeței lingourilor influențează semnificativ calitatea produselor laminate. Suprafața lingourilor trebuie să fie lipsită de fisuri longitudinale și transversale, rupturi, burdufuri, bucle, pene, incluziuni nemetalice mari și alte defecte. Dacă sunt detectate astfel de defecte, lingourile sunt reparate (curățate). Lingourile din multe metale neferoase și din unele oțeluri aliate sunt supuse unei decapări continue prin gavare, frezare sau rectificare. Lingourile din unele metale, de exemplu duraluminiul, sunt supuse unui tratament termic (omogenizare) înainte de încălzire și laminare.
Plăcile sunt blocuri plate cu secțiune dreptunghiulară, cu o grosime de 100-350 mm, o lățime de 600-2500 mm, o lungime de 1,2-14 m, care cântăresc până la 45 de tone. Plăcile laminate sunt produse prin laminare la laminoarele de laminare și la laminoarele blooming. Plăcile turnate sunt produse la diferite tipuri de CCM-uri. Utilizarea plăcilor turnate prezintă o serie de avantaje: aceste blocuri sunt mai omogene în ceea ce privește compoziția chimică și structura, iar costul lor de producție este mai mic decât cel al plăcilor laminate. Raportul dintre grosimea plăcilor turnate și grosimea plăcii finite nu trebuie să fie mai mic de 5-8 pentru oțelurile obișnuite cu carbon și de 8-10 pentru oțelurile aliate; în viitor, poate, aceste limite vor putea fi reduse.
Există scheme tehnologice, în care plăcile, imediat după laminare la cald, merg la laminorul de benzi late. Cu toate acestea, o altă schemă este mult mai des utilizată: după laminarea pe un laminor cu lamă sau pe un laminor blooming, tablele sunt răcite, inspectate și orice defecte de suprafață constatate sunt eliminate.
Mașinile de decapat la foc (FSM) instalate direct în spatele morii de sertizare au devenit foarte răspândite. La BFM, stratul superficial de metal cu grosimea de 1-1,5 mm, care este cel mai afectat de defecte, este ars continuu. Arderea fierului are loc ca urmare a alimentării cu jet de oxigen a suprafeței înroșite a metalului. MOZ au productivitate ridicată, pot funcționa în mod automat; cu toate acestea, atunci când se utilizează MOZ crește semnificativ factorul de consum al metalului.
Pentru îndepărtarea defectelor locale în timpul reparării selective a plăcilor, se folosesc diferite metode de decapare manuală: la foc, cu abraziv, mecanică (tăiere cu dălți pneumatice). Plăcile din oțeluri speciale (rezistente la coroziune, rezistente la căldură, oțel pentru scule) sunt supuse unei curățări continue prin gubuire, frezare sau rectificare. Plăcile turnate continuu din aliaje de aluminiu și alte metale neferoase sunt, de asemenea, supuse frezării.
Butucii pentru laminoarele la rece sunt benzi laminate la cald (în unele cazuri, foi laminate la cald). Grosimea benzilor inițiale este cel mai adesea de 2-5 mm în cazul producției de foi de oțel și de 3-12 mm în cazul producției de foi din metale neferoase. Benzile laminate la cald sunt, de obicei, livrate în rulouri către atelierele sau departamentele de laminare la rece.
Unele metale neferoase, cum ar fi bronzul și bronzul cu un conținut ridicat de plumb, au o ductilitate scăzută la cald. Prin urmare, acestea sunt laminate la rece numai direct din lingouri cu grosimea de 25-50 mm.