
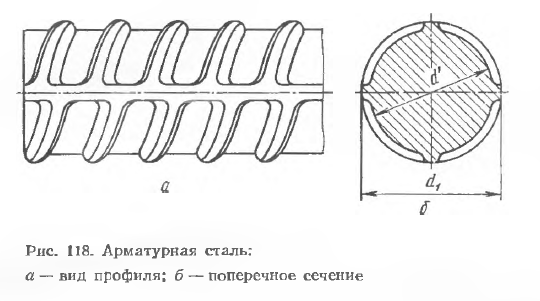
Ca armătură a structurilor din beton armat se utilizează un profil periodic cu o configurație de proeminențe și nervuri (fig. 118).
GOST 5781-76 prevede numere de oțel de armare de la 10 la 90 cu un diametru de 9,3-87-5 mm. În tehnologia construcțiilor, în locul oțelului carbon ușor utilizat, se utilizează pe scară largă oțelul slab aliat. În consecință, duritatea cilindrilor a crescut și au apărut dificultăți în frezarea calibrelor. Recent, metodele anodico-mecanice și alte metode de tratare a rulourilor cu duritate crescută au devenit larg răspândite.
Calibrarea cilindrilor pentru laminarea secțiunilor periodice include dispozițiile de bază ale calibrării pentru laminarea secțiunilor transversale constante. Caracteristica principală a calibrării cilindrilor pentru laminarea secțiunilor periodice este necesitatea de a determina forma și dimensiunile nu numai ale secțiunilor transversale succesive de tranziție ale metalului laminat, ci și ale secțiunii longitudinale a benzii.
În prezent, în condiții industriale, secțiunile periodice finite sunt obținute dintr-un lingou cu secțiuni transversale pătrate, dreptunghiulare sau de altă natură, prin laminare în mai multe treceri în calibre convenționale și într-un calibru periodic (trecere finală, de finisare). O astfel de schemă de calibrare asigură, dacă este corect executată, producerea de profile periodice în conformitate cu cerințele desenului. Cu toate acestea, schema de calibrare, care prevede o singură trecere în calibrul periodic, nu permite laminarea în standuri convenționale cu două role a profilelor cu diferență mare de secțiune transversală și periodicitate în două planuri.
Laminarea în mai multe calibre periodice succesive este în prezent dificilă din cauza condițiilor instabile de laminare (fluctuații de temperatură pe lungimea cilindrului, denivelări ale stratului de calcar etc.), care afectează avansul și provoacă nepotrivirea perioadelor pe cilindru și pe cilindri.
Sarcina calibrării la laminarea secțiunilor periodice este de a determina cele mai raționale forme și dimensiuni ale secțiunilor de tranziție pentru a obține un lingou inițial cu secțiunea transversală și dimensiunile optime pentru laminarea într-un calibru periodic, precum și pentru a obține într-un calibru periodic un profil ale cărui dimensiuni și formă să îndeplinească cerințele clientului. Calibrarea trebuie să fie proiectată ținând seama de puterea de acționare, de rezistența echipamentului mecanic și de rigiditatea standului de finisare al laminorului în care se realizează trecerea periodică. Trebuie acordată o atenție deosebită proiectării calibrului periodic pentru a obține un profil fără distorsiuni, cu dimensiuni de mare precizie și cu o suprafață de calitatea necesară. Lingoul trebuie să fie tehnologic și stabil la laminarea într-un calibru periodic, deoarece în acesta, spre deosebire de laminarea profilelor de formă convențională, se caracterizează prin deformarea neuniformă a metalului nu numai pe lățime, ci și pe lungimea cilindrului (raportul dintre compresie și înălțimea inițială a benzii Δh/h0 sau înălțimea inițială la înălțimea benzii după laminare h0/h1 este în continuă schimbare).
Calibrarea oțelului de armare se calculează pentru orice schemă de laminare pentru oțel rotund. Calibrele ovale sunt construite luând în considerare blunturile mari mп/h1 =0,4÷0,5, unde mп— valoarea de estompare. Pentru umplerea și îndeplinirea fiabilă a proeminențelor longitudinale și spiralate, se preconizează creșterea extragerilor în calibrele de finisare. Conform datelor MMK, pentru diferite numere de profile, extragerea este de 1,4-1,6 în gabaritele de finisare și de 1,2-1,4 în ovalele de prefinisare.
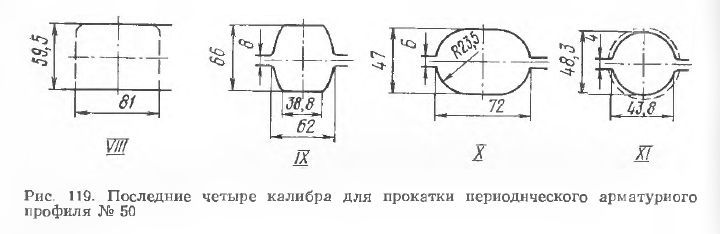
Figura 119 prezintă ultimele patru gabarite pentru laminarea secțiunii periodice de armare nr. 50 pe o moară semicontinuă 350.





