Gama de benzi de oțel este destul de largă. Aceasta include benzi (profil structural) cu lățimea și grosimea într-o gamă largă; profil pentru anvelope cu lățimea de 40-70 mm și grosimea de 5-15 mm; cercuri și benzi cu grosimea de la 1,2 mm în sus; arcuri netede și forme speciale; benzi (piese brute pentru țevi sudate); alte tipuri de benzi de oțel (pluguri, jante auto, grătare etc.).
Laminarea benzilor de oțel la laminoarele liniare se realizează în două moduri: în calibre dreptunghiulare închise și pe cilindri netezi sau în trepte cu utilizarea de calibre cu nervuri. Prima metodă este utilizată pentru benzi cu lățimea de 80-200 mm, a doua — pentru benzi cu lățimea de până la 150 mm, cu o grosime minimă (12 mm) a celor mai late benzi.
Laminarea cu ecartament închis este utilizată, în general, în laminoarele de bucșe liniare, de secțiune medie și mare. Laminorul produce mai întâi pătratul inițial, care este apoi laminat într-o singură direcție în calibre dreptunghiulare închise cu lărgire limitată. Aceste calibre se caracterizează prin faptul că pereții lor laterali sunt formați de un singur cilindru, astfel încât crăpătura are loc la colțurile inferioare sau superioare ale benzii laminate (fig. 120). Randamentul în calibrele închise este de 3-5 % în pregătirea și de 1,0-1,5 % în finisare.
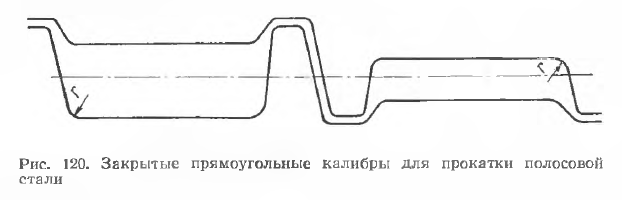
Principalele dezavantaje ale acestei metode de laminare a benzilor de oțel: uzura rapidă a calibrelor din cauza lățimii limitate; necesitatea de a schimba cilindrii atunci când se trece la laminarea altor lățimi de bandă; consumul ridicat de cilindri din cauza faptului că, datorită randamentului mic, reascuțirea calibrelor se poate face numai în detrimentul toleranței la lățime.
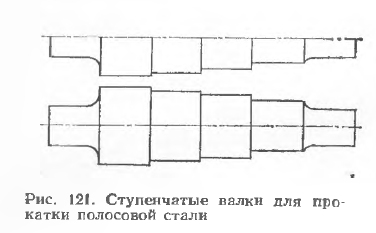
Utilizarea cilindrilor în trepte (fig. 121) permite laminarea unei game largi de benzi de oțel în laminoarele cu trei cilindri. În acest caz, grosimea benzii laminate poate fi variată într-o gamă largă, ceea ce se realizează prin modificarea distanței și utilizarea calibrelor intermediare. Lățimea treptelor este cu 50 mm mai mare decât lățimea maximă a benzilor laminate. Înălțimea treptelor este determinată prin calibrare.
Există două metode de laminare în role etajate. În prima metodă, banda este complet laminată în role în trepte. Cu toate acestea, este dificil să se asigure lățimea necesară a benzii pe întreaga lungime, deoarece lățimea tinde să varieze din cauza schimbării condițiilor de laminare.
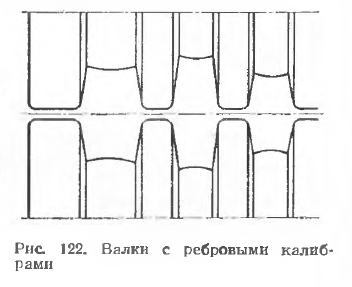
A doua metodă dă rezultate mult mai bune. În acest caz, între standul cu role în trepte și standul de finisare, este amplasat un stand cu role duble cu un număr de calibre cu nervuri pentru a asigura laminarea întregii game de laminare (Fig. 122). Standul de finisare, unde se face ultima trecere, are role netede. Utilizarea calibrelor cu nervuri elimină incertitudinea în ceea ce privește lățimea benzii laminate, îmbunătățește calitatea marginilor laterale și permite laminarea benzilor de lățimi diferite dintr-un singur lingou.
Cea mai perfectă metodă de laminare a benzilor de oțel la laminoarele de benzi continue este deformarea în standuri alternante cu role orizontale și verticale.
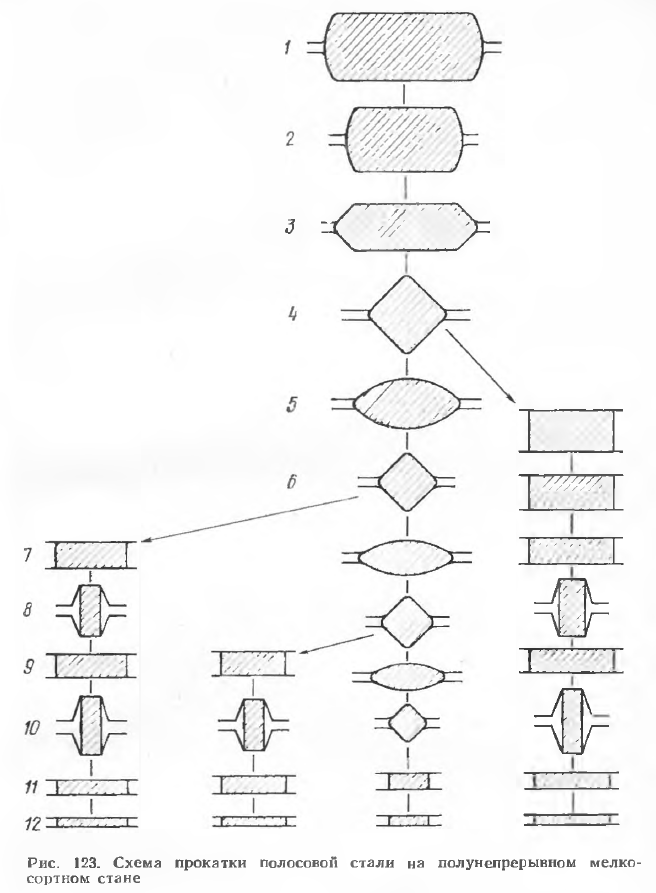
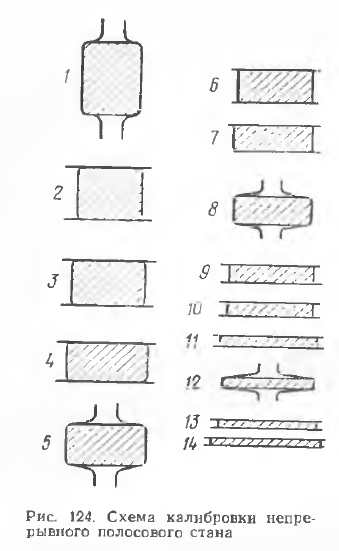
În figurile 123 și 124 sunt prezentate câteva scheme principale de calibrare a cilindrilor în laminoarele continue liniare și moderne. Calculul calibrării benzilor se face luând în considerare parametrii de energie și putere ai laminorului și cu rezistența elementelor standului de laminare. În calculele legate de calibrarea benzii, B. P. Bakhtinov și M. M. Shternov propun să nu se utilizeze coeficienții de tragere, ci coeficienții de deformare în înălțime, care reprezintă raportul dintre grosimea benzii înainte de trecere și grosimea acesteia după trecere η = h0/h1
În practică, coeficientul de deformare este limitat de unghiul de prindere și de rezistența cilindrilor. La laminarea benzilor late și medii, acesta atinge 2,0-2,5, iar la laminarea benzilor înguste — peste 3,0.
Compresia totală a nervurilor (laterală) este determinată de formula
unde ∑Δb — lărgirea totală.
Lărgirea benzii se calculează prin formula lui B.P. Bakhtinov, care dă rezultate bune la laminarea benzilor netede. Lărgirea în calibrele cu nervuri nu este luată în considerare.