
În ingineria termică, conceptul de corpuri termic subțire și termic gros nu coincide cu dimensiunile geometrice. Un corp subțire din punct de vedere termic este un corp a cărui temperatură a secțiunii transversale se modifică simultan de-a lungul întregii grosimi a corpului care este încălzit. Prin urmare, la încălzirea unui lingou subțire, încălzirea grosimii se realizează practic prin încălzire bilaterală simultană pe întreaga secțiune transversală, iar la încălzirea lingourilor groase masive, există întotdeauna o diferență de temperatură între suprafața și centrul lingourilor. În schimb, la răcirea unui lingou masiv sub temperatura de 300 ºC în aer, temperatura acestuia este constantă pe întreaga secțiune transversală, adică, din punct de vedere termotehnic, acest lingou gros de 300 mm pare a fi un corp subțire, deoarece eliminarea căldurii de la suprafață este mai puțin intensă decât procesul de transfer de căldură.
Cuptoarele metodice sunt clasificate în funcție de numărul de zone încălzite. O zonă neîncălzită este zona metodică. În această zonă este utilizată căldura provenită din reziduurile de ardere. Ultima zonă înainte de livrarea metalului se numește zonă de așteptare (zonă de lâncezeală).
Regimul termic în zonele încălzite este de obicei controlat prin modificarea debitului de gaz furnizat zonei. De obicei, cuptoarele sunt încălzite cu gaz rece, iar aerul este încălzit în recuperatoare ceramice sau metalice.
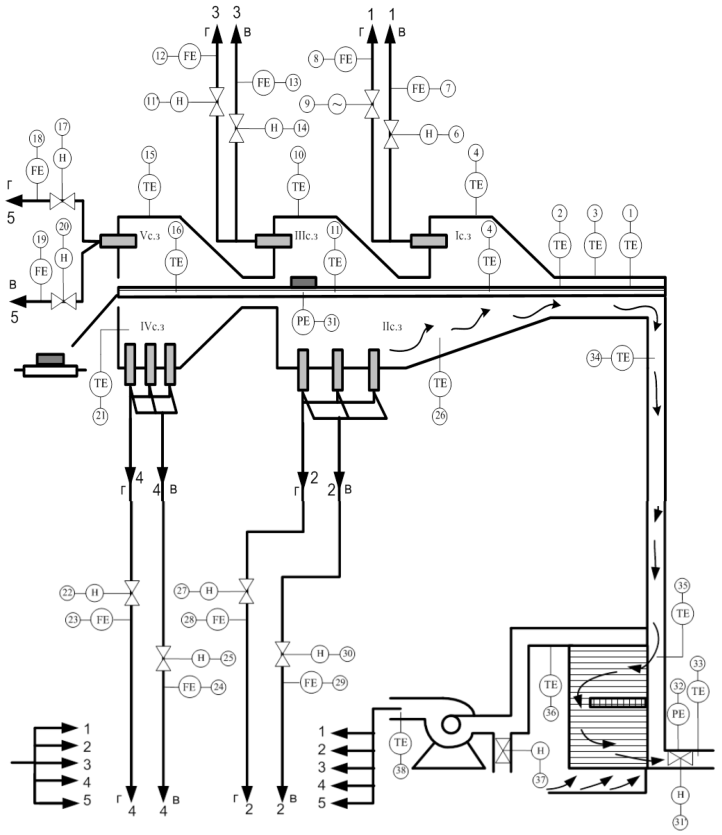
Ca exemplu concret, să luăm în considerare schema funcțională de automatizare a regimului termic al cuptoarelor metodice ale MMK Mill 2500. Cuptoarele sunt încălzite cu gaze naturale și sunt cuptoare de tip împingător cu încălzire superioară și inferioară. Zona superioară este încălzită prin arzătoare de capăt, iar zona inferioară — prin arzătoare laterale. În astfel de cuptoare sunt încălzite lingouri cu o lungime de până la 5 m și o grosime de 250 mm.
1, 2 — măsurarea temperaturii de suprafață a pieselor de prelucrat încălzite în zona metodică a cuptorului.
3 — măsurarea temperaturii spațiului de lucru al cuptorului în zona metodică. În funcție de aceste trei impulsuri cu fixarea timpului de trecere a țaglelor se poate determina starea termică inițială a metalului la intrarea în zona de încălzire.
4, 5, 6 — se măsoară și se reglează temperatura suprafeței pieselor de prelucrat și a spațiului de lucru al cuptorului (zidărie) în prima zonă de sudare. Reglarea se realizează prin modificarea debitului de gaze naturale în zonă.
7, 8, 9 — se măsoară debitele de gaz și de aer către prima zonă de sudare. Reglarea raportului gaz-aer se realizează în conformitate cu schema de proporționare volumetrică a debitelor. Schema de proporționare volumetrică a debitului de gaz și de aer stabilizează coeficientul debitului de aer:
unde Vв , Vm — debitele actuale de aer și combustibil; L0 — este coeficientul de raport egal cu 10.
10, 11, 11´ — se măsoară și se reglează temperatura suprafeței piesei și a spațiului de lucru în a treia zonă de sudare. Reglarea regimului termic se realizează prin modificarea debitului de gaz natural în zonă.
12, 13, 14 — se măsoară debitele de gaz și de aer în a treia zonă de sudare. Reglarea raportului gaz-aer se realizează conform schemei de proporționare volumetrică a debitelor.
15, 16, 17 — se măsoară și se reglează temperatura suprafeței piesei și a spațiului de lucru în a cincea zonă de sudare. Reglarea se realizează prin modificarea debitului de gaze naturale în zonă.
18, 19, 20 — se măsoară debitele de gaz și aer către a cincea zonă (tommy). Reglarea raportului gaz-aer se realizează în conformitate cu schema de proporționare volumetrică a debitelor. Parametrul principal este gazul natural.
21, 22 — se măsoară și se reglează temperatura spațiului de lucru în zona de sudură a sfertului. Reglarea se realizează prin modificarea debitului de gaze naturale în zonă.
23, 24, 25 — se măsoară debitele de gaz și aer în a patra zonă inferioară. Reglarea raportului gaz-aer se realizează în conformitate cu schema de proporționare volumetrică a costurilor.
26, 27 — se măsoară și se reglează temperatura spațiului de lucru în a doua zonă inferioară de sudură. Reglarea se realizează prin modificarea debitului de gaze naturale în zonă.
28, 29, 30 — se măsoară debitele de gaz și de aer în a doua zonă inferioară de sudare; raportul gaz-aer se reglează în conformitate cu schema de proporționare volumetrică a debitelor.
31, 31´ — se măsoară și se reglează presiunea în spațiul de lucru al cuptorului metodic. Este recomandabil să se măsoare presiunea la nivelul metalului încălzit în zona cu sarcină termică maximă. Reglarea se realizează prin modificarea vidului în hornul de fum. De obicei, cuptoarele sunt echipate cu cazane de recuperare a căldurii reziduale pentru a utiliza căldura din gazele de ardere.
32, 33 — se măsoară rarefierea și temperatura gazelor de ardere la intrarea în coșul de fum (înainte de HRSG).
34 — se măsoară temperatura produselor de ardere la ieșirea din spațiul de lucru.
35 — se măsoară temperatura recuperatorului pentru a preveni supraîncălzirea acestuia.
36, 38 — se măsoară temperatura aerului la intrarea și ieșirea exhaustorului, care aspiră aer cald, adică funcționează la temperaturi ridicate. Se asigură protecție pentru a preveni supraîncălzirea pompei de lucru a exhaustorului, în acest scop temperatura aerului la ieșirea exhaustorului este măsurată și reglată prin aspirarea aerului rece din atmosferă.
37, 38 — reglarea temperaturii aerului la ieșirea exhaustorului pentru a proteja rotorul împotriva supraîncălzirii.




