
Profilele cu axe ale elementelor individuale la unghiuri diferite între ele se numesc profile turnate. Acestea includ profile de uz general (unghiuri, canale, grinzi I, șine); profile speciale pentru construcții (oțel pentru acoperirea ferestrelor și a placajelor, pentru palplanșe), construcții navale (oțel halosobulb), construcții de locomotive cu aburi și vagoane (oțel zeta), construcții agricole (oțel pentru grinzi în T, oțel pentru cutii), construcții de automobile și tractoare (jantă auto, inel lateral, balama de ușă), construcții energetice (palete de turbine) și o serie de alte profile.
În procesul de laminare a secțiunilor profilate se produce în mod inevitabil o deformare neuniformă, care este utilizată în primele calibre de laminare, atunci când metalul are cea mai mare plasticitate (cea mai mică rezistență la deformare), iar banda are o secțiune transversală mare, împiedicând astfel formarea de sickling. În alte calibre este necesar să se aplice o deformare relativă uniformă pe lățimea benzii profilate, deoarece numai în aceste condiții este posibilă obținerea unei forme corecte și fără tensiuni interne semnificative a produselor laminate finite, cu un consum minim de energie și uzură a cilindrilor.
O caracteristică la fel de importantă a laminării profilelor profilate este prezența compresiei laterale în părțile individuale ale calibrului. Comprimarea laterală este facilitată în calibrele în care înclinarea axelor părților individuale ale profilului față de planul orizontal de laminare crește treptat (de exemplu, unghiuri, canale, grinzi în I și alte profile similare). Cu cât unghiul de înclinare este mai mic, cu atât compresia laterală este mai mică. Prin urmare, baza sistemului de calibrare a cilindrilor pentru secțiuni profilate este reducerea succesivă a unghiului de înclinare a axelor părților individuale ale profilului față de planul orizontal de laminare.
Calibrarea cilindrilor pentru laminarea oțelurilor unghiulare și zebrite
Oțelul unghiular este cel mai comun profil. Din 1810, gama de oțeluri unghiulare s-a extins considerabil. Au apărut profile ușoare, profile cu grosime variabilă a flanșei, profile realizate din oțeluri slab aliate. Cerințele față de precizia dimensiunilor geometrice și calitatea metalului au crescut. Oțelul unghiular este laminat pe o varietate de laminoare: liniare, zigzag, șah, semicontinue, continue. Utilizarea laminoarelor continue, precum și necesitatea de a reduce la minimum timpul necesar pentru schimbarea calibrelor, impun cerințe din ce în ce mai ridicate privind calibrarea cilindrilor de laminare.
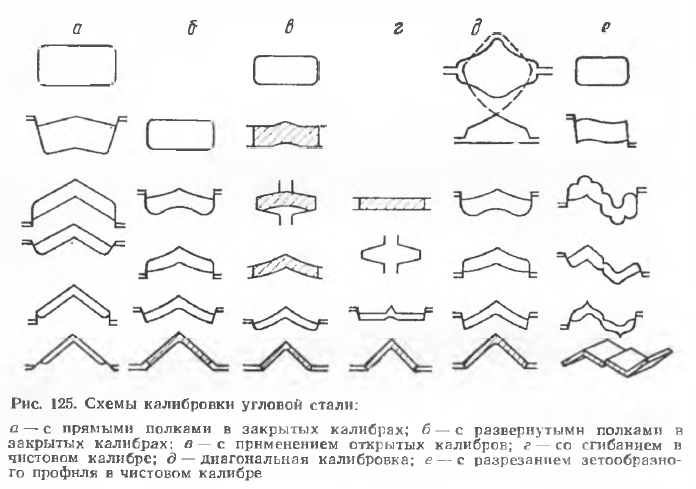
Oțelul unghiular cu laturi egale și cu laturi inegale este produs în conformitate cu GOST 8509-72 și 8510-72. În funcție de caracteristicile laminorului, se utilizează diferite scheme de calibrare a oțelului unghiular. Cele mai frecvente scheme sunt prezentate în Fig. 125. În legătură cu dezvoltarea laminării continue, dezvoltarea calibrărilor pentru laminarea oțelului unghiular cu lărgire liberă devine din ce în ce mai importantă. Avantajele laminării oțelului unghiular în calibre deschise în comparație cu alte metode sunt următoarele: incizia superficială în calibrele pregătitoare și simplitatea formei acestora permit creșterea coeficienților de deformare, ceea ce reduce numărul total de treceri; versatilitatea utilizării calibrelor pentru laminarea oțelului unghiular de diferite dimensiuni, ceea ce reduce parcul de cilindri și timpul de retușare; absența bavurilor și a cilindrilor.
Laminarea profilelor unghiulare în calibre cu lărgire liberă are cel mai mare efect în laminoarele cu o dispunere secvențială a standurilor, atunci când este posibilă automatizarea și mecanizarea întregului ciclu de producție. Acest lucru favorizează stabilirea unei temperaturi constante de laminare în fiecare trecere și asigură constanța valorii de lărgire.
Pentru a facilita setarea, calibrele cu nervuri sunt utilizate pentru a defini cu precizie lățimea benzii care urmează să fie setată în calibrul închis prefinisat. Gabaritul cu nervuri, printre altele, face ca calibrarea lățimii libere să fie și mai versatilă.
O evoluție ulterioară a laminării oțelului unghiular este calibrarea cu îndoituri cu flanșe drepte; flanșe desfășurate; flanșe desfășurate cu un profil dublu, similar unui profil zeta; urmată de tăierea în gabaritul de finisare în două profile unghiulare. Laminarea oțelului unghiular cu flanșe drepte îndoite este cea mai veche metodă, care nu este utilizată în prezent. La laminarea oțelului unghiular cu flanșe drepte îndoite, există o diferență semnificativă între diametrele de laminare ale cilindrilor care prelucrează flanșele profilului. Diferența dintre vitezele circumferențiale pe lățimea calibrului mărește frecarea dintre bandă și cilindri, ceea ce, la rândul său, duce la creșterea consumului de energie în timpul laminării și la creșterea uzurii calibrelor cilindrilor. În plus, tăieturile adânci ale calibrului slăbesc cilindrul cilindrului și conduc la necesitatea de a reduce coeficienții de deformare pe înălțime în timpul laminării și de a crește numărul de treceri.
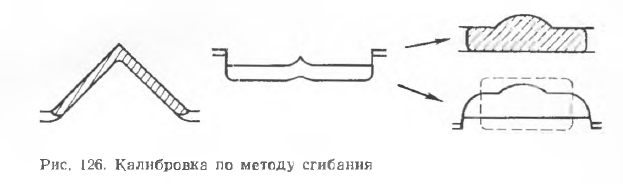
Laminarea oțelului unghiular cu îndoirea flanșelor desfășurate ale unui profil dublu, similar profilului zeta, cu tăierea ulterioară în calibrul de finisare în două profile unghiulare, deși permite aproape dublarea productivității laminorului, complexitatea transportului simultan a două benzi și posibilitatea formării de bavuri în timpul tăierii longitudinale limitează răspândirea acestei metode. Această metodă prezintă interes pentru laminarea profilelor zeta. În acest sens, o metodă rațională de laminare a oțelurilor unghiulare și zeta, universal recunoscută și răspândită în practică, este metoda laminării cu îndoire a benzilor desfășurate în calibre ulterioare, propusă de B. P. Bakhtinov (fig. 126). Prin această metodă, laminarea poate fi efectuată atât în calibre închise, cât și în calibre deschise. Cu toate acestea, în orice schemă, primul calibru profilat trebuie să fie precedat de un calibru necesar pentru a controla lățimea benzii.
Printre caracteristicile comune ale schemelor enumerate de calibrare a oțelurilor unghiulare se numără: construcția calibrului curat condiționat în formă desfășurată în conformitate cu aceeași metodă ca și alte calibre de pre-curățare; metoda de construcție și calcul a oțelurilor unghiulare cu laturi egale; determinarea coeficienților generali și parțiali de deformare a înălțimii similară celei adoptate la calibrarea benzilor de oțel; determinarea dimensiunilor calibrelor de-a lungul liniei centrale a flanșelor; corecții ale valorilor lărgirii libere calculate pentru deformarea în afara contactului (în cazul îndoirii profilului); modificarea unghiului la vârf în calibrele desfășurate; modificarea unghiului la vârf în calibrele desfășurate.
La proiectarea calibrelor și a modului de compresie pentru laminarea secțiunilor unghiulare cu laturi inegale, calculul se face în același mod ca și pentru secțiunile cu laturi egale. Cu toate acestea, dispunerea calibrelor în cilindri are unele diferențe. Există două moduri de a aranja calibrele cu unghiuri inegale în cilindri:
- Bisectoarea unghiului drept al profilului este plasată vertical. Cu această dispunere a calibrelor, rolele sunt supuse unor forțe axiale considerabile și trebuie să fie bine fixate pentru a preveni deplasarea. În plus, în acest caz, rolele sunt puternic slăbite din cauza tăieturii adânci.
- Bisectoarea unghiului drept al profilului este înclinată astfel încât forțele celor două flanșe care acționează asupra cilindrilor să fie echilibrate.
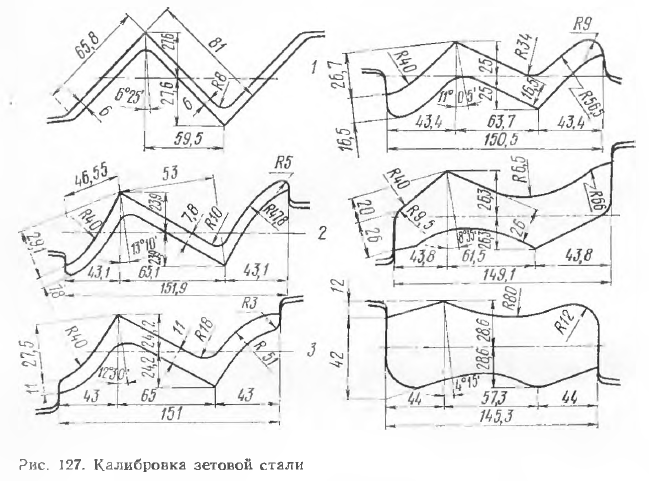
La calcularea calibrării profilului zeta, se utilizează principiile de bază ale calibrării oțelului unghiular (Fig. 127). Profilul zeta este considerat ca două unghiuri îngemănate într-un picior. Calibrarea se bazează pe metoda de desfășurare a flanșelor cu aceiași parametri constanți și alegerea coeficienților de deformare a înălțimii și de lărgire prin treceri ca în calculul calibrării unghiului. Pentru a simplifica calculele, bisectoarele unghiulare sunt plasate de-a lungul verticalei gabaritului și apoi rotite ușor în jurul centrului de greutate al secțiunii. Profilele Zeta sunt laminate în ecartamente închise. Excepție face gabaritul de finisare, care este deschis cu conuri pentru a fixa cilindrii în direcția axială.




