
Cuptoarele cu capotă sunt concepute pentru tratamentul termic al metalelor în atelierele de laminare la rece pentru a reduce tensiunile care apar în timpul deformării.
În prezent, se utilizează cuptoare cu capotă de tip cameră: metalul în bobine stivuite este încălzit într-o atmosferă protectoare pentru a preveni oxidarea. Acest proces se numește recoacere ușoară. Majoritatea cuptoarelor utilizează un amestec de azot și hidrogen ca atmosferă protectoare. Punctul de rouă al unei astfel de atmosfere este d e-50-70 °C (punctul de rouă caracterizează conținutul de umiditate).
În funcție de concepția lor, cuptoarele cu hotă se împart în cuptoare cu gaz și cuptoare electrice, în funcție de tipul de energie utilizat. Cuptoarele cu încălzire electrică sunt utilizate pentru recoacerea ușoară a oțelurilor electrice.
În cuptoarele cu hotă, încălzirea se realizează în două etape. Materialul încălzit protejat este amplasat sub mufa din oțel rezistent la căldură. O stivă de bobine este așezată pe un suport. De obicei, trei role sunt încălzite într-o stivă. Inele convectoare sunt plasate între bobine pentru a trece atmosfera de protecție. O hotă de încălzire prevăzută cu arzătoare este plasată pe mufă și conectată la conductele de gaz și aer și la o conductă de evacuare a fumului. O singură hotă poate fi utilizată pe standuri diferite.
Pentru a crește intensitatea încălzirii, există un ventilator la baza standului închis de mufă, care asigură circulația atmosferei de protecție în interiorul standului, sub mufă.
Pentru a realiza recoacerea ușoară, metalul este încălzit prin intermediul unei mufe de protecție din oțel inoxidabil rezistent la căldură.
Controlul se realizează prin modificarea debitului de gaz, care este introdus în spațiul de lucru format de o hotă metalică căptușită cu materiale refractare și de mufă.
Procesul tehnologic de recoacere termică, în funcție de calitatea oțelului și de tipul de tratament termic, durează un timp considerabil și poate ajunge la sute de ore.
Deoarece oțelul bobinat este recopt în cuptoare cu capotă, este nevoie de un anumit timp pentru încălzirea bobinelor în secțiune transversală.
Modificarea parametrilor de proces are următoarea formă (Fig.64).
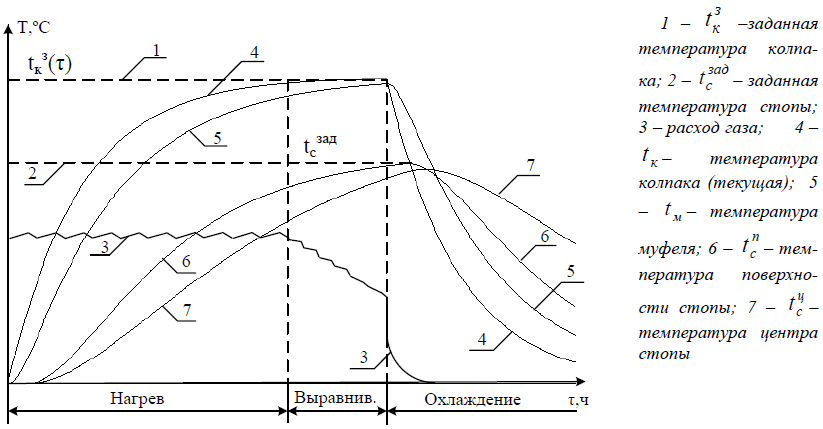
Să luăm în considerare caracteristicile controlului modului de recoacere a metalului în cuptorul pentru capace.
La început, capacul este încălzit la o anumită temperatură setată. Această temperatură este menținută la valoarea stabilită până când termocuplul de banc atinge temperatura de recoacere stabilită de tehnologie. În acest moment, controlul este comutat de la termocuplul capacului la termocuplul bancului, care controlează alimentarea cu combustibil ținând cont de schimbul de căldură prin mufă.
Atunci când termocuplul atinge punctul cel mai de jos al valorii setate, procesul se încheie, capacul este scos și transferat pe o altă bancă, iar metalul este răcit prin circulația unei atmosfere de protecție.
Pentru a accelera procesul de răcire, este de dorit să se răcească atmosfera de protecție în răcitoare cu apă.
Din punctul de vedere al gestionării termice, este rezonabil să se utilizeze două legi de control: modul PI pentru temperatura capotei și modul PID pentru temperatura bancului, deoarece transferul de căldură se realizează prin mufa de protecție.
Schema funcțională de control și reglare a procesului de recoacere a metalelor în cuptorul cu hotă este prezentată în Fig.65
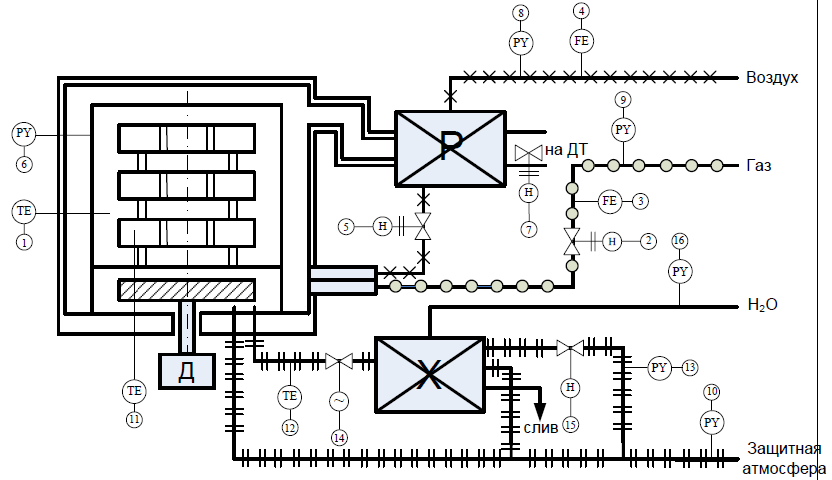
1, 2 — măsurarea și reglarea temperaturii hotei prin modificarea debitului de gaz furnizat pentru încălzire.
3, 4, 5 — se măsoară debitele de gaz și de aer.
Reglarea raportului în cazul arzătoarelor cu două fire se realizează în conformitate cu schema de proporționare volumetrică a debitului de gaz și de aer, unde parametrul principal este gazul.
6, 7 — presiunea în spațiul de lucru (între mufă și hotă) este măsurată și reglată prin modificarea vidului la colectorul de fum.
Un coș de fum sau un ejector pot fi utilizate ca dispozitive tipice care elimină produsele de ardere. Aerul de ardere este încălzit într-un recuperator.
8, 9, 10 — presiunea aerului, a gazelor și a atmosferei de protecție este măsurată în colectorii generali ai atelierului.
Sistemul prevede semnalizarea de urgență în caz de scădere a presiunii la oricare dintre parametrii menționați.
11 — se măsoară temperatura în spațiul submuflat (termocuplu de banc de grad TCA).
La comutarea comenzii prin acest termocuplu se reglează încălzirea metalului.
12 — se măsoară temperatura atmosferei de protecție furnizată răcitorului pentru a crește intensitatea răcirii.
13, 15 — se măsoară și se reglează presiunea gazului de protecție în spațiul submuflat.
Presiunea se realizează prin alimentarea cu gaz de protecție pentru a împiedica pătrunderea aerului atmosferic în spațiul submuffle.
14 — atmosfera de protecție este întreruptă de la rețeaua magazinului atunci când standul este oprit.
16 — se măsoară presiunea apei de răcire la răcitor.
Aerul de ardere pentru arzătoarele cu două fire este încălzit în recuperator.





