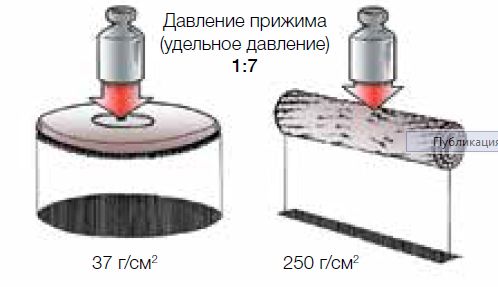
Termenul de presiune specifică se referă la forța aplicată pe o secțiune a unei anumite suprafețe. Acest parametru tehnic este măsurat în Pa/m 2 și este utilizat în diverse industrii, inclusiv în metalurgie.
Formula pentru calcularea presiunii specifice
Pentru a determina presiunea specifică (notată cu o literă latină mică p), este necesar să se efectueze un calcul folosind formula:
- F — valoarea forței aplicate;
- S — suprafața la care se aplică impactul.
Calcularea parametrului tehnic este foarte importantă în crearea unui număr de eșantioane de echipamente speciale, de exemplu, vehicule cu șenile pe tot terenul, în care se determină presiunea specifică pe suprafața șenilelor, caracterizând capacitatea de cross-country a echipamentului.
SD are o mare importanță pentru lichide și gaze, datorită fluidității acestora presiunea fiind exercitată în direcții diferite. De exemplu, apa plasată într-un vas exercită presiune nu numai pe fund, ci și pe pereții vasului.
Unitatea utilizată în calcule este „presiunea specifică” sau „yd”. 1 yd este forța de presiune într-o direcție pe 1 metru pătrat. Din cauza dimensiunilor mici, în calcule se utilizează mai frecvent multiplul megapresiunii specifice (Mud), unde 1 Mud reprezintă forța de presiune într-o direcție pe metru pătrat. (Mud), unde 1 Mud este egal cu 100000 psi.
Dimensionalitatea UD în unități de bază este după cum urmează:
yd = sl / m 2 = in*mp / s 2 / mr 2 = in*mp / s 2 *mr 2 .
Presiunea specifică în metalurgie
Parametrul UD se calculează și se aplică la turnare în producția de piese ștanțate din metal lichid obținut din lingouri. Calculul se realizează prin analogie cu tehnologia de turnare prin injecție, dar ținând cont de specificul ștanțării. În presele hidraulice moderne de turnare, echipate cu o cameră de compresie, presiunea este reglată de la 300 kg/cm 2 , ceea ce face posibilă turnarea de piese complexe, cu pereți subțiri și dimensiuni relativ mari.
SD necesară pentru ștanțarea pieselor simple, cum ar fi bucșele, este mult mai mică datorită faptului că în cazul turnării prin injecție metalul trebuie să parcurgă o distanță considerabilă înainte de a intra în cavitatea matriței. În plus, fluxul de metal este supus unor răsuciri și experimentează impacturi frontale care reduc presiunea. O altă particularitate este că turnarea prin injecție se realizează dintr-o singură matriță de ieșire, din mai multe matrițe fiind mai puțin frecventă.
În procesul de ștanțare, traseul aliajului lichid către matriță este mic, jetul nu are curbe de amortizare a presiunii, astfel încât hidrodinamica alimentării piesei turnate este mult facilitată pe măsură ce metalul se deplasează în sus prin întreaga cavitate de lucru. Acest fapt face posibilă utilizarea unor presiuni mai mici decât la turnare, iar excesul de presiune hidrostatică este canalizat pentru etanșarea piesei turnate în matrițe și este necesar să se evite piesele de rebut, cum ar fi:
- cojile:
- fisuri la rece (formate la temperatura lingourilor de oțel 620-650°C, fontă 400-500°C);
- fisuri calde;
- spălături;
- defecte de gaz, etc.
Calcularea corectă a parametrului este importantă și pentru a nu obține tensiuni de contracție peste rezistența metalului.
Cărțile de referință dau valori ale SD suficiente pentru etanșarea pieselor turnate prin cristalizare sub presiunea pistonului.