Produsul inițial al producției de laminare este reprezentat de lingouri de diferite forme, dimensiuni și greutăți. Lingourile sunt utilizate pentru a produce semifabricate sub formă de blocuri, plăci, butuci și plăci, care, la rândul lor, servesc ca produs inițial pentru obținerea produselor finite: grinzi, canale, șine, secțiuni lungi și speciale, foi, țevi etc. în prelucrarea ulterioară.
Diametrul cilindrilor de lucru reprezintă principala caracteristică a laminoarelor moderne mari, care, în majoritatea cazurilor, au acționări individuale pentru fiecare cilindru. Laminoarele cu angrenaje pentru cilindrii de lucru se caracterizează prin diametrul circumferinței inițiale a cilindrilor cu angrenaje.
În funcție de destinație, design și compoziția echipamentului, se disting următoarele tipuri de laminoare de sertizare:
- Laminoare de butași care produc butași cu secțiune pătrată sau apropiată de aceasta, cu dimensiuni cuprinse între 150×150 și 450×450 mm. Blocurile sunt destinate laminării ulterioare la laminoarele de țagle și profile. Blocurile în funcție de diametrul cilindrului pot fi împărțite în blocuri cu diametrul cilindrului mic (800-900 mm), cu diametrul cilindrului mediu (950-1150 mm) și cu diametrul cilindrului mare (1200-1500 mm).
- Instalații de laminare care produc plăci cu secțiune plată cu grosimea de 50-350 mm și lățimea de până la 2000 mm. Plăcile sunt destinate laminării ulterioare la laminoarele de tablă. În prezent, cele mai răspândite sunt mașinile de tăiat universale, care au, în plus față de cilindrii orizontali, cilindri verticali pentru comprimarea marginilor laterale ale plăcilor.
- Mașini de tăiat lamele care au numai cilindri orizontali, cu o înălțime mare a ridicării cilindrului superior. Acest lucru face posibilă laminarea de plăci late pe acestea, în plus față de blooms, prin comprimarea marginilor laterale ale plăcilor în treceri de nervuri.
- Mașini de înflorit cu două celule (tandemuri), constând din două mașini de înflorit reversibile cu două role în serie: mare și mică sau medie și mică. Mașinile de înflorit cu două role au o productivitate semnificativ mai mare decât mașinile de înflorit cu o singură rolă. În prezent, mașinile standard 1150 și 1300 de tip Uralmashzavod, 1150 de tip NKMZ și 1150 de tip blooming-slabbing sunt larg răspândite în fabricile naționale.
O moară de suflare este cea mai productivă unitate a unei uzine metalurgice, capacitatea sa anuală este de 3-4 milioane de tone și mai mult.
Cele mai puternice din punct de vedere al productivității sunt cele 1300 de laminoare cu suflantă instalate la uzinele metalurgice Chelyabinsk, Krivoy Rog și Siberia de Vest. Capacitatea lor proiectată este de 1,5-2,0 ori mai mare decât capacitatea laminoarelor naționale și străine similare.
Conținut
Blooming 1150 de concepție UZTM
Uralmashplant produce laminoare de tip blooming 1150 pentru laminarea lingourilor de 7-16 și 7-10 tone. Capacitatea medie anuală a laminorului este de până la 3 milioane de tone de lingouri
Gama de produse finite este următoarea: blocuri cu secțiunea transversală de la 200×200 la 400×400 mm; plăci cu secțiunea transversală de 100÷250×600÷1550 mm (cu greutatea maximă a lingourilor de până la 10 tone); blocuri profilate (pentru laminarea grinzilor I cu flanșe late) cu înălțimea de până la 350 mm, lățimea de până la 550 mm și grosimea gâtului de 100 mm.
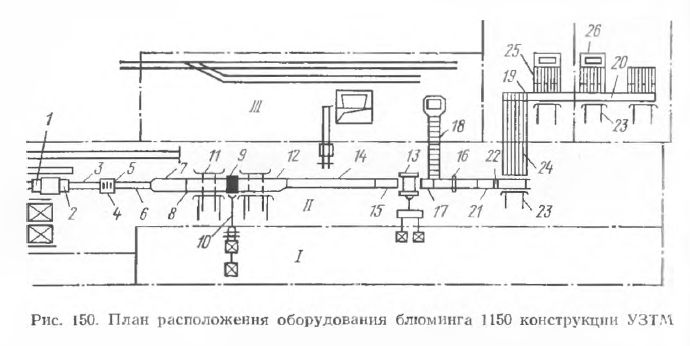
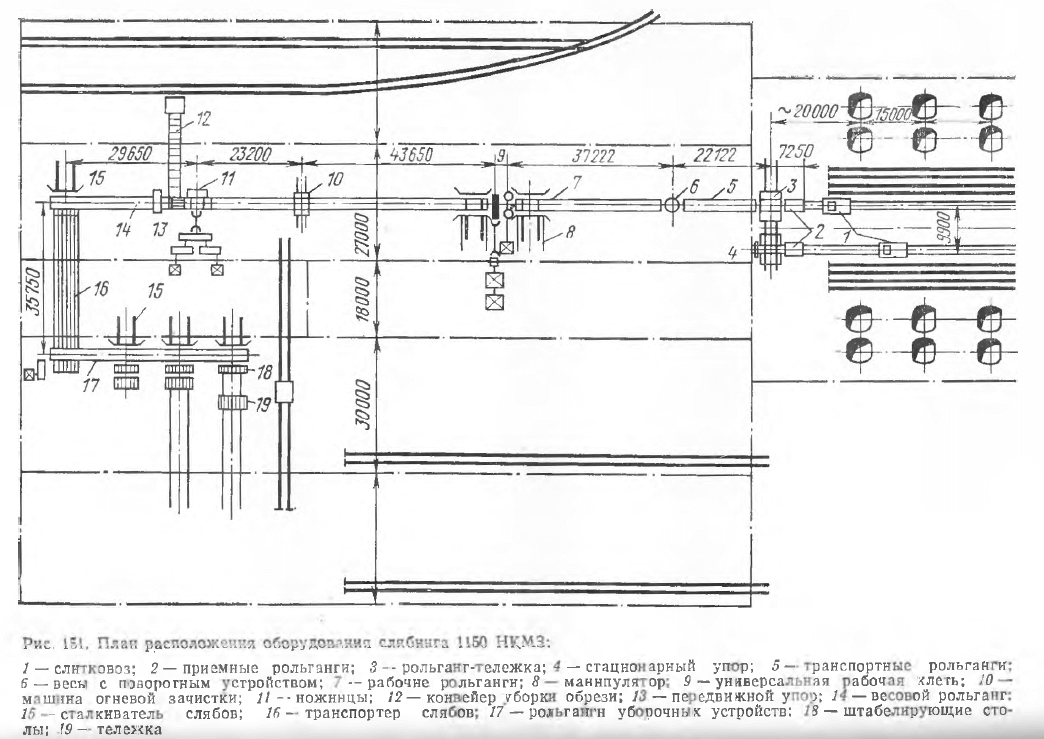
Echipamentul morii de înflorire (Fig. 150) este amplasat în trei brațe paralele. Spațiul I este o încăpere izolată a sălii mașinilor, în care este instalat echipamentul electric al morii. Spațiul II conține toate mecanismele morii. Coridorul III, numit coridorul pentru resturi, este destinat scalării de la moară și resturilor de la foarfece. În conformitate cu procesul tehnic, echipamentul de înflorire poate fi împărțit în patru secțiuni: secțiunea de cap (secțiunea de recepție); linia standului de lucru; foarfecele; secțiunea de curățare a bloomului și a plăcilor.
În secțiunea de cap se află camionul pentru lingouri 1, oprirea hidraulică cu arc 2, transportorul cu role de recepție 3 cu basculare, împingere și oprire staționare încorporate, cântarul turn 4 cu mecanism rotativ pentru lingouri, cântarul transportorului cu role 5 și transportorul cu role de alimentare 6. Mecanismele acestei secțiuni asigură alimentarea lingourilor din puțurile de încălzire, stivuirea lor pe banda cu role de recepție, cântărirea automată a lingourilor și întoarcerea lor (dacă este necesar) în plan orizontal cu 180° pentru sarcina din standul de lucru cu capătul inferior și alimentarea benzii cu role frontale a morii.
Spre deosebire de laminoarele blooming existente, noile mașini blooming UZTM alimentează simultan moara cu două lingouri dreptunghiulare care cântăresc 7-10 tone.
În caz de întreținere a puțurilor din apropierea morii sau în caz de defectare a camionului de lingouri, lingourile sunt plasate pe banda cu role de către basculantul staționar încorporat. Atunci când lingourile sunt alimentate de camionul pentru lingouri, basculanta staționară trece liber lingourile transportate de-a lungul conveiorului cu role către moară. Lingourile care cântăresc până la 16 tone sunt cântărite automat cu o precizie de ±25 kg de cântarele turn amplasate deasupra transportoarelor cu role. Un mecanism încorporat în cântar întoarce lingourile cu 180°, dacă este necesar. Masa lingoului este înregistrată de un instrument special cu însumare automată a masei. Citirile instrumentului sunt transmise la panoul de control.
Linia standului de lucru include următoarele unități și mecanisme: stand cu două role de inversare 9 cu role cu diametrul de 1150 mm și lungimea cilindrului de 2800 mm; un dispozitiv de transbordare și patru role de pat încorporate în stand; fusuri universale 10; role de laminare 7 în fața standului; role de lucru 8 în fața și în spatele standului; manipulator cu strunguri 11; dispozitiv mecanizat pentru îndepărtarea deșeurilor grosiere de sub standul de lucru; transportor cu role de laminare 12 în spatele standului.
Rolele de lucru ale standului sunt acționate individual de două motoare electrice cu o capacitate de 3300 sau 4600 kW la o viteză de până la 2 s-1 . Viteza de rotație de bază este de 0,83-1,17 s-1 . Echilibrul cilindrului superior și al fusului superior este echilibrat în sarcină. Două role de pat pe rulmenți sferici cu role sunt montate pe fiecare parte a standului. Toate rolele sunt acționate individual. Standul de lucru este echipat cu un dispozitiv de presiune de mare viteză, care asigură mișcarea cilindrului superior la o viteză de până la 180 mm/sec. Șuruburile de presiune sunt acționate de motoare electrice verticale prin intermediul unei transmisii cu angrenaje cilindrice cu o dispunere verticală a axelor angrenajului. În fața cuștii și în spatele acesteia sunt instalate linii de manipulare cu acționare fără angrenaje de la motoare electrice speciale cu turație redusă. Manipulatoarele sunt echipate cu strunguri cu acționare diferențială.
Foarfecele cu manivelă 13, instalat în spatele lingourilor de laminare care cântăresc până la 16 tone, are o forță de tăiere de 10 Mn. Echipamentul secției de forfecare include, de asemenea, un transportor cu role de retragere 14, un transportor cu role în fața foarfecelor 15, o foarfecă pentru deșeuri, un opritor mobil 16, un transportor cu role retractabil 17 cu acționare și un transportor de eliminare a deșeurilor 18 cu gropi pentru răcirea acestora.
Foarfecele pentru tăierea de jos, care efectuează 10 tăieri pe minut, sunt echipate cu un sistem de prindere a metalului prin pârghie și de ridicare prealabilă a metalului deasupra transportoarei cu role. Foarfecele sunt acționate de două motoare electrice cu o putere totală de până la 1300 kW, amplasate în sala mașinilor, prin intermediul unei conexiuni de fus și al unei cutii de viteze.
Zona de curățare a produselor finite constă în transportoare cu role de transport 19 și 20, cântare automate 21 pentru cântărirea produselor finite, mașină de marcat 22, mașini de împins 23, mese de stivuire 25, rafturi cu buzunare 26 sau alte mijloace de curățare. În cazul în care există o linie de curățare în intervalul paralel cu intervalul morii, florile sau plăcile sunt îndepărtate de pe transportoarele cu role ale liniei morii cu ajutorul transportoarelor cu lanț 24 cu împingător.
Placarea 1150
Spre deosebire de un laminor cu blooming, un laminor de plăci este un laminor universal cu două role care se inversează, cu role orizontale și verticale. Laminoarele universale pentru plăci instalate recent pot lamina plăci cu lățimea de până la 2 m din lingouri care cântăresc până la 25-30 de tone (Fig. 151). Pentru a asigura o anumită capacitate de laminare, este necesar să existe aproximativ 20 de grupuri de puțuri de încălzire. Dacă acestea sunt dispuse pe un singur rând, așa cum se făcea de obicei la fabricile de blooming și slabbing, lungimea unidirecțională a camionului de lingouri ajunge la 320 de metri. Având în vedere productivitatea ridicată a acestei fabrici și ritmul ridicat de laminare, un camion de lingouri nu are timp să transporte lingourile de la puțurile de încălzire la banda cu role de recepție. De aceea, la multe fabrici, gropile de încălzire sunt situate în două deschideri paralele și sunt deservite de două camioane de lingouri.
Toate echipamentele de tăiere pot fi împărțite în cinci secțiuni:
- secțiunea de recepție a morii, formată din două transportoare cu role de recepție, un transportor cu role pentru cărucioare, o oprire staționară, transportoare cu role de transport și un dispozitiv de întoarcere cu cântare;
- linia principală a morii, cu transportoare cu role de lucru alăturate și un manipulator cu dispozitiv de întoarcere;
- mașină de decapare la foc a metalelor fierbinți în flux cu transportoare cu role care o deservesc;
- foarfece cu transportoare cu role alăturate, trimmer, transportor de îndepărtare a garniturilor și opritor de deplasare;
- secțiunea de coadă a morii, alcătuită din mecanisme pentru marcarea, cântărirea și curățarea plăcilor.
Linia principală a morii constă dintr-un stand de lucru cu două role orizontale și un stand cu două role verticale situat în fața acestuia. Standul de lucru cu role orizontale are role cu diametrul de 1150 mm și o lungime a butoiului de 2100 mm. Rolele au un tambur neted și sunt montate în tampoane pe rulmenți cu garnituri din textolit. Rolele de lucru sunt acționate individual de două motoare electrice cu o putere de 4600 kW. Mecanismul de instalare a cilindrului superior asigură ridicarea acestuia pe 1750 mm la o viteză de 75-150 mm/s. Standul de lucru cu role verticale are role cu diametrul de 900 mm și o lungime a butoiului de 2100 mm. Pentru a utiliza întregul butoi al cilindrilor, aceștia sunt fabricați astfel încât să poată fi răsturnați în timpul transbordării, crescând astfel semnificativ durata de viață a cilindrilor. Rolele verticale sunt acționate de un singur motor de curent continuu de 2200 kW. Mecanismul de instalare a rolelor verticale asigură un spațiu între role în intervalul 600-2150 mm. Viteza de instalare a rolelor este reglabilă în intervalul 40-80 mm/s.
După deformare, ruloul este livrat la mașina de decapare la foc, unde defectele de suprafață sunt decapate cu ajutorul arzătoarelor oxiacetilenice.
Foarfecele pentru plăci la cald au o forță de tăiere maximă de 25 MN și o lățime a lamei de 2100 mm.
În spatele foarfecelor, tablele sunt cântărite pe un transportor cu role în care sunt instalate cântare automate și apoi se pot deplasa în trei direcții: direct către laminoarele de tablă pentru laminare ulterioară fără încălzire intermediară; către cuptoarele metodice pentru încălzire și apoi către tablele de oțel pentru laminare ulterioară; către dispozitivele de curățare situate în depozitul de table.
Transportatorul cu lanț, care este utilizat pentru transferul tablelor către depozit, este proiectat pentru a transporta table cu o lungime de 1,5-5,5 m și o greutate de până la 17 tone, la o viteză de transport de 0,5 m/s. De la transportor, plăcile sunt direcționate către banda cu role a dispozitivelor de recoltare. Pentru alimentarea plăcilor de pe banda cu role de transport către transportor și pentru transferul plăcilor de pe banda cu role de recoltare către stivuire, există patru împingătoare de plăci, dintre care unul este amplasat pe banda cu role de transport și celelalte trei pe banda cu role de recoltare.
Împingătoarele de plăci ale măturătoarelor sunt, de asemenea, utilizate pentru a muta grămada de plăci de la unitățile de stivuire la rafturile staționare sau la căruciorul pentru plăci calde.
Dispozitivul de stivuire este proiectat pentru stivuirea plăcilor în grămezi. Cea mai mare înălțime a stivei este de 800 mm, iar greutatea ajunge la 30 de tone. Dispozitivul de stivuire este o masă de ridicare mișcată de două șuruburi verticale. Un cărucior special, cu o capacitate de încărcare de 50 de tone, este disponibil pentru transferul plăcilor la a doua deschidere a depozitului.
Laminorul de aluminiu 1150
Spre deosebire de laminoarele de sertizare discutate mai sus, puțurile de încălzire ale laminorului blooming-slabbing sunt amplasate perpendicular pe lățimea laminorului. Acest lucru se face pentru a reduce la jumătate cursa camionului cu lingouri și pentru a asigura astfel un ritm de rulare ridicat (fig. 152).
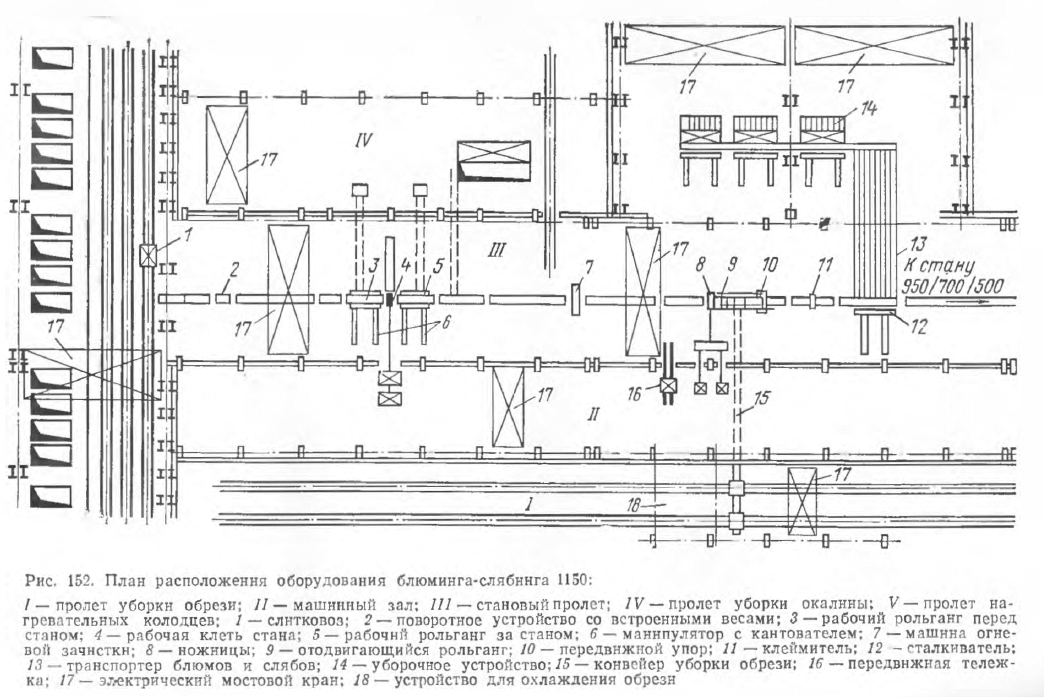
Compoziția echipamentului morii 1150 este, în general, similară cu cea a echipamentului morilor de sertizare examinate mai sus. Laminorul de blooming-slabbing 1150 este proiectat pentru laminarea de blooms cu secțiunea de 300×300 și 370×370 mm din lingouri cu greutatea de 7-10 tone și de plăci cu secțiunea de 120÷150×700÷1550 mm din lingouri de tablă cu greutatea de până la 20 de tone. Standul de lucru reversibil cu două role are role cu diametrul de 1150 mm și lungimea cilindrului de 2800 mm. Rolele sunt acționate individual de două motoare electrice cu o putere de 4600 kW fiecare la o viteză de 2 s-1 . Ridicarea cilindrului superior este de 1520 mm; viteza de reglare a cilindrului superior este de 180 mm/sec. Cilindrul superior este echilibrat de un cilindru de sarcină.
Spre deosebire de mașinile de înflorit existente, standul este echipat cu role pe părțile din față și din spate. După laminare, rulourile sunt prelucrate pe o mașină de tăiat la foc.
De la foarfecele la cald, bamele sunt introduse în moara de butași semicontinuă 950/700/500, iar plăcile sunt transportate cu un transportor cu lanț la depozitul de plăci.
Laminorul de blocuri 1300
UZTM Blooming 1300 este cea mai puternică moară automată de sertizare. Capacitatea sa este de 5,5-6,0 milioane de tone pe an, adică de 1,5-2 ori mai mare decât capacitatea morii tipice de blooming 1150 (Fig. 153).
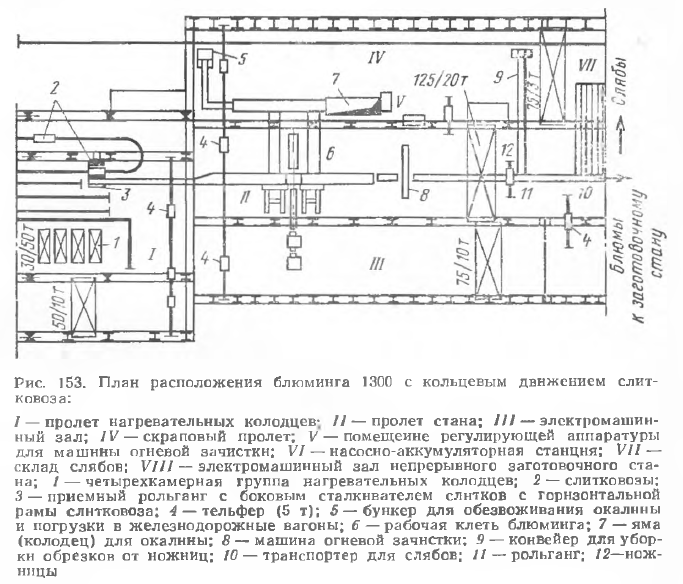
Laminorul cu blocuri 1300 este proiectat pentru laminarea lingourilor cu o greutate de 10-13 tone în blocuri cu secțiunea transversală de 300×300÷370×370 mm și în plăci cu grosimea de 100-200 mm și lățimea de 700-1000 mm. Ciclul mediu de laminare a unui lingou în blocuri este de aproximativ 40 s, iar în plăci — de aproximativ 70 s. În fiecare celulă există 12 grupuri de puțuri de încălzire recuperatorie cu câte un arzător lateral pentru încălzirea lingourilor.
Pentru a asigura ritmul de laminare a lingourilor atunci când lungimea frontului puțurilor de încălzire este mai mare de 300 m, este prevăzută o alimentare circulară a lingourilor de la puțuri la banda cu role de recepție. Cântărirea și rotirea la 180° a lingourilor înainte de laminare (dacă este necesar) se realizează cu ajutorul cântarelor turn situate deasupra transportoarelor cu role de recepție. Mașina de butaforie este amplasată în partea din față a standului. Diametrul cilindrilor de suflare este de 1300 mm, iar lungimea cilindrului cilindrilor este de 2800 mm. Fiecare cilindru de lucru are un motor de curent continuu MP-110-65 cu un arbore de acționare individual, cu o capacitate de 6800 kW la o viteză de 0-1-1,5 s-1 .
În spatele standului de lucru se află o mașină pentru curățarea la foc a florilor și a plăcilor pe toate cele patru laturi și foarfece cu forță de tăiere mai mică de 12,5 Mn. Marcarea florilor și a plăcilor la capăt după tăierea pe foarfece se realizează în flux de către o mașină automată de marcare cu pârghie. După tăierea capetelor din față și din spate ale cilindrului pe foarfecă, bamele sunt trimise pe un transportor cu role pentru a fi laminate în continuare la laminorul continuu de lingouri 900/700/500, iar plăcile tăiate în secțiuni de lungimea specificată sunt împinse de împingător pe masa de stivuire și apoi transferate cu un cărucior în depozit pentru răcire și curățare.
Datorită aplicării pe scară largă a structurilor sudate și a acționărilor fără angrenaje (manipulator de strung, foarfecă și alte mașini), greutatea echipamentului mecanic al exploatării 1300 este mai mică decât greutatea exploatării standard 1150 instalate anterior și este de aproximativ 5400 tone.
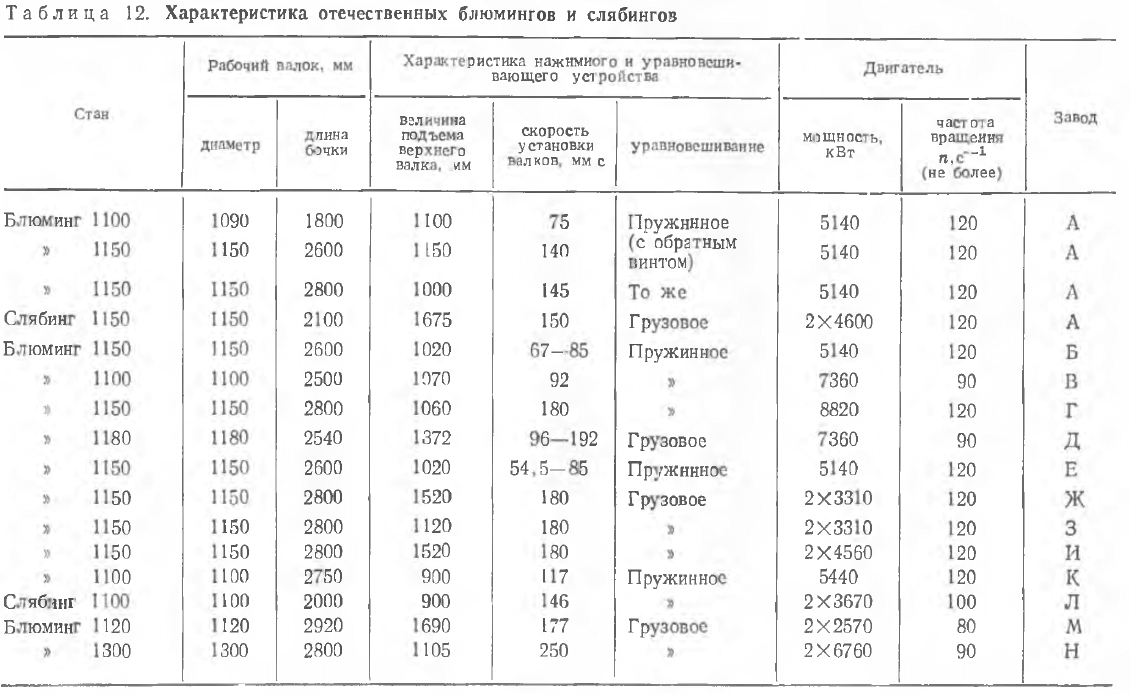
Parametrii unor instalații de suflare și tăiere instalate în uzinele metalurgice naționale sunt prezentați în tabelul 12.