Producția de secțiuni curbate pe laminoarele de curbare a profilelor este un proces foarte productiv (viteza de ieșire a profilului finit este de până la 150 — 180 m/min).
Laminarea la cald limitează adesea, uneori chiar împiedică producerea profilelor necesare și cele mai favorabile din punct de vedere al rezistenței, precum și a profilelor cu pereți subțiri. Metoda de îndoire prin laminare face posibilă obținerea de profile cu cea mai rațională distribuție a metalului în secțiunea transversală, în legătură cu care se pot obține rezistență și rigiditate maxime cu un consum minim de metal. Aplicarea profilelor îndoite în diferite ramuri ale economiei naționale asigură o economie de metal de 10-75 % și, în medie, de 25 %.
Fabricile de îndoire a profilelor pot produce profile care permit ca un profil special îndoit să înlocuiască structuri formate din două sau mai multe profile laminate la cald. Acest lucru asigură economii semnificative de metal, iar în procesul de asamblare, reduce drastic necesitatea operațiunilor de nituire, sudare și asamblare, ceea ce duce la costuri mai mici cu forța de muncă.
Profilele laminate la cald au grosime inegală (mai mare în colțuri și mai mică la margini) și margini exterioare ale colțurilor pronunțate, astfel încât aceste profile sunt mai dificil de îndoit, sudat și alte operațiuni de asamblare. Utilizarea profilelor îndoite în structuri cu aceeași grosime în întreaga secțiune transversală și colțuri exterioare rotunjite creează condiții ideale pentru operațiunile de sudare, iar datorită faptului că flanșele profilelor îndoite au margini drepte, este mai ușor să se efectueze operațiuni tehnologice pentru asamblarea și instalarea produselor.
Fabricarea pieselor prin metoda profilării reduce și adesea elimină costurile semnificative de prelucrare și pierderile mari de metal la fabricarea acestora prin alte metode. La profilare, coeficientul de utilizare a metalului este de 99,5 — 99,9 %, iar valoarea deșeurilor este de 8-10 ori mai mică decât la laminarea la cald pe laminoare de profile.
Profilarea metalului la rece este însoțită de nituire, astfel încât materialul inițial este întărit, iar limita de elasticitate a profilelor finite este mărită cu 10-15%, ceea ce permite reducerea suplimentară a greutății mașinilor.
Profilele îndoite produse la laminoarele de îndoire a profilelor nu necesită îndreptare ulterioară, deoarece la reglarea corespunzătoare a laminorului se poate elimina îndoirea benzilor în plan vertical și orizontal, precum și răsucirea acestora.
Profilarea poate fi combinată într-o linie continuă cu alte operații de producție și finisare: sudare, tăierea metalului în lungimi măsurate, perforare etc. Combinarea profilării cu alte procese tehnologice contribuie la o creștere accentuată a productivității muncii, la îmbunătățirea calității produselor finite, la reducerea costurilor materialelor auxiliare etc.
Profilele îndoite pot fi produse dintr-o mare varietate de materiale: foi de oțel carbon și oțel aliat laminate la cald și la rece, titan, aluminiu, cupru, alamă, alte materiale și aliaje.
Echipamentul pentru profilare este mai puțin complicat și mai ieftin de fabricat decât echipamentul de laminare și de presare. Fabricarea uneltelor de lucru ale laminoarelor de profilare (cilindri, role, sârme) este mult mai ieftină decât fabricarea matrițelor, chiar și pentru profile simple.
Precizia dimensională a profilelor este considerabil mai mare decât în cazul laminării la cald. Profilele de dimensiuni mici pot fi produse în a doua clasă de precizie. Precizia dimensiunilor elementelor profilate asigură interschimbabilitatea acestora și posibilitatea de a produce profile conectate prin încuietori.
Calitatea ridicată a suprafeței și aspectul bun al profilelor curbate au asigurat aplicarea lor pe scară largă pentru diverse elemente de finisare și decorative în construcții și inginerie mecanică. Numărul mai mic de defecte de pe suprafața profilelor curbate asigură, de asemenea, o rezistență mai mare la coroziune și o rezistență structurală ridicată.
Procesul de profilare face posibilă producerea de profile din piese brute cu o suprafață premacinată sau acoperită, fără a compromite calitatea acesteia. Costurile de capital și de muncă pentru fabricarea profilelor curbate sunt scăzute.
Conținut
Caracteristicile materiilor prime pentru profile curbate
Oțelul aliat laminat la cald și la rece, metalele neferoase, precum și materialele bimetalice sau placate (vopsite, galvanizate, nichelate, cromate) sunt utilizate pentru fabricarea profilelor curbate de diferite forme și dimensiuni. Profilele îndoite sunt fabricate cu succes și din magneziu, care necesită o încălzire redusă în timpul turnării.
Materialul pentru fabricarea profilelor complexe nu trebuie să aibă cementită structural liberă și limită de curgere exprimată brusc, deoarece este posibil să apară respectiv fisuri în locurile de îndoire a benzii sau onduleuri pe suprafața profilului finit. Profilele îndoite în stare rece sunt produse în principal din oțel cu o rezistență la tracțiune de până la 590 MPa. La profilarea cu încălzirea locurilor de îndoire, gama de oțeluri pentru fabricarea profilelor îndoite este extinsă considerabil. Adecvarea la profilare a oțelurilor cu conținut ridicat de carbon și aliate este determinată de ductilitatea și duritatea acestora. Oțelurile utilizate pentru producția în masă a secțiunilor curbate, în funcție de compoziția chimică și proprietățile mecanice, sunt împărțite în trei grupe: oțel de calitate obișnuită, oțel de calitate și oțel slab aliat.
Metalele decapate și oțelurile inoxidabile trebuie profilate la viteze mai mici, trebuie folosiți lubrifianți și trebuie ales materialul adecvat pentru role, deoarece la viteze mari este posibil să se producă zgârieturi pe suprafața profilului și să se lipească metalul de role. Alegerea materialului este, de asemenea, determinată de grosimea peretelui secțiunii, forma și scopul profilului.
Calitatea lingourilor afectează semnificativ stabilitatea procesului de profilare și calitatea produsului finit. În acest sens, se impun cerințe tehnice adecvate pentru butuc, ținând seama de precizia butucului inițial înainte de dizolvare și de capacitățile tehnice ale mașinii de profilat.
Benzile, benzile și tablele cu margini tăiate sunt utilizate ca piese brute de pornire în producția de profile curbate. Materialul pentru profilare este de obicei oțelul, nu numai pentru că este ductil și ușor de deformat, ci și pentru că este cel mai comun.
Pentru biletele laminate la cald și la rece cu formare, toleranța la lățime este de ±2,5 mm. Variația lățimii grosimii lingourilor în secțiuni cu lățimea de 40 mm la margini și în mijlocul lingourilor nu trebuie să depășească 0,1 mm.
Suprafața butucului trebuie să îndeplinească cerințele standardelor:
- GOST 16523 — 70 și GOST 1463 7-69 — pentru țagle neramificate laminate la cald din oțel carbon cu grosimi de până la 4 mm și, respectiv, ≥4 mm;
- GOST 16523-70 (grupele a treia și a patra) și GOST 14637-69 — pentru bile decapate laminate la cald din oțel carbon cu grosimea de până la 4 mm și, respectiv, ≥ 4 mm;
- GOST 16523-70 (grupele a doua și a treia) — pentru țagle din oțel carbon laminate la rece cu grosimea de până la 4 mm.
Ondulația și forma de cutie pe o lungime de 1 m nu trebuie să depășească 15 mm pentru oțelul laminat la cald și 10 mm pentru oțelul laminat la rece cu o grosime de 1 — 2 mm. Curbura nervurii (în formă de seceră) a biletelor nu trebuie să depășească 1 mm pe 1 m de lungime a benzii. Curbura totală nu trebuie să depășească produsul normei de curbură pentru 1 m pe 1 m lungime de bandă în metri.
Billeturile în rulouri sunt acceptate și transferate numai în loturi. Nu este permisă ruperea unui lot. Un lot este considerat a fi format din bobine cu o singură topire, o singură grosime, o singură lățime, cu același regim de tratament termic.
Bobinele livrate la atelierul de profile curbate sunt legate cu o bandă de împachetare pe circumferință, iar bobinele sunt legate prin găuri cu una sau două benzi de împachetare sau cu sârmă. Fiecare bobină este marcată cu vopsea cu numărul de topire, clasa oțelului, dimensiunea țaglelor și numărul echipei.
Caracteristicile și sortimentul profilelor îndoite
Profilele laminate îndoite sunt unul dintre noile tipuri economice de produse din oțel, care sunt fabricate prin modelarea secvențială a benzilor și foilor în rolele laminoarelor de îndoire. Aceste profile pot avea o secțiune transversală de diferite configurații, forme închise și semi-închise. Profilele îndoite sunt produse din metale neferoase și aliaje, din oțeluri cu carbon, slab aliate și aliate.
Profilele îndoite pot fi produse prin profilare nu numai cu distanțe transversale de configurație complexă, ci și cu ondulații longitudinale și transversale, sudate și curbate de-a lungul arcului, perforate cu elemente de grosime dublă, placate cu materiale plastice și alte acoperiri.
Pe laminoarele de îndoire profilate se produc profile îndoite cu grosimea de 2 — 8 mm de la lățimea lingoului până la 600 mm și 1 — 4 mm de la lățimea lingoului până la 1500 mm.
Clasificarea profilelor curbate
Profilele formate la rece de toate tipurile (Fig. 218), în ciuda varietății lor mari, pot fi împărțite în două grupe: ondulate și secționale.

Profilele ondulate, indiferent de numărul de onduleuri, forma și dimensiunile lor, pot fi, de asemenea, împărțite în două grupe: profile cu onduleuri deschise (lungimea onduleurilor este egală cu lungimea profilului) și profile cu onduleuri care se repetă periodic (onduleurile se repetă periodic pe lungime și sunt separate între ele prin secțiuni plate).
Profilele cu ondulații periodice pot fi împărțite în subgrupe: cu ondulații longitudinale, cu ondulații transversale, cu ondulații longitudinale și transversale. Profilele formate la rece includ unghiuri de oțel cu laturi egale și inegale, canale cu laturi egale și inegale, profile în formă de C, oțel pentru jgheaburi, profile închise și speciale.
Gama este un set de profile și dimensiunile acestora obținute prin profilare la una sau la un grup de laminoare de îndoire. Gama de profile curbate din oțel este definită de GOST-urile relevante și de catalogul de profile curbate. Aceste standarde includ următoarele profile: oțel unghiular cu laturi egale și inegale, canale cu laturi egale și inegale, profile în formă de C, oțel pentru jgheaburi cu laturi egale, profile de tablă curbată din oțel cu ondulație trapezoidală, profile speciale pentru construcția de automobile, profile pentru plăci de ferestre și lanterne și panouri de ferestre ale clădirilor industriale, oțel format la rece pentru peroane de cale ferată și vagoane gondolă, tablă ondulată din oțel formată la rece.
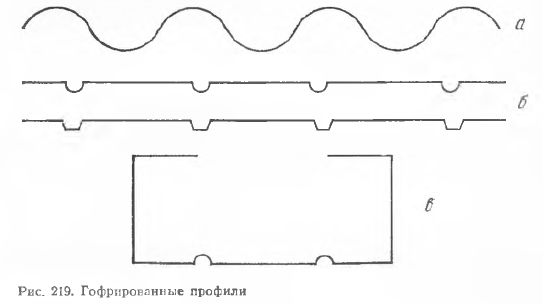
Profilele ondulate cu onduleuri longitudinale deschise utilizate în economia națională pot fi împărțite în trei grupe în funcție de forma, dimensiunea și amplasarea lor în secțiunea transversală: profile a căror secțiune transversală este ondulată în întregime (sau într-o parte semnificativă a acesteia) și nu există secțiuni drepte între onduleuri (fig. 219,a); profile în a căror secțiune transversală ondulațiile sunt separate între ele prin secțiuni rectilinii (fig. 219,6); profile cu ondulații (fig. 219,c). Aceste profile pot avea onduleuri de diferite forme (semicirculare, dreptunghiulare, triunghiulare etc.), de diferite înălțimi, lățimi și cu diferite distanțe între centre.
Gama largă de profile lungi și ondulate utilizate până de curând era rezultatul faptului că consumatorii le produceau pentru nevoile lor proprii cu ajutorul echipamentelor existente. În acest caz, producția de profiluri care diferă în ceea ce privește forma, lățimea și înălțimea onduleurilor și alte dimensiuni a necesitat un număr mare de role de profil, care au consumat mult oțel scump. Pentru a reduce numărul de dimensiuni ale profilelor și pentru a reduce costurile de dezvoltare a producției, toate profilele curbate au fost unificate și standardizate.