Quartzit măcinat de la uzina Pervouralskiy dynasov pentru creuzetele cuptoarelor cu inducție de clasa PKMI 97,5 în conformitate cu TU 14-8-246-77.
Umiditatea cuarțitului nu trebuie să depășească 0,3 %. Compoziția granulelor trebuie să fie următoarea, %, în masă:
- trecerea prin grila nr. 5 — 100
- reziduu pe grila nr. 3.2 — nu mai mult de 5
- reziduu pe grila nr. 1 — 40-50
- reziduu pe ochiul nr. 02 — 20-30
- reziduu pe ochiul nr. 02 — 20-30
Cuarț praf măcinat de clasa A în conformitate cu GOST 9077-82.
Ciment cu conținut ridicat de alumină de clasa VC-75 conform TU 21-20-60-84 sau aluminat de calciu conform TU 6-03-339-78 al uzinei experimentale a Institutului de Cercetare a Cimentului, Podolsk.
Acid boric în conformitate cu GOST 9656-75 sau anhidridă borică. Umiditate de acid boric 0,2 %.
Țesătură de siliciu de marca TKT-TO conform TU 6-11-118-75 sau țesătură de azbest de marca AT-3 sau AT-7 conform GOST 6102-78.
Carton de azbest cu grosimea de 5 mm sau 8 mm în conformitate cu GOST 2850-80.
Mică plastică flexibilă de marca IFG-KAHF cu grosimea de 0,2-0,3 mm conform TU 21-25-263-82.
Argilă refractară măcinată din zăcământul Latna LTT în conformitate cu TU 14-8-152-75.
Căptușirea creuzetului cu masă de cuarț
Înainte de începerea căptușirii creuzetului, inductorul este acoperit cu un strat din compoziția, %, în greutate:
- fracțiune de cuarț până la 1 mm, cernută din cuarțit;
- ciment cu conținut ridicat de alumină;
- apă peste 100 %.
Acoperirea se aplică cu mistria în benzi verticale cu lățimea de 15-20 cm, cu umplerea atentă a golurilor dintre bobine.
Pe primul strat, după întărirea acestuia, se aplică al doilea strat și se lipește pânză de azbest, umezită cu apă cu 1,0-1,5 mm de unsoare aplicată în stare cremoasă.
Stratul este uscat timp de 24 de ore la o temperatură de 20-25 ° C și apoi uscat cu lămpi pentru radiații infraroșii sau încălzitor la o temperatură de aproximativ 100 ° C timp de 24 de ore.
Inductorul nu este alimentat cu apă în timpul uscării căptușelii.
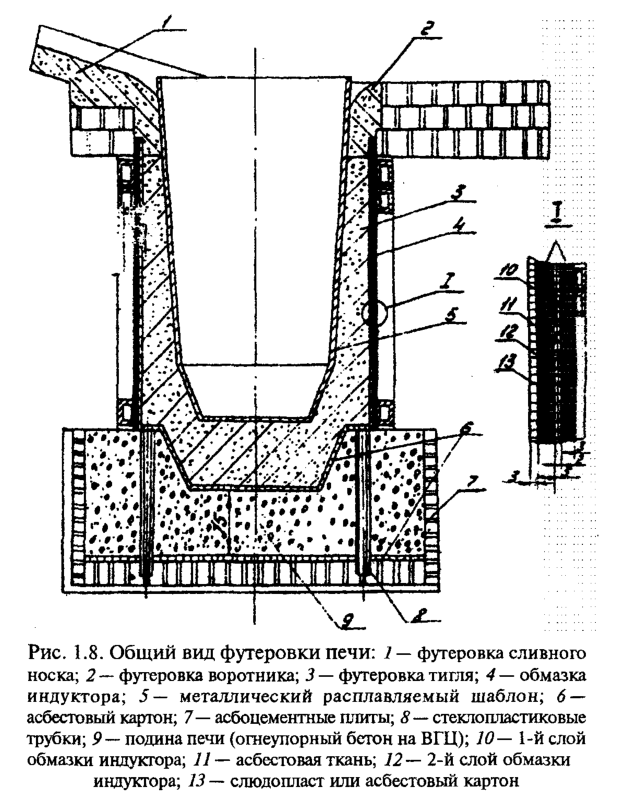
Vederea generală a cămășii este prezentată în Fig. 1.8.
Instalați un dispozitiv de semnalizare pentru a monitoriza starea căptușelii creuzetului din creuzetul cuptorului electric, în conformitate cu documentația tehnică.
Înainte de a începe căptușirea creuzetului, inductorul căptușit este acoperit în interior cu un strat de mică sau carton azbest (Fig. 1.8, pct. 13).
Mica sau azbestul sunt presate pe inductor cu ajutorul unui inel distanțier special realizat din sârmă de oțel cu arc. Pe măsură ce creuzetul este umplut, inelul este îndepărtat.
Compoziția masei de cuarț ambalate trebuie să fie următoarea, % din masă:
Când se utilizează cuarțitul Pervouralsky
- cuarț — 88,8,
- acid boric — 1,2-1,9,
- anhidrit boric — 0,8.
Dozarea componentelor se face prin cântărire cu o precizie de +/- 2 % din greutate.
Masa de umplutură se prepară într-un malaxor, care trebuie să aibă un capac cu o garnitură de cauciuc.
În malaxor se încarcă cuarțitul și cuarțul pulverizat măcinat, apoi se împrăștie uniform anhidrit boric sau acid boric. Se amestecă timp de 10 min.
Înainte de umplerea fundului este necesar să se etanșeze găurile conductelor indicatorului de stare a căptușelii, tuburile din fibră de sticlă ale conductelor.
Se așează straturi de carton azbest cu grosimea de 5 mm pe fundul cuptorului (fig. 1.8, pct. 6).
Pentru împachetarea stratului inferior al fundului creuzetului se utilizează un amestec de: cuarțit — 90%; cuarț pulverizat — 10% fără adaos de anhidrit boric sau acid boric.
Amestecul se toarnă într-un strat de 50-70 mm. Umplerea se realizează cu găleți, evitând în același timp căderea masei de la înălțime pentru a preveni fracționarea și prăfuirea. Quartzitul este nivelat și compactat.
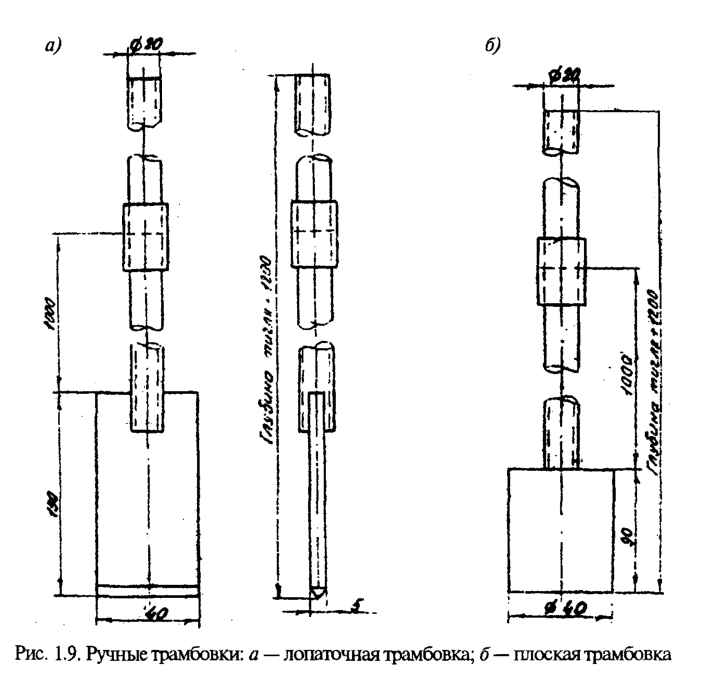
Pentru compactarea masei de cuarțit se utilizează tampoane manuale în formă de lopată cu capăt ascuțit și tampoane manuale plate (fig. 1.9). La compactarea masei este necesar să se treacă de cel puțin trei ori peste suprafața tasată cu o mistrie. Distanța dintre loviturile de mistrie nu trebuie să fie mai mare de 40 mm. În timpul primei treceri a mistriei, aceasta trebuie ținută în direcție radială, în timpul celei de-a doua treceri — perpendicular pe rază, astfel încât suprafața tasată să fie împunsă în formă de cruce.
Suprafața stratului compactat se slăbește până la o adâncime de 8-10 mm cu ajutorul unei lopeți pentru a asigura o aderență fiabilă a straturilor.
Se toarnă masa de umplutură cuarțită și se compactează. Fundul creuzetului este umplut cu 20-30 mm mai sus decât este necesar. Fundul creuzetului este apoi răzuit cu o scândură de lemn pentru nivelarea fundului creuzetului. Reziduurile de masă sunt îndepărtate din cuptor cu ajutorul unei spatule de ridicare. Apoi, fundul creuzetului se compactează suplimentar cu un tampon plat. Cu ajutorul șinelor de centrare se așează șablonul și se fixează, încărcându-l cu sarcină (Fig. 1.8, pct. 5). Se îndepărtează șinele de centrare sau se toarnă masă cuarțită până la o înălțime de 50-70 mm, se nivelează și se compactează.
Continuați să împachetați pereții creuzetului, turnând masă cuarțită în straturi de 50-70 mm, folosind bătăi suplimentare ale șablonului cu un ciocan de lăcătuș din interior.
Înainte de umplerea fiecărui strat de masă cuarțită compactată, suprafața stratului compactat este slăbită până la o adâncime de 8-10 mm.
Umplerea pereților creuzetului (fig. 1.8, pct. 3) se efectuează la nivelul specificat în desen, până la guler (fig. 1.8, pct. 2).