A doua metodă (după sinterizare sinterizare) de îmbogățire (peletizare) a părții de minereu din încărcătura pentru furnal este producția de pelete. În instalațiile de peletizare predomină două sisteme automate de control, care sunt subdivizate în funcție de diviziunea procesului tehnologic:
- Sistemul de control al peletizatorului.
- Sistemul de control al mașinii de copt.
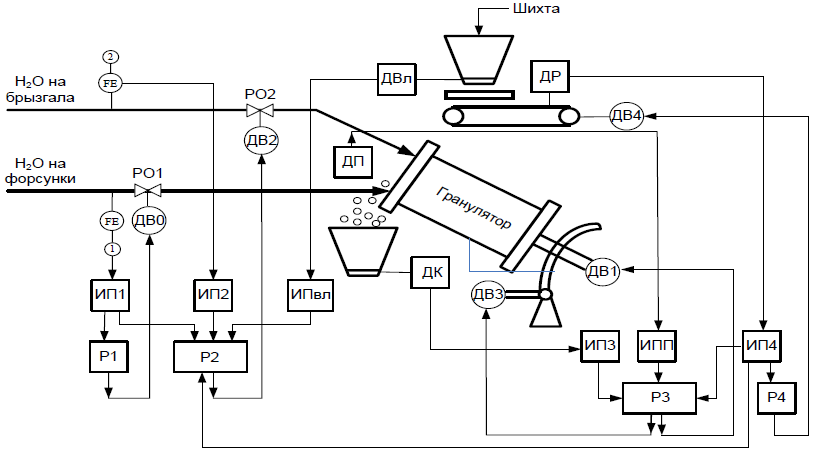
Funcționarea peletizorului (fig. 26) depinde în principal de unghiul de înclinare a tamburului față de orizont și de viteza de rotație a acestuia. Prin combinarea acestor doi parametri este posibil să se producă peleți de o anumită dimensiune. Astfel, regulatorul P1 menține un debit de apă constant la duze. Debitul de apă este măsurat de diafragma 1 și înregistrat de dispozitivul de măsurare IP1. Folosind o lege de control tipică, regulatorul controlează actuatorul DV0, care mișcă RO1. Acest circuit efectuează un control preliminar grosier al umidității. În cele din urmă, umiditatea de încărcare în procesul de granulare (parametrul care determină procesul) este menținută la un nivel constant stabilit de un regulator corectiv suplimentar P2. Acest regulator primește informații inițiale de la următoarele canale:
- Debitul de apă către duzele de apă de la IP1.
- Debitul actual de apă către aspersor (de la senzorul 2 și IP2).
- Umiditatea încărcăturii inițiale de la canalul DVl-IPVl (senzor de umiditate — dispozitiv de măsurare a umidității).
- Debitul curent de încărcare de la senzorul DR-IP4.
Regulatorul P4 controlează viteza de rotație a alimentatorului cu tambur și, simultan, viteza benzii transportoare. Regulatorul P3 controlează procesul de peletizare și primește informații inițiale pe trei canale:
- De la senzorul debitului de încărcare (DR-IP4).
- De la senzorul de capacitate al granulatorului (DP-IPP).
- de la senzorul de grosime a peleților (PC).
În funcție de suma algebrică a acestor trei semnale, regulatorul P3 controlează viteza de rotație a peletizatorului (motorul DV1) și unghiul de înclinare a peletizatorului (motorul DV3).
Peleții primiți de la peletizator sunt introduși în mașina de prăjire, care este un transportor metalic care trece prin zona de prăjire, având o construcție similară cu o bandă de sinterizare. Mașina de prăjit este controlată prin bucle de control al temperaturii zonei, controlul raportului gaz-aer în fiecare zonă și bucla de control dinamic al gazului (presiunea în fiecare zonă). Există, de asemenea, o buclă de control a înălțimii patului de peleți pe mașina de prăjire.