
GOST 2591-71 prevede producția de oțel pătrat în dimensiuni de la 5 la 250 mm. Curățenia suprafeței acestor produse laminate (cu condiția ca defectele să fie eliminate în prealabil la curățarea butucilor), precum și buna calitate a marginilor trebuie să îndeplinească cerințele de producție. În acest scop, calibrarea cilindrilor trebuie efectuată în vederea asigurării condițiilor de mai sus. Este foarte important să se ruleze țaglele astfel încât profilul finit rezultat să aibă o masă minimă de 1 m lungime.
În practica uzinelor naționale, oțelul pătrat este laminat folosind calibre rombice, al căror număr este determinat de dimensiunea profilului finit. De exemplu, pentru a obține oțel pătrat de dimensiuni mari, cu muchii bune, este suficient un calibru rombic (fig. 114, a). Pentru pătrate de dimensiuni mici, cu o compresie mică în pasul de finisare, nu mai este suficient să existe un calibru rombic. Pentru a obține și a asigura o bună calitate a colțurilor, se utilizează două romburi intermediare (Fig. 114, b).
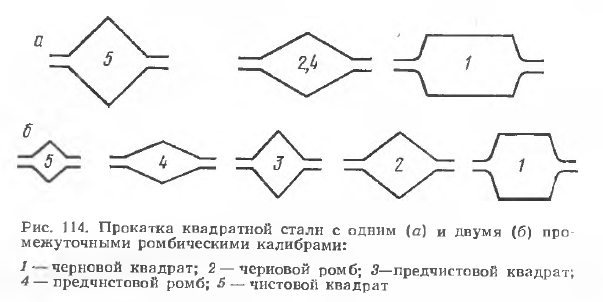
Pentru a crește stabilitatea pătratului în calibrul rombic în practica fabricilor naționale de profile mici, rola superioară a pătratului de prefinisare este ușor deplasată față de rola inferioară în direcția opusă direcției de laminare. În acest caz, poziția pătratului de prefinisare în calibrul rombic devine stabilă. În plus, chiar și o oarecare neîncărcare a colțurilor laterale ale pătratului de prefinisare nu va afecta calitatea profilului finit, deoarece colțurile laterale ale pătratului vor cădea întotdeauna în colțurile de la vârfurile calibrului rombic, iar colțurile bine executate de la vârfurile pătratului devin colțuri laterale ale rombului. Astfel, datorită unei anumite deplasări a cilindrului superior al pătratului de prefinisare, se obține un romb de prefinisare executat normal, ceea ce, la rândul său, face posibilă obținerea unor colțuri de bună calitate ale profilului pătrat.
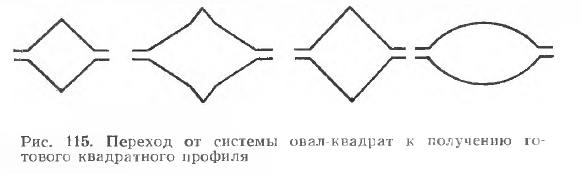
Uneori, pentru laminarea profilelor pătrate se utilizează sistemul de trasare oval — pătrat, care face posibilă lucrul la trasări foarte mari, ajungând în unele cazuri la calibre ovale de până la 2,2, iar la pătrate de până la 1,5. În acest caz, un pătrat este produs prin intermediul unui romb intermediar (Fig. 115).




