Punctul de plecare pentru dezvoltarea electrometalurgiei a fost descoperirea în 1802 de către V. V. Petrov a fenomenului de arc electric — descărcare într-un mediu gazos, ducând la ionizarea gazului și la obținerea unei temperaturi de 3000-4000°C. În acest scop, compatriotul nostru a trebuit să creeze cea mai mare baterie galvanică de la acea vreme.
Primul eșantion de cuptor electric cu arc care a funcționat satisfăcător a fost creat de francezul P. Héroux (Heroux) în 1899-1900. Electrometalurgia s-a dezvoltat destul de rapid de la începutul secolului al XX-lea. În 1906 a fost construit în SUA un cuptor industrial cu arc trifazat, iar în 1910 a apărut o unitate similară cu o capacitate de 3,5 tone la uzina Obukhov (acum Izhorskiy) din Rusia. În 1916-1917, la uzina Elektrostal din țara noastră a fost construită prima oțelărie electrică (patru furnale cu o capacitate de 1,5 tone fiecare).
Capacitatea de a lucra cu încărcătură solidă, o gamă largă de oțeluri care pot fi topite, până la oțeluri puternic aliate, capacitatea de a asigura o temperatură ridicată a metalului (aproape până la 2000° C) și de a o regla cu ușurință au asigurat utilizarea pe scară largă a cuptoarelor trifazate cu arc pentru producerea oțelului (ASF). În prezent, aproximativ 90 % din oțelul electric este topit în acestea.
Îmbunătățirea concepției DSP și a echipamentelor sale, în special în anii 70-80: creșterea puterii specifice a transformatoarelor la 0,6-1,0 mV-a/t, utilizarea arzătoarelor cu gaz-oxigen și a tuyerelor de oxigen, simplificarea tehnologiei de topire în cuptorul propriu-zis — a permis reducerea duratei de topire la 1-1,5 ore, iar în unele cazuri la mai puțin de o oră. Acest lucru face posibilă sincronizarea bună a funcționării instalației discontinue și a CCM.
În ultimele decenii, încălzirea cu arc a metalelor a fost din ce în ce mai dezvoltată în metalurgia în cuvă. Aceasta este o așa-numită unitate de tip cuptor cu cuvă.
Recent, utilizarea cuptoarelor cu arc cu curent continuu (DSPPT) a crescut. Acestea se caracterizează printr-un arc mai stabil și un consum specific de energie mai mic în comparație cu DSPP trifazat. Cu toate acestea, proiectarea cuptoarelor cu curent continuu, în special partea inferioară, este mult mai complicată.
În plus față de cuptoarele cu arc, în siderurgia electrică se utilizează mai multe tipuri de cuptoare, care diferă prin modul de transformare a energiei electrice în energie termică. În primul rând, acestea sunt cuptoarele cu inducție (IF), unitățile de retopire cu electroslag (ESR) și unitățile de retopire cu fascicul de electroni (EBM). Există, de asemenea, unități de retopire încălzite cu arc. În plus, există cazuri în care se utilizează cuptoare cu arc în vid și cuptoare cu inducție. Posibilitatea de a crea orice atmosferă a spațiului de lucru este un avantaj important al cuptoarelor electrice față de convertoare și cuptoare cu foc deschis. Cu toate acestea, ultimele tipuri de cuptoare electrice topesc oțeluri speciale, iar volumul lor de producție este relativ mic. Caracteristicile de proiectare a acestor unități și tehnologia sunt examinate în literatura privind metalurgia specială.
În cuptoarele deschise (fără vid), împreună cu oțelurile aliate, se produc din ce în ce mai multe oțeluri de serie. Prin urmare, cea mai frecvent utilizată tehnologie este topirea pe încărcătură de carbon (uneori chiar cu utilizarea fontei lichide) fără perioadă de recuperare și, din ce în ce mai rar — tehnologia clasică cu perioadă de recuperare, inclusiv utilizarea deșeurilor aliate în încărcătură.
Cu toate acestea, în general, volumul producției de oțel în cuptoare electrice este în creștere, iar cota sa este de aproximativ 30 % din totalul mondial. Împreună cu procedeul de conversie a oxigenului, procedeul electric de producere a oțelului înlocuiește în mod constant procedeul în câmp deschis. În plus, acestea par să împartă metalul de încărcare al procesului în câmp deschis: fonta lichidă și o mică parte din deșeuri sunt prelucrate în convertizoare cu oxigen, în timp ce restul deșeurilor sunt prelucrate în cuptoare electrice. În plus, este foarte convenabil să se prelucreze materii prime metalizate (un produs al reducerii fierului fără cocs la temperatură scăzută) în cuptoare electrice. Acest lucru este confirmat de experiența Uzinei Electrometalurgice Oskol (OEMK).
Datorită consumului redus de fontă brută în încărcătură (uneori aceasta nu este utilizată deloc), producția siderurgică electrică este puțin dependentă de producția din furnalurile înalte. Acest lucru face posibilă organizarea producției de oțel în orice regiune cu o aprovizionare suficientă cu energie electrică. Astfel, de exemplu, în Zhlobin (Belarus) și Rybnitsa (Moldova) au apărut mini-molii metalurgice. Cuptoarele electrice sunt, de asemenea, cele mai convenabile unități de topire în producția de turnătorie.
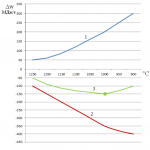
Cu toate acestea, există o serie de probleme care limitează dezvoltarea producției de oțel electric. Principala este costul ridicat al energiei electrice, al cărei consum specific este în majoritatea cazurilor de 400-500 kWh/t. În plus, consumul ridicat de deșeuri în încărcătură conduce inevitabil la creșterea conținutului de metale neferoase în oțel (Cu, Ni etc.). În cuptorul electric cu arc este dificil să se obțină un conținut de carbon mai mic de 0,08-0,10%. Ultimele două circumstanțe restrâng gama de oțeluri topite.
Cu toate acestea, în ultimul timp s-au făcut multe eforturi pentru a rezolva aceste probleme. De exemplu, utilizarea combustibilului gazos și a oxigenului, precum și a căldurii gazelor reziduale pentru preîncălzirea deșeurilor a permis celor mai bune eșantioane de BSP să reducă consumul specific de energie la 270-330 kWh / tonă. Prin creșterea proporției de fontă brută în încărcătură, inclusiv fier lichid, se reduce conținutul de metale neferoase. Producția de oțeluri rezistente la coroziune a fost realizată în două etape: după topirea în BSP, se efectuează o decarburare cu argon-oxigen într-un convertor special.
Cu toate acestea, aceste realizări nu au făcut decât să atenueze problemele indicate ale oțelăriei electrice, dar în principal numai în atelierele moderne.
Conținut
- Șantierele cuptoarelor
- Livrarea materialelor de încărcare către cuptoarele electrice
- Stivuirea încărcăturii în cuptoarele electrice
- Proiectarea și întreținerea cuptoarelor electrice
- Amenajarea și întreținerea echipamentelor electrice ale cuptoarelor
- Eliberarea, aspirarea, turnarea și curățarea lingourilor
- Reparații ale cuptoarelor electrice
Șantierele cuptoarelor
Șantierele de încărcare ale oțelăriilor electrice sunt situate în clădiri acoperite, adiacente spațiului cuptoarelor. Pentru descărcarea materialelor de încărcare și încărcarea lor în gropi sau muldes, șantierele de încărcare sunt echipate cu poduri rulante cu electromagnet și graifă.
Pentru a instala muldes în curtea de încărcare, trebuie amenajate rafturi cu o înălțime de 600 — 700 mm. Nu este permisă instalarea muldes pe materialele de încărcare, deoarece aceasta poate duce la răsturnarea muldes.
Lucrătorii care sunt însărcinați cu încărcarea încărcăturii în gropi trebuie să se afle la balconul deschiderii cuptorului. Rămânerea în zona de încărcare sau urcarea pe găleată pentru a verifica umplerea acesteia cu materiale este periculoasă și, prin urmare, inadmisibilă. Din cauza pericolului de cădere a bucăților de deșeuri metalice la încărcarea acestora în cupă sau în muldas, macaralele cu electromagnet nu trebuie să se afle la mai puțin de 6 m de locul de încărcare.
Pentru a proteja ochii operatorilor de macarale de radiațiile arcurilor electrice de pe partea laterală a cuptoarelor, cabinele macaralelor trebuie să fie echipate cu ecrane de siguranță.
Pentru deplasarea în siguranță în curtea de încărcare de-a lungul clădirii, ar trebui să se prevadă un pasaj cu o lățime de cel puțin 1 m, iar la fiecare 40 — 60 m pe lungimea clădirii ar trebui să existe pasaje transversale.
În timpul iernii, porțile clădirilor de încărcare trebuie să fie închise pentru a preveni răcirea magazinului. Prin urmare, lungimea trenurilor de cale ferată livrate la depozitul de încărcare este aleasă astfel încât să fie posibilă închiderea porților.
Descărcarea electrozilor trebuie să fie mecanizată. Electrozii ar trebui să fie depozitați pe rafturi speciale.
Pentru a evita poluarea cu praf a aerului din atelier, dispozitivele de șlefuire ar trebui să fie echipate cu ventilație de evacuare. Dispozitivele de șlefuire ar trebui instalate în încăperi izolate. Introducerea materialelor în aceste dispozitive și curățarea materialelor zdrobite trebuie să fie complet mecanizate. Acoperirea continuă a căilor de rulare ar trebui să fie încuiată cu dispozitivul de pornire al acestora pentru a elimina posibilitatea de a porni căile de rulare în absența gardului.
Livrarea materialelor de încărcare către cuptoarele electrice
Livrarea materialelor de încărcare, a aditivilor, a agenților de dezoxidare și a materialelor de umplere către cuptoarele electrice trebuie să fie complet mecanizată.
Din motive de siguranță, trebuie prevăzut un spațiu liber de cel puțin 700 mm între părțile proeminente ale cărucioarelor care transportă tigăile și structurile, echipamentele și materialele de construcție. Roțile cărucioarelor trebuie să fie echipate cu apărători de siguranță, acestea trebuie să fie situate la 10 mm de capul șinei, ceea ce elimină pericolul ca roțile cărucioarelor să se ciocnească de picioarele lucrătorilor.
În cazul în care motorul electric al căruciorului este alimentat cu un cablu flexibil, acesta din urmă trebuie suspendat și înfășurat pe tambur pentru a evita deteriorarea Cărucioarele trebuie echipate cu dispozitive de semnalizare.
Pentru ridicarea și transportul curenților cu ajutorul macaralelor ar trebui utilizate traverse speciale care să elimine pericolul de rupere și cădere a curenților. Proiectarea cupei ar trebui, de asemenea, să excludă deschiderea spontană a porții, deoarece în caz contrar există pericolul ca materialele să cadă din cupă în timpul transportului.
Ar trebui să se utilizeze scări metalice ușoare cu cârlige pentru prinderea laterală a găleții pentru accesul în siguranță la partea superioară a găleții și în interiorul acesteia pentru a închide poarta sectorului. În timp ce lucrătorul se află în interiorul găleții, un observator trebuie să fie în afara găleții. Acest lucru va împiedica aruncarea de materiale de încărcare în găleată.
Pe balconul zonei de lucru trebuie să existe rafturi fixate pe podea pentru instalarea muldelor. Lățimea rafturilor trebuie să fie de cel puțin 2/3 din lungimea muldelor. Balconul compartimentului cuptorului trebuie să fie împrejmuit cu o barieră solidă, solidă, pentru a preveni posibilitatea căderii muldelor sau a materialelor în compartimentul de încărcare.
Mlădițele trebuie transportate cu macarale electrice echipate cu dispozitive de prindere a cadrului. Atunci când se livrează muldes cu macarale care utilizează lanțuri cu cârlige, proiectarea macaralelor trebuie să excludă posibilitatea ruperii și căderii muldes. Se recomandă livrarea cu macarale a materialelor de alimentare a cuptoarelor în buncăre portabile, containere și cutii.
Stivuirea încărcăturii în cuptoarele electrice
Toate lucrările de încărcare a materialelor de încărcare în cuptoarele electrice trebuie să fie complet mecanizate. În atelierele moderne, stivuirea încărcăturii metalice se realizează cu găleți cu fund deschis, iar fluxurile și aditivii se stivuiesc în muldas cu ajutorul mașinilor de stivuit cu macarale.
Deschiderile din podeaua platformei de lucru pentru alimentarea găleților trebuie să fie situate în afara zonei de lucru intensiv a mașinilor de stivuit. Aceste deschideri trebuie să fie împrejmuite cu o placă solidă deosebit de rezistentă, cu o înălțime de cel puțin 800 mm. Lucrătorii trebuie să fie avertizați cu privire la ridicarea găleții printr-un semnal sonor. În timpul transportului găleții, lucrătorii trebuie să se afle la o distanță de cel puțin 6 m de aceasta.
Dacă cuptoarele electrice au o carcasă retractabilă, oțelarul trebuie să îndepărteze toți lucrătorii la o distanță sigură înainte de a porni acționarea platformei retractabile.
Pentru a evita arsurile la adăugarea încărcăturii în baia topită, fereastra de stivuire a cuptorului trebuie să fie bine închisă și toți lucrătorii trebuie îndepărtați din zona de împrăștiere a zgurii și a metalului. Fereastra de vizionare a cabinei șoferului macaralei din acest punct trebuie să fie închisă cu un ecran glisant din plasă metalică groasă. Stropii de zgură și metal, aruncați pe locul de muncă după încărcarea „podvalki” în zăcământ, trebuie să fie îndepărtați imediat.
Minereul, feroaliajele și alte materiale și aditivi încărcați în cuptoarele electrice trebuie să fie preuscați sau calcinați. Este inadmisibilă încărcarea materiilor prime în baia topită din cauza pericolului de emisii și explozii. Cuptoarele pentru uscarea și încălzirea minereurilor și a altor materiale trebuie amplasate în culoarul cuptoarelor din atelier, astfel încât lucrătorii să nu fie expuși simultan la radiațiile cuptoarelor electrice și ale cuptoarelor de potasă. Pentru a proteja lucrătorii de radiațiile termice, deschiderile de încărcare ale cuptoarelor de uscare și de potasă ar trebui să fie echipate cu capace răcite cu apă.
Mulțimile de feroaliaje, aditivi și deoxidanți sunt de obicei plasate pe rafturi situate între cuptoare. Cantități mici de materiale de corecție pentru topire pot fi depozitate în apropierea cuptoarelor electrice. Dimensiunea și amplasarea depozitelor pentru aceste materiale trebuie să împiedice presarea lucrătorilor de către mașina de stivuire. Pentru încărcarea materialelor suplimentare în cuptoare se recomandă utilizarea mașinii cu sistem Popliuiko. Această mașină este utilizată cu succes la unele fabrici.
Proiectarea și întreținerea cuptoarelor electrice
Cuptoare cu arc
Procesul de topire a metalului în cuptoarele electrice cu arc este însoțit de o mare eliberare de gaze și aerosoli de oxizi de fier. Prin urmare, cuptoarele electrice trebuie să fie echipate cu dispozitive speciale care evacuează produsele de ardere direct din spațiul de lucru al cuptorului în sistemul de ventilație de evacuare. Această metodă este utilizată cu succes în siderurgia electrică. Înainte de a fi eliberate în atmosferă, produsele de ardere trebuie să fie curățate de praf, astfel încât conținutul lor de praf să nu depășească 100 mg/m 3 .
Fundația cuptorului electric trebuie să fie proiectată astfel încât să permită inspectarea fără obstacole a fundului cuptorului și repararea mecanismelor situate sub platforma de lucru. Trebuie prevăzute platforme și scări pentru accesul la mecanismele situate sub cuptorul electric. În cazul în care topirea străpunge podeaua cuptorului, mecanismele de sub cuptor trebuie să fie protejate. Partea superioară a fundației cuptorului trebuie să fie înclinată spre intervalul de turnare.
Mecanismul de înclinare al cuptorului electric trebuie să fie echipat cu opritori de înclinare pe părțile din față și din spate. Acest lucru elimină riscul de accidente atunci când cuptorul electric este înclinat. În plus, amplasarea centrului de greutate al cuptorului electric trebuie să garanteze că acesta poate fi readus în poziția sa normală în caz de defecțiune a mecanismului de înclinare. Pentru a asigura o bună vizibilitate în timpul topirii și al descărcării zgurii, punctele de control ale mecanismului de înclinare trebuie să fie amplasate pe părțile din față și din spate ale cuptorului electric.
Atunci când cuptorul electric cu acționare hidraulică de înclinare trebuie să fie luate măsuri speciale pentru a preveni posibilitatea pătrunderii metalului topit sau a zgurii în dispozitivele hidraulice.
Cuptoarele electrice ar trebui să fie izolate termic pentru a reduce disiparea căldurii.
Proiectarea bolții cuptorului electric trebuie să asigure o durabilitate maximă. Tijele de susținere a bolții cuptorului electric trebuie să fie utilizate cu o marjă de siguranță de zece ori mai mare în scopul fiabilității. Mecanismele de ridicare a bolții trebuie să fie protejate în mod fiabil împotriva supraîncălzirii prin radiație termică și împotriva ieșirii flăcărilor prin orificiile de penetrare a electrozilor. Inelele de etanșare a bolții răcite cu apă trebuie fixate pentru a preveni căderea lor în baia cuptorului electric, chiar și în cazul prăbușirii bolții, deoarece aceasta ar provoca o explozie violentă.
Pentru accesul la boltă, pe carcasa cuptorului sunt instalate scări înclinate cu balustrade, iar pe structurile de deasupra bolții sunt instalate platforme cu panouri termoizolante. Nu stați direct pe bolta cuptorului. Înainte ca lucrătorii să urce pe bolta cuptorului, electrozii trebuie scoși de sub tensiune și trebuie luate măsuri pentru a se asigura că aceștia nu pot fi puși sub tensiune.
Bolta trebuie să fie menținută în stare bună și curată. În cazul în care zidăria se încălzește până la o culoare roșie și părți ale bolții se umflă sau se micșorează, bolta trebuie reparată sau înlocuită în timp util. În acest din urmă caz, bolțile trebuie să fie transportate cu grinzi speciale, deosebit de rezistente, care să susțină bolta în trei puncte.
Pentru a facilita întreținerea cuptoarelor electrice, ridicarea capacelor ferestrelor deflectoare trebuie să fie mecanizată. Este permisă înlocuirea capacelor arse numai atunci când tensiunea este îndepărtată de la electrozi. Pentru a împiedica căderea capacelor în cazul ruperii lor, trebuie utilizate dispozitive speciale: ghidaje cu opritor inferior, știfturi laterale, lanțuri suplimentare pentru suspendarea capacelor etc.
În scopul siguranței electrice, corpul și structurile cuptoarelor electrice trebuie să fie împământate în mod fiabil. Se recomandă așezarea de cărămizi pe platformele pentru deservirea jgheabului de evacuare.
Deschiderea de ieșire a cuptorului electric în timpul perioadei de topire trebuie să fie închisă indiferent de nivelul de metal și zgură din baie.
Pentru a preveni supraîncălzirea inelelor de boltă, electrozii nu trebuie să fie ridicați în timpul întreruperilor alimentării cu apă de răcire.
Mecanismul de deplasare a electrozilor trebuie să fie protejat și echipat cu opriri automate.
Contragreutățile pentru electrozi trebuie să fie închise cu o carcasă solidă sau din grilaj cu celule de cel mult 40×40 mm. Ușile de intrare în incintă trebuie să fie încuiate cu o încuietoare. Nerespectarea acestei cerințe a dus la rănirea gravă a lucrătorilor, aceștia fiind striviți de contragreutăți.
Pentru asamblarea electrozilor trebuie amenajată o bancă specială cu dispozitive de prindere în apropierea cuptorului. Nu este permisă asamblarea electrozilor direct deasupra bolții cuptorului din cauza pericolului de cădere a electrozilor și a condițiilor dificile de lucru.
Niplurile de grafit utilizate pentru conectarea secțiunilor de electrozi nu trebuie să aibă fisuri sau filete rupte. Niplurile trebuie înșurubate în soclul electrodului până când se defectează. Niplul metalic pentru ridicarea și instalarea electrodului asamblat trebuie, de asemenea, să fie înșurubat complet în electrod.
Atunci când se ridică electrodul asamblat cu macaraua, trebuie utilizată o frânghie specială, echipată cu un dispozitiv care să împiedice cârligul să iasă din manșonul niplului și din magazia cârligului macaralei. Prinderea și eliberarea electrozilor în suporturile de electrozi trebuie să fie mecanizate. Pentru a preveni încălzirea excesivă a suporturilor de electrozi de către flacăra care iese din cuptor, spațiile dintre electrozi și inelele de etanșare trebuie să fie bine închise
Trebuie instalate semnale luminoase și sonore pentru a informa lucrătorii aflați sub platforma de lucru și în culoarul de turnare cu privire la înclinarea iminentă a cuptorului în scopul descărcării zgurii sau eliberării topiturii.
Platforma de lucru a cuptoarelor electrice trebuie să fie protejată cu o balustradă. Spațiile dintre platforma de lucru și platforma care se înclină odată cu cuptorul electric trebuie să fie minime (40 — 50 mm) pentru a preveni deteriorarea picioarelor lucrătorilor.
Lucrările de umplere a fundului, pantelor și pereților cuptoarelor electrice de dimensiuni mari și medii trebuie să fie mecanizate cu ajutorul mașinilor de umplere.
Pentru a agita metalul topit, se recomandă echiparea cuptoarelor electrice cu dispozitive electromagnetice sau mecanice speciale. În cazul în care această operațiune se efectuează manual la cuptoarele mici, lucrătorii trebuie să utilizeze piepteni cu tije lungi și să instaleze scuturi termice cu o fantă pentru tija pieptenelui. Uneltele utilizate trebuie să fie uscate și încălzite în prealabil.
Pentru a proteja ochii și fața de radiații, lucrătorii trebuie să poarte ochelari de protecție și ecrane metalice groase sau viziere din plastic transparent în timp ce amestecă baia.
Nu este permisă efectuarea niciunei lucrări sub cuptor după topirea încărcăturii în baie.
Cutiile de zgură trebuie să aibă trunchiuri rezistente în părțile superioară și inferioară pentru transport și rulare. Podeaua de sub cuptorul electric și gropile pentru instalarea cutiilor de zgură trebuie menținute uscate pentru a evita exploziile. Pomparea zgurii din cuptoarele electrice trebuie să fie mecanizată. La pomparea manuală a zgurii, este necesar să se utilizeze palete lungi și scuturi de protecție cu o fantă pentru tija paletei. Sedimentarea spumării zgurii este permisă numai cu materiale uscate, deoarece utilizarea de materii prime sau apă poate provoca o explozie. Pentru a preveni arsurile lucrătorilor cu produse de topire a lucrărilor de curățare a spațiului de sub cuptor și a gropilor de zgură și resturi permise pentru a efectua înainte de topirea încărcăturii sub supravegherea unui maistru sau oțelar și cu o bună iluminare a spațiului de sub zona de lucru.
Descărcarea zgurii din găleți sau cazane de zgură pentru a evita arsurile cu zgură lichidă este permisă numai după solidificarea completă a acesteia.
Cuptoare cu inducție
Cuptoarele cu inducție sunt unități mai sigure decât cuptoarele cu arc.
Pentru funcționarea în siguranță a cuptoarelor cu inducție, alimentarea cu curent a inductorului cuptorului trebuie să fie atent izolată și protejată. Cadrul cuptorului cu inducție trebuie să fie izolat în siguranță de bobinele inductorului.
Mecanismele de înclinare a cuptorului trebuie să fie echipate cu opritori de înclinare și cu un dispozitiv de frânare care să asigure oprirea rapidă a cuptorului în orice poziție sau în cazul unei pene de curent. Mecanismele de înclinare a cuptorului trebuie să fie protejate de stropii de metal și zgură.
Inspecția și repararea echipamentelor situate sub cuptor sunt permise numai dacă cuptorul este fixat suplimentar astfel încât să nu se poată roti.
Rezistența și densitatea tuburilor inductooa trebuie testate în prealabil prin presiune hidraulică de cel puțin 0,8 MN/m 2 (8 atm). Pentru a permite înclinarea cuptorului la golirea topiturii și crearea unui spațiu izolat electric, secțiunea de alimentare cu apă a inductorului, între acesta și conductele de alimentare cu apă, este realizată din furtunuri de cauciuc cu pereți groși și rezistență sporită.
O întrerupere a alimentării cu apă de răcire poate duce la un accident. Alimentarea neîntreruptă cu apă a inductorului trebuie monitorizată cu ajutorul unor dispozitive care să oprească automat cuptorul atunci când alimentarea cu apă este întreruptă. Cuptoarele cu inducție trebuie, de asemenea, să fie oprite automat în cazul unui scurtcircuit între bobinele inductorului.
Deoarece există un risc de scurtcircuit atunci când suprafața exterioară a bobinelor inductorului este încețoșată, temperatura apei de răcire care intră în inductor nu trebuie să fie mai mică de 25 — 30 °C. Dacă alimentarea cu apă de răcire este întreruptă, materialul topit trebuie eliberat imediat din cuptor.
Pentru a evita emisiile de metal topit, nu este permisă încărcarea suplimentară a bucăților de metal neîncălzite, a feroaliajelor și a deoxidanților în baia topită. În cazul în care, în timpul topirii, în partea superioară a cuptorului cu inducție se formează o boltă de sarcină netopită („pod”), cuptorul trebuie oprit și bolta trebuie doborâtă.
În scopul siguranței electrice, podeaua zonei de lucru din apropierea cuptoarelor cu inducție trebuie să fie acoperită cu material izolant electric. Uneltele utilizate la întreținerea cuptoarelor cu inducție trebuie să fie echipate cu mânere izolante electric.
Pentru a îmbunătăți condițiile de lucru la locul de muncă la orice tip de cuptor trebuie să se organizeze alimentarea ventilației suflante cu aer de răcire în timpul verii.
Amenajarea și întreținerea echipamentelor electrice ale cuptoarelor
În atelierele electrice de topire a oțelului, problemele legate de prevenirea leziunilor electrice merită o atenție deosebită. Este de dorit amplasarea substației atelierului la o anumită distanță de clădirea principală a atelierului, ceea ce îmbunătățește condițiile de aerisire și iluminare a atelierului.
Ușile substațiilor de furnale trebuie să fie echipate cu încuietori separate, împiedicând posibilitatea deschiderii încuietorilor cu chei de la alte substații. Cheile trebuie să fie păstrate de electricianul de tură al atelierului. Pe ușile substațiilor trebuie atașat un afiș de avertizare „Înaltă tensiune — periculoasă pentru viață”.
Dispozitivele electrice ale substațiilor de furnal trebuie amplasate ținând seama de confortul și siguranța întreținerii și reparării acestora. Părțile echipamentului sub tensiune trebuie protejate cu garduri din plasă dacă sunt situate la mai puțin de 3,5 metri de podea.
Din motive de siguranță, este de dorit să se înlocuiască întrerupătoarele cu ulei cu întrerupătoare cu aer. Întrerupătoarele cu ulei trebuie să fie amplasate în camere de explozie ventilate, cu uși de blocare, care să împiedice deschiderea acestora atunci când tensiunea pe întreruptorul cu ulei.
Pentru a preveni declanșarea eronată a separatoarelor sub sarcină, separatoarele de cabluri trebuie să fie echipate cu interblocare. Acestea din urmă trebuie să împiedice declanșarea separatoarelor atunci când întrerupătorul de ulei este pornit. În camerele întreruptoarelor de ulei trebuie instalate lămpi de siguranță care să se aprindă atunci când întreruptorul de ulei este dezactivat.
Transformatoarele substațiilor de furnal trebuie să aibă indicatori de nivel al uleiului clar vizibili. În cazul în care este necesară evacuarea de urgență a uleiului, trebuie construite gropi sau rezervoare speciale de evacuare a uleiului sub transformatoare. Încăperile substațiilor trebuie să fie bine ventilate.
Substațiile cuptoarelor trebuie să fie prevăzute cu instrumentele și echipamentele de protecție necesare (indicatori de tensiune, tije și clești izolatori, suporturi izolatoare, prize de pământ portabile temporare, covoare dielectrice din cauciuc, mănuși, cizme și galoși, afișe de avertizare și echipamente de stingere a incendiilor).
Orice lucrare și inspecție a echipamentelor electrice din camera substației cuptorului poate fi efectuată în strictă conformitate cu normele de siguranță în vigoare pentru întreținerea instalațiilor electrice. Înainte de efectuarea lucrărilor de reparații, trebuie scoasă tensiunea din toate dispozitivele substației, luând măsuri pentru a preveni posibilitatea alimentării eronate a acesteia.
Nu este permisă efectuarea de lucrări la echipamentele electrice ale substației în timpul reparării cuptorului cu ajutorul sudurii electrice din cauza pericolului ca lucrătorii să fie electrocutați de transformarea inversă a tensiunii.
Cablurile de scurtcircuit care furnizează curent de la transformatorul cuptorului la electrozii cuptorului trebuie să fie separate fază cu fază cu blocuri izolante pentru a evita scurtcircuitele. În cazul în care cablurile de scurtcircuit sunt situate la o înălțime considerabilă, trebuie prevăzut un pasaj sigur pe sub acestea. În cazul în care cablurile sunt situate la o înălțime mică, trebuie instalată o ușă cu încuietoare în grila care închide trecerea.
În cazul în care transformatoarele cuptorului nu sunt proiectate pentru comutarea treptelor de tensiune sub sarcină, dispozitivele de comutare trebuie să fie interconectate cu întrerupătorul principal de ulei pentru a evita accidentele. Această blocare trebuie să garanteze că nu poate avea loc nicio comutare atunci când întrerupătorul de ulei este activat.
Tablourile de comandă trebuie amplasate astfel încât să se elimine expunerea operatorilor la arcul electric. În cazul în care, în atelierele de exploatare, consolele sunt amplasate în zona de expunere la arcul electric, ferestrele de vizualizare ale consolelor trebuie să fie echipate cu ecrane de protecție glisante din sticlă verde închis.
Motoarele electrice și rezistențele electrice nu ar trebui amplasate în panourile de comandă, deoarece aceste dispozitive generează multă căldură și zgomot. Pentru a crea condiții de lucru favorabile, este de dorit să se asigure panourile de comandă cu o sursă de aer condiționat.
Pornirea cuptorului după ce încărcătura a fost stivuită este autorizată de electricianul de serviciu, la ordinul oțelarului. Înainte de pornirea cuptorului, oțelarul trebuie să verifice starea de funcționare a echipamentului și să se asigure că nu există obiecte care ar putea provoca ruperea mecanismelor cuptorului sau un scurtcircuit. De asemenea, înainte de a porni cuptorul, operatorul consolei este obligat să verifice starea de funcționare a dispozitivelor electrice, a instrumentarului și a semnalizării.
Pentru oprirea pe termen scurt a cuptorului este permisă utilizarea unei prize speciale pe panoul de comandă, proiectată să întrerupă circuitul auxiliar al întrerupătorului principal de ulei. Atunci când cuptorul este oprit pentru o perioadă mai lungă de timp (de exemplu, pentru repararea părților sub tensiune ale liniilor de bare, ale transformatorului cuptorului etc.), întrerupătorul de ulei sau de aer trebuie deconectat cu demontarea completă a circuitului electric la substația atelierului.
Pornirea și oprirea cuptorului trebuie efectuate cu electrozii ridicați. Comutarea treptelor de tensiune ale transformatorului cuptorului și oprirea acestuia în timpul topirii pot fi efectuate de către operator (cu excepția cazurilor azaric) numai la instrucțiunile oțelarului.
Uneltele introduse în cuptor trebuie să intre în contact cu o rangă metalică plasată pe dinții pieptenelui ferestrei deflectoare a cuptorului înainte de a putea fi conectate la sistemul de împământare de protecție. Aceste unelte nu trebuie să intre în contact cu electrozii sub tensiune.
Siderurgiștii și meșterii, instalatorii și instalatorii lor trebuie să urmeze un curs special privind siguranța electrică.
Eliberarea, aspirarea, turnarea și curățarea lingourilor
În oțelăriile electrice, trebuie respectate aceleași măsuri de siguranță ca și în oțelăriile cu foc deschis în timpul evacuării topiturilor din cuptoarele electrice, turnării oțelului și îndepărtării lingourilor.
Camerele de vidare a oțelului îngropate în podeaua bazelor de turnare trebuie să depășească podeaua cu cel puțin 800 mm. Capacele camerelor de vid trebuie să fie prevăzute cu o ieșire laterală. Camerele de vid existente cu capace articulate ar trebui echipate cu tije de tracțiune care să împiedice în mod fiabil căderea capacului. Atunci când camera de vid este deschisă, capacul nu trebuie să depășească camera de vid.
Pentru a evita revărsarea oțelului în timpul vidării, trebuie să se țină seama de capacitatea cazanului și de gradul de umplere cu oțel. Atunci când se utilizează polonice cu găleată, oțelul poate fi turnat în polonică numai până la un nivel la care centrul de greutate al acesteia se află la cel puțin 200 mm sub axa de rotație; în acest scop, trebuie făcute marcaje corespunzătoare pe exteriorul și interiorul polonicei.
Pentru a evita spumarea puternică a zgurii și ejectarea acesteia din cazan, presiunea din cameră în timpul vacuumării trebuie redusă treptat. Pentru a preveni contaminarea camerei de vidare cu emisii de oțel și zgură, se recomandă amplasarea unei tăvi metalice speciale la baza camerei; aceasta trebuie instalată în cameră și scoasă din ea cu ajutorul unei macarale.
În cazul vidării oțelului cu revărsare de la cazan la cazan, platforma pentru caster ar trebui să fie echipată cu două scări înclinate și o căptușeală solidă pe partea laterală a cazanului la o înălțime de 1,2 metri. Controlul dopului în această metodă de vidare trebuie să fie comandat de la distanță. Forma și dimensiunile pâlniei de primire concepute pentru transferul oțelului în polonicul instalat în camera de vid trebuie să excludă umplerea excesivă a pâlniei și vărsarea oțelului. De asemenea, este necesar să se asigure protecția cablurilor de oțel ale mecanismului de ridicare a camerei cu capac împotriva pătrunderii pe ele a metalului topit.
Încăperea în care se află pompa de vid trebuie să fie dotată cu o ventilație eficientă. Produsele gazoase aspirate din vidare conțin monoxid de carbon otrăvitor, prin urmare conductele de evacuare a gazelor trebuie să fie închise ermetic și să iasă cu cel puțin 1 m deasupra coamei lucarnei clădirii.
În cazul în care, în timpul turnării oțelului, anumite substanțe sunt introduse în garnituri pentru a crea o atmosferă protectoare care îmbunătățește calitatea lingourilor (de exemplu, tetraclorură de carbon), este necesar să se asigure că concentrația acestor substanțe în aerul din zona de lucru nu depășește normele sanitare admise.
În cazul încălzirii părții profitabile a lingourilor prin instalație cu arc electric, zona de lucru a instalației trebuie să fie împrejmuită în mod sigur pentru a evita electrocutarea lucrătorilor. Ușile de intrare în locul de instalare trebuie să fie echipate cu un dispozitiv de blocare care să împiedice deschiderea lor atunci când electrozii și barele de alimentare cu curent nu sunt deconectate. Cadrele cu suporturi pentru electrozi trebuie să fie împământate, înlocuirea electrozilor trebuie să fie mecanizată. Cutiile metalice trebuie, de asemenea, să fie legate la pământ pentru perioada de funcționare a instalației prin conductoare de împământare la distanță. Nu este permisă rămânerea lucrătorilor pe șantier în timpul funcționării instalației.
Pentru a proteja ochii lucrătorilor de efectele arcului electric, electrozii instalației trebuie să fie acoperiți cu ecrane speciale.
Instalațiile cu inducție pentru încălzirea părții profitabile a lingourilor sunt preferabile instalațiilor cu arc electric. Utilizarea instalațiilor cu inducție reduce semnificativ riscul de leziuni electrice și îmbunătățește condițiile de muncă.
În cazul în care se utilizează sisteme cu flacără de gaz, cum ar fi acetilena-oxigen, acestea trebuie să fie utilizate în conformitate cu cerințele de siguranță pentru operațiunile de sudare.
În cazul în care defectele de suprafață ale lingourilor sunt îndepărtate cu dălți pneumatice, proiectarea acestora trebuie să excludă pericolul ca dălțile să zboare din canalul sculei. Atunci când se îndepărtează defectele lingourilor cu ajutorul discurilor abrazive, este necesar să se doteze abrazivele cu capace de siguranță și cu ventilație pentru aspirarea prafului. Pentru a proteja ochii, lucrătorii trebuie să utilizeze ochelari de protecție cu ochelari incasabili sau viziere din plastic transparent.
La stivuirea lingourilor rotunde, este necesar să se utilizeze rafturi speciale cu rafturi care exclud posibilitatea rostogolirii lingourilor.
Reparații ale cuptoarelor electrice
Cuptorul electric trebuie să fie oprit în siguranță înainte de reparații.
Se recomandă utilizarea unui capac de cuptor divizat. Aceasta permite ca partea superioară a cuptorului să fie îndepărtată cu ajutorul unei macarale și apoi înlocuită cu o parte superioară pregătită în prealabil.
Lucrările de schimbare și curățare a căptușelii trebuie mecanizate.
La schimbarea electrozilor, glisiera ridicată a suportului pentru electrozi trebuie să fie bine fixată pentru a preveni coborârea spontană. În cazul în care este necesar ca lucrătorii să rămână în zona de mișcare a contragreutăților mecanismului de ridicare a electrozilor, contragreutățile trebuie să fie bine fixate.
Blocurile de perete pentru căptușirea cuptoarelor electrice trebuie să fie produse într-o încăpere izolată de atelier și bine ventilată. Toate lucrările de pregătire a masei de umplutură trebuie să fie mecanizate. Dispozitivele pentru zdrobirea și măcinarea materialelor trebuie să fie echipate cu aspirație. Din motive de siguranță împotriva incendiilor, cuptoarele de gătit masa ar trebui să fie amplasate în spatele peretelui încăperii. În caz de aprindere a masei de umplere, în încăpere trebuie să fie disponibile stingătoare de incendiu, nisip uscat și uneltele necesare. Pentru a se proteja de efectele nocive ale gudronului de cărbune (smoală), lucrătorii trebuie să lubrifieze deschiderea părților corpului (față, gât) cu unguent de protecție, cum ar fi pasta HIOT-6, și să utilizeze ochelari de protecție.