Aplicarea unităților de tratare a oțelului în afara cuptorului sau, așa cum mai sunt numite, unități de metalurgie secundară sau în lingă, permite împărțirea proceselor în cele de cuptor și de lingă, transferând realizarea etapelor separate ale proceselor metalurgice la unități mai ieftine și mai puțin consumatoare de energie în comparație cu instalațiile BSP. În aceste unități sunt create condițiile pentru realizarea anumitor procese fizice și chimice. Rezultatul este o creștere a gradului de utilizare a BSP, precum și o reducere a consumului de resurse energetice și de materii prime datorită creării unui grad mai ridicat de reglementare a parametrilor tehnologici individuali pentru controlul proprietăților oțelului. Utilizarea unităților integrate de prelucrare a oțelului (ACOS) permite
- obținerea oțelului cu proprietățile necesare solicitate, precum și cu proprietăți noi;
- utilizarea de materii prime cu conținut ridicat de carbon mai ieftine;
- economisirea resurselor de energie și materii prime de neînlocuit.
Utilizarea unităților de tratare a oțelului în afara cuptorului oferă:
- Desulfurarea oțelului . Această operație este însoțită de introducerea de zgură reducătoare foarte bazică și de încălzirea metalului la o temperatură de aproximativ 1580 0 С.
- Deoxidarea oțelului. Această operație poate fi efectuată cu succes în BSP și în cuvă folosind agenți de dezoxidare foarte activi, cum ar fi aluminiul. Cu toate acestea, utilizarea unităților de vid permite economisirea unei cantități semnificative de aluminiu costisitor și asigură în plus obținerea unui oțel mai curat din punct de vedere al incluziunilor nemetalice.
- Decarburarea oțelului. În condiții normale (cuptor cu arc), cel mai scăzut conținut de carbon în oțel poate fi obținut la nivelul de 0,02%, în timp ce utilizarea unităților de vid permite obținerea de oțeluri cu conținut foarte scăzut de carbon cu 0,002% C.
- Reducerea conținutului de hidrogen în oțel prin vacuumare, care este cea mai economică metodă pentru oțelurile sensibile la flocare în comparație cu alte metode tradiționale (tratament termic).
- Reducerea conținutului de azot, care este cea mai relevantă pentru oțelurile de furnal electric, cu asigurarea prealabilă a unui conținut scăzut de sulf și oxigen în oțel.
Fig.1 prezintă o diagramă schematică a principalelor metode de tratare a oțelului în afara cuptorului: procese care au loc la presiune atmosferică (I) și procese care au loc sub vid (II). Toate metodele de tratare a oțelului în afara cuptorului prin vid sunt împărțite în 4 grupe: vacuumarea oțelului într-o cuvă; vacuumarea oțelului într-un jet; vacuumarea porțiunilor metalice; vacuumarea oțelului cu încălzire.
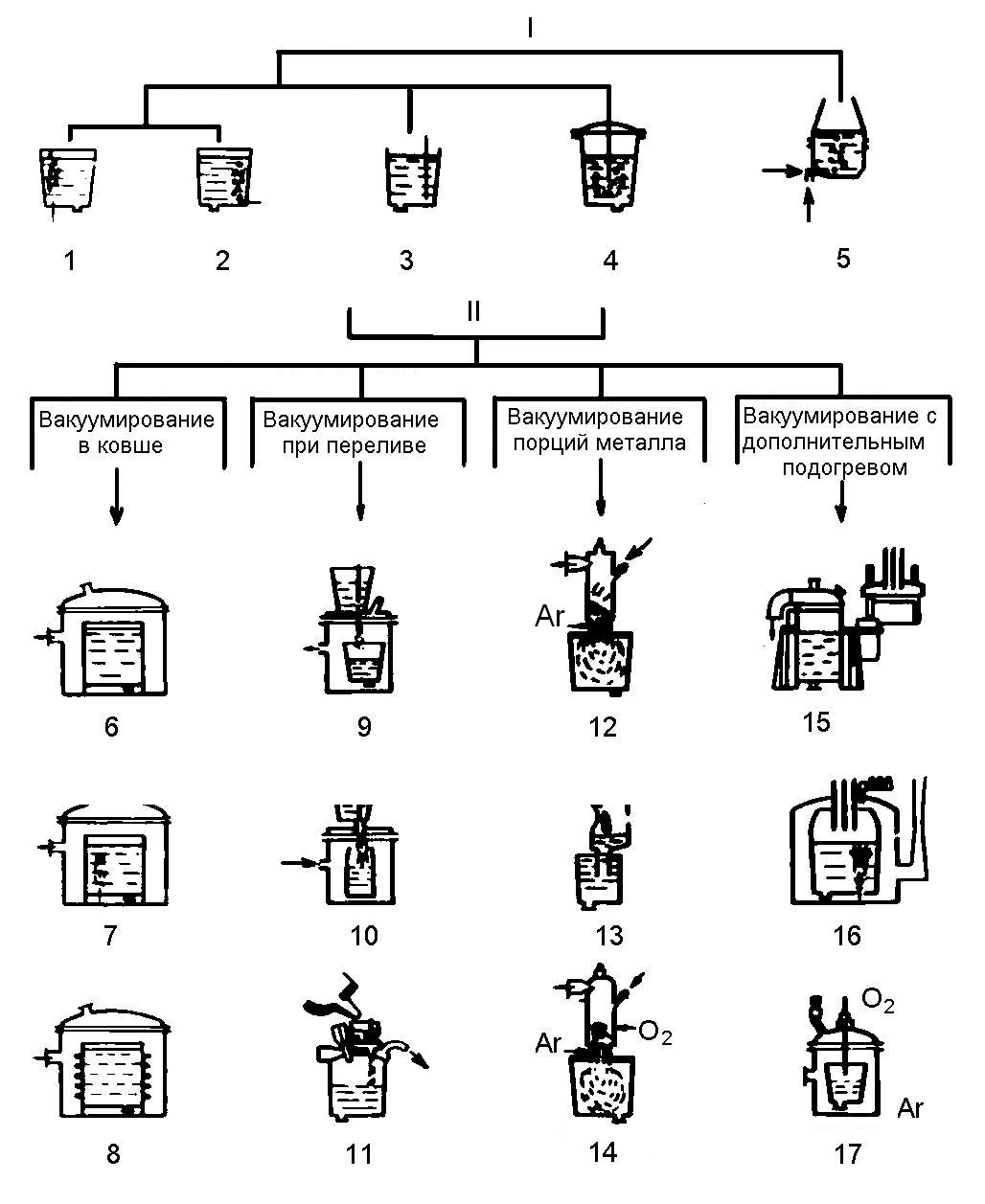
Fig.1. Schema principală a metodelor de tratare a oțelului în afara cuptorului:
I — la presiune atmosferică: 1 — suflarea metalului cu gaz prin peretele stivei; 2 — suflarea metalului cu gaz prin fundul stivei; 3 — suflarea metalului cu tuyere scufundate; 4 — suflarea reactivilor solizi pulverulenți în metalul din stivă; 5 — convertor de rafinare argon-oxigen; II — sub vid: 6 — fără agitare suplimentară; 7 — cu suflare cu argon; 8 — cu încălzire prin inducție și agitare; 9 — la revărsarea din cuvă în cuvă; 10 — la turnarea lingourilor; 11 — la eliberarea oțelului; 12 — RH circulant ; 13 — DH discontinuu ; 14 — RH circulant cu oxidare ( OB ); 15 — ASEA — metoda SKF ; 16 — VAD — proces; 17 — VOD — proces
Cu toate acestea, al patrulea grup de tehnologii poate include metode din primul, al doilea și al treilea grup. Prin urmare, în viitor vom lua în considerare trei variante ale tehnologiei de vacuumare a oțelului, având în vedere încălzirea, ca o completare a primelor trei metode. Trebuie remarcat faptul că, atunci când se organizează producția în masă de oțel electric în cuptoare cu arc puternice și grele, cu o capacitate mai mare de 50 de tone, metoda de vacuumare a oțelului într-un jet are o aplicare limitată. Prin urmare, principalele metode industriale sunt considerate a fi vacuumarea în cuvă și vacuumarea porțiunilor metalice.
Tratarea oțelului în afara cuptorului poate fi asigurată pentru aproape orice tip de oțel și permite obținerea unor proprietăți tehnologice și caracteristici de funcționare specifice.
. Variante recomandate de tratare în afara cuptorului a diferitelor grupe de oțeluri electrice: oțel pentru rulmenți : vidare, desulfurare, tratare cu zgură, corectarea compoziției și a temperaturii; oțel inoxidabil : purjare cu oxigen, argon-oxigen și vapori-gaze-oxigen, desulfurare, corectarea compoziției și a temperaturii; oțeluri rapide : purjare cu argon, reglare a compoziției și a temperaturii; oțel electric: aspirare fără zgură, reglare a compoziției și a temperaturii, desulfurare, purjare cu argon; oțeluri cu ardere deschisă: purjare cu argon, desulfurare, reglare a compoziției și a temperaturii.
În prezent, următoarele metode de tratare a oțelului în afara cuptorului sunt mai larg utilizate și dezvoltate:
Grupa I . Utilizarea vidului.
- — degazare circulantă prin vid cu corectarea compoziției oțelului (RH-Ruhrstahl Heraeus) — oțeluri de construcție înalt aliate (Fig.12.3a);
- — degazare circulantă în vid cu purjare de oxigen (RH (OB) — oțeluri cu conținut scăzut de carbon, puternic aliate, slab aliate, rezistente la coroziune (Fig.12.3.b);
- decarburarea și degazarea oțelului în lingou într-un vas de vid cu reglarea compoziției (VD — Decarburare în vid) — oțeluri cu conținut scăzut de carbon aliate cu elemente care formează nitruri (Fig.12.3.c);
- Decarburarea și degazarea oțelului într-o căldare cu ajustarea compoziției și purjarea cu oxigen (VOD — Decarburare cu oxigen în vid) — oțeluri aliate cu conținut scăzut de carbon (Fig.12.3g).
Grupa II. Fără utilizarea vidului .
2.1. tratarea oțelului în unitatea de tratare complexă a oțelului (ACOS) cu încălzire cu arc electric și efectuarea desulfurării, dezoxidării, finisării oțelului la o compoziție chimică și temperatură dată (LF-Ladle Furnace) — oțeluri de construcție slab aliate, carbon;
2.2. încălzirea metalului în cuvă sub clopot prin suflare cu gaz — oxigen sau amestec oxigen — combustibil solid cu suflare simultană pe fund cu gaz inert — (CH-Chimie Heating) — oțeluri slab aliate, aliate, carbon;
2.3. tratarea oțelului în căldare cu amestecuri de zgură solidă cu aliere, dezoxidare și purjare de jos cu gaz inert (LT-tratarea căldării) — oțeluri aliate cu cerințe speciale privind incluziunile nemetalice, oțeluri portante (fig.12.4.c);
2.4. stație de desulfurare (DS-Desulfuration Station) — oțeluri cu cerințe speciale pentru conținutul de sulf;
2.5. purjare cu gaz inert pentru medierea compoziției chimice și a temperaturii — oțeluri slab aliate, aliate, carbon pentru cuptoare Q>50 tone.
Grupa III . Tratament combinat în afara cuptorului: furnal + tratament sub vid.
În aproape toate unitățile, controlul constant al temperaturii este dificil. Dacă temperatura oțelului este ridicată, avem posibilitatea de a ajusta temperatura înainte de turnare prin adăugarea de resturi, var sau amestec de zgură. Încălzirea oțelului la temperatura optimă de turnare este posibilă în RH(OB), VOD, LF și CH.
Prelucrarea oțelului într-o crăticioară necesită o capacitate crescută a acesteia, iar suprafața liberă în partea superioară a crăticioarei variază de la 200 la 1200 mm. Acest lucru depinde de tipul de prelucrare și duce la reducerea greutății de topire sau la utilizarea de cazane de turnare nestandardizate.